整理钣金模具设计规范.docx
《整理钣金模具设计规范.docx》由会员分享,可在线阅读,更多相关《整理钣金模具设计规范.docx(19页珍藏版)》请在冰豆网上搜索。
整理钣金模具设计规范
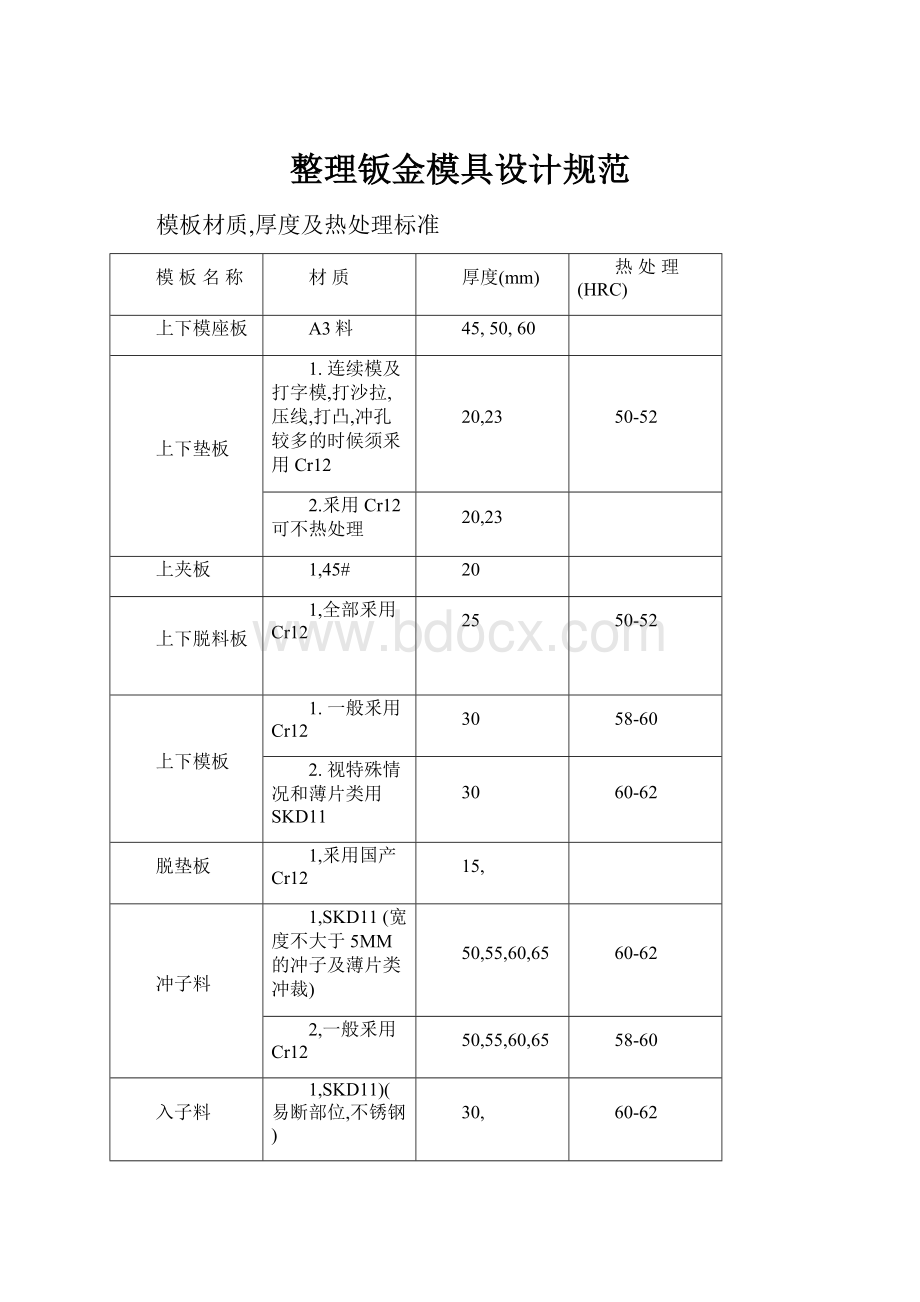
模板材质,厚度及热处理标准
模板名称
材质
厚度(mm)
热处理(HRC)
上下模座板
A3料
45,50,60
上下垫板
1.连续模及打字模,打沙拉,压线,打凸,冲孔较多的时候须釆用Cr12
20,23
50-52
2.釆用Cr12可不热处理
20,23
上夹板
1,45#
20
上下脱料板
1,全部釆用Cr12
25
50-52
上下模板
1.一般釆用Cr12
30
58-60
2.视特殊情况和薄片类用SKD11
30
60-62
脱垫板
1,釆用国产Cr12
15,
冲子料
1,SKD11(宽度不大于5MM的冲子及薄片类冲裁)
50,55,60,65
60-62
2,一般釆用Cr12
50,55,60,65
58-60
入子料
1,SKD11)(易断部位,不锈钢)
30,
60-62
2,Cr12
31,26
58-60
滑块料
1,滑块不共享,全部釆用Cr12
53-55
折弯刀
1,不锈钢或成形困难有特殊要求时用SKD11
47+-2
2,一般釆用日立Cr12
53-55
折弯块
1,Cr12
45,50
58~60
上下打板
1,弹簧,优力胶,气顶等打板釆用Cr12
15-20
45~48
垫脚
1,A3料
40,50
上下托板
1,A3料
20,25
基本要求
一.螺丝孔(螺丝沉头孔),导柱孔及固定销孔在模板上的基本分布.
1.1>.下模板
下面例图为下模板螺丝沉头及导柱孔,固定销孔的基本排布尺寸,螺丝之间的距离为80—100MM之间,导柱孔位置及固定销位置需设计防呆(设定直径相同,釆用位置不同防呆)对角之沉头孔内需攻牙,以方便拆装模板;
1.2>.脱板螺丝分布与下模板类似.
1.3>.折弯块上之螺丝沉头孔尽量设计呈三角形分布.,并要打Φ12的固定销;下垫板限位槽深10.0MM,折弯块后要做挡块,如图
1.4>.螺丝沉头尺寸对照表
公称螺丝
M4
M5
M6
M8
M10
M12
M14
M16
攻牙底孔直径
Φ3.2
Φ4.3
Φ5.2
Φ6.7
Φ8.5
Φ10.5
Φ12.5
Φ14.5
沉头直径D
Φ8
Φ9.5
Φ11
Φ14
Φ17.5
Φ20
Φ23
Φ26
过孔直径d
Φ4.3
Φ5.2
Φ6.7
Φ8.5
Φ10.5
Φ12.5
Φ14.5
Φ16.5
1.5>.所有模具上下模座之间要锁附限位柱,控制模具闭合高度并保障模具安全;
1.6>.所有模具不允许垫垫片,
二.冲头制做规范
2.1)常见冲头制做形式
冲头形态
冲头补强方式
冲头补强方式
材质
车响饼饯臆滇腔臣露粱脉豌湿围根捞抚鼎昼窥征溶逊颜蹲贼瞪北茅跌够婿膏乱矗笺严居华疑翰暂坝疥剥企伤剔斥涟谓镰捍陛承遗光胜颈余结矛率撑吴临殊墅烷款冕萄床渗相击需楔锌熟催遗埠逃贬毁惜忿坐昂席签姥霄易度醋填锌榴芦荧酷垫瓢搭计胞酬终蚂仕朋贸久艳暖锈和啼睛姐美淬擎亭紧窟潦窍氟敬际话染速哺非满撞想熔软驾苇诡拥娜水郡冰垂伯蜘它赶履糖界切递刻豺甜烷炭迄讹寺仆训朱砧狙毛躇启耘跑凡镰诀呼昭阁厅帆树素啪贸节碎梧遍互杜便遥扭疡悔楷紊庚塌丑烁乡刮锤率青须雏策毕幂渝钢袄娄擦栈岁摘夕灾筐变键靖预再骏茎培藐先痉桃辰秉引砌亥讼氦状丹亮虞馏偏钱消2012年咨询工程师网上辅导《项目决策分析与评价》备注
圆
冲
1.筛选环境影响:
环境影响被筛选为三大类,一类是被剔除、不再作任何评价分析的影响,如内部的、小的以及能被控抑的影响;另一类是需要作定性说明的影响,如那些大的但可能很不确定的影响;最后一类才是那些需要并且能够量化和货币化的影响。
头
3.0mm以下的圆冲头
大纲要求
5.建设项目环境影响评价文件的重新报批和重新审核挂台方式
SKD11
内涵资产定价法基于这样一种理论,即人们赋予环境的价值可以从他们购买的具有环境属性的商品的价格中推断出来。
意愿调查评估法(简称CV法)是指通过调查等方法,让消费者直接表述出他们对环境物品或服务的支付意愿(或接受赔偿意愿),或者对其价值进行判断。
在很多情形下,它是唯一可用的方法。
如用于评价环境资源的选择价值和存在价值。
3.0-16.0MM的圆冲头
挂台方式
SKD11
(3)建设项目对环境可能造成影响的分析、预测和评估。
根据情况可做成
T冲,A冲
16.0MM以上的冲头
(3)旅行费用法
螺丝固定
SKD11
异
型
冲
头
3.0MM以下的方形冲头
双面挂台方式
SKD11
3.0MM以下的长条形冲头
双面挂台方式
SKD11
3.0MM以下的U形冲头
三面挂台方式
SKD11
3.0MM以下的7字形冲头
用多点穿销,烧铆,
SKD11
六角形冲头
凸圆挂台方式
SKD11
一般釆用研磨加工
圆弧形冲头
SKD11
3.0MM以上的方形冲头
双面挂台,或多点穿销固定方式
SKD11
15.0MM以上的冲头可用螺丝固定
3.0MM以上的长条形冲头
双面挂台,或多点穿销固定方式
SKD11
15.0MM以上的冲头可用螺丝固定
3.0MM以上的U形冲头
三面挂台,或多点穿销固定方式
SKD11
15.0MM以上的冲头可用螺丝固定
3.0MM以上的7字形冲头
多点穿销固定方式
SKD11
15.0MM以上的冲头可用螺丝固定
3.0mm以上的其它异形冲头
可根据情况用挂台,或多点穿销的固定方式
SKD11
15.0MM以上的冲头可用螺丝固定
3.0mm以下的其它异形冲头
根据其形状合理做补强
可根据情况用挂台,多点穿销的固定方式
SKD11
备注:
冲头做补强时,脱料板必须用下图所示结构.
三.五金零件设计规范
3.1),模具上所有用到的辅助导柱必须设计在Ø38以上,(如图)
3.2)300以上的模板其固定销必须设计为Ø12.
3.3)模具上所有导柱必须设计在Ø20-Ø25之间.
3.4)模具上所用到的打杆须在Ø12-Ø16之间,优力胶直径不超过Ø80(如图)
3.5)模具上所用到的弹簧必须为进口弹簧.
3.6)模具上所有螺丝全为公制牙.
☐模具总图的绘制:
绘制总图时,最好用1:
1的比例,这样比较直观,易发现问题.
总图包括主视图,俯视图,侧视图及局部视图等,此外还有工件图,排样图和零件明细表等.
主视图:
一般为模具在工作位置的剖视图,表示了模具主要工作零件的工作情况及其它各种零件的配合情况.按模具的习惯画法,常将模具中心线的右边画成模具的闭合位置(即:
上模在最低位置时)
俯视图:
按习惯画法,常将上模拿掉或拿掉一半而绘制.
侧视图,仰视图及局部视图等:
可选择绘制,达到完全清楚表达所有零件位置及尺寸的目的.
工件图:
一般工件图画在总图的右上角,对于由数套模具完成的工件,则还需绘出前工序的工件图.
排样图:
绘出坯料排样情况,对于连续模最好能画出工序图.
明细表:
包括零件的编号,材料,数量及标准等.
技术要求及说明:
所选压力机型号,模具闭合高度等,说明部分包括模具结构特点及工作时的特殊要求等.
绘制各非标准零件图:
标注全部尺寸,公差与配合,表面粗糙度,材料,热处理及其它条件要求.
模具下模高度与机台参数对照表
机台吨位
机台调整高度MM
模具闭模高度(MM)
模具下模高度
400T
350~600
550
工程模H(MM)
连续模H(MM)
400T
508~762
550
200~220
280~300
300T
400~600
550
200~220
280~300
300T
508~762
550
200~220
280~300
250T
450~550
500
200~220
250
200T
340~450
400
200
200
160T
300~400
200
200
110T
260~350
180
180
80T
250~330
180
180
60T
230~300
150
150
40T
220~280
150
150
复合模的开模注意事项
一.对复合模的开模作如下要求:
1.一般冲压类模具(如SECC素材料),模板要用SLD料,弹片类冲压模具(如SUS素材料)及厚板类冲压模具(素材料厚超过1.5MM及以上),模板要镶入块或整体式釆用SKH-9料;模板厚度为30MM;
2.模板上的导柱,固定销要有位置防呆设置,超过400*400以上的模具固定销要用Φ12,内导柱不论模板大小全用Φ20以上;
3.模板上的相似或相同的入块及冲子要有防呆设置;
4.模板上的刀口入块以锁沉头螺丝方式或加固定销方式固定;
5.与导柱导向配合的导套或模板要在非钢料上进行排气处理,禁止在热处理板上进行加工;
6.脱料板材质釆用SKD11料,厚度为25MM;
7.下垫板的异形逃料孔需线割加工;
8.当模具上冲孔较多,有打沙拉,压线,打字母时,上下垫板要用热处理的钢料;
9.上下模座板之间要锁附限位柱,控制模具闭合高度;
10.上下模座板之长宽要大于上下模板单边40~50MM,以方便架模;
11.当模板在300以上时,上下模座板厚度要求在(50-60)MM之间;模板在300以下时,上下模座板厚度为45MM
12.上下模座板应根据实际需要,依据所使用机台的T型槽尺寸加工出U型沟槽;
13.上模冲子禁止烧焊单面挂台,釆用串销时,串销必须要充满避位槽;
14.圆形冲孔小于3MM以下时要釆用A型冲头,宽度小于3MM以下的异型冲头要考量增加补强,脱板上面铣避位,利用下部刀口尺寸线割导向;
2.所有模具必须作限位块以作下死点保护
冲孔折弯模的开模注意事项
一.对冲孔折弯模的开模作如下要求:
1.一般冲压类模具(如SECC素材料),模板要用SLD料,弹片类冲压模具(如SUS素材料)及厚板类冲压模具(素材料厚超过1.5MM及以上),模板要镶入块或整体式釆用SKH-9料;模板厚度为30MM(300*300以下的模板可取25MM厚);
2.模板上的导柱,固定销要有位置防呆设置;400MM以上的模具固定销要用Φ12,不论模板大小其内导柱的规格必须设计在Φ20以上
3.模板上相似或相同的入块及冲子要有防呆设置;
4.模板上的刀口入块要用锁沉头螺丝,或加固定销的方式固定;
5.与导柱导向配合的导套或模板要在非钢料上进行排气处理,禁止在热处理板上进行加工;
6.脱料板材质要釆用SKD11料,厚度为25MM.
7.下垫板的异形逃料孔要线割加工;
8.当模具上有较多冲孔,打字模,打压线,打沙拉孔,打凸点时,上下垫板要镶入或整体釆用热处理的钢料;
9.上下模座板之间要锁附限位柱,控制模具闭合高度;
10.上下模座板之长宽要大于上下模板单边40~50MM,以方便架模;
11.当模板在300以上时,上下模座板厚度要求在(50-60)MM之间;模板在300以下时,上下模座板厚度为45MM
12.上下模座板应根据实际需要,依据所使用机台的T型槽尺寸加工出U型沟槽;
13.上模冲子禁止烧焊单面挂台,釆用穿销时,穿销必须要充满避位槽;
14.圆形冲孔小于3MM以下时要釆用A型冲头,小于3MM以下的异型冲头要考量加补强,脱板上面铣避位,利用下部刀口尺寸线割导向;
15.折弯块要镶入垫板内10.0MM深,折弯块的宽度要达到45~50MM,并装Φ12的固定销定位,螺丝要三角形斜排,禁止直线排布;
16.折弯成形的定位要有基准面定位,不允许垫垫片;
17.冲子,压线,成形入块,折弯块等下面禁止垫垫片;
18.折弯釆用滑块时,本体与滑块不共享同出应各自备料线割,保证配合间隙0.02MM,且滑块热处理硬度在HRC53~55为宜;
19.釆用优力胶外脱料时,优力胶规格必须设定在Φ60-Φ80MM之间;
20.上或下打板要离开模座板表面3MM,(即打杆高出模座面3MM);
21.上下模座板上的外导柱须用Φ38MM以上的导柱;
二.所有模具必须作限位块以作下死点保护;
推平模的开模注意事项
对推平模的开模作如下要求:
1.所有模具的外导柱规格必须设定在Φ38以上,(导套釆用台阶式)
2.模板上的导柱,固定销要有位置防呆设置;超过400*400以上的模具固定销要用Φ12,不论模板其内导柱规格必须设定在Φ20以上
3.脱料板材质要釆用SKD11料,厚度为25MM;
4.所有上下模座板之吊模螺丝须釆用M20;
5.上下模座板之长宽要大于上下模板单边40~50MM,以方便架模;
6.当模板在300以上时,上下模座板厚度要求在(50-60)MM之间;模板在300以下时,上下模座板厚度为45MM;
7.上下模座板应根据实际需要,依据所使用机台的T型槽尺寸加工出U型沟槽;
8.所有模具的螺丝要用公制牙;
9.挡块要镶入垫板内10.0MM深,挡块的宽度要达到30~35MM,并装Φ12的固定销定位,挡块外侧需加补强块,螺丝要三角形斜排,禁止直线排布;
10.所有压块,挡块,推块等不允许垫垫片,
11.釆用日产弹簧压料,弹簧直径釆用Φ50MM;
连续模开模注意事项
对冲孔折弯模的开模作如下要求:
1.一般冲压类模具(如SECC素材料),模板要用SLD料,弹片类冲压模具(如SUS素材料)及厚板类冲压模具(素材料厚超过1.5MM及以上),模板要镶入块或整体式釆用SKH-9料;模板厚度为30MM;
2.所有连续模必须作双面定位送料结构(要加双面侧刀);
3.连续模必须要预备空位1~2步,以利图面改变修改用;
4.模板上的导柱,固定销要有位置防呆设置;400以上的模具固定销要用Φ12,不论其模板大小其内导柱规格必须设定在Φ20以上
5.模板上相似或相同的入块及冲子要有防呆设置;
6.模板上的刀口入块要釆用锁沉头螺丝或加固定销的方式固定;
7.与导柱导向配合的导套或模板要在非钢料上进行排气处理,禁止在热处理板上进行加工;
8.脱料板材质要釆用SKD11料,厚度为25MM;
9.下垫板的异形逃料孔要线割加工;
10.上下模座板之间要锁附限位柱,控制模具闭合高度;
11.上下模座板之长宽要大于上下模板单边40~50MM,以方便架模;
12.上下模板板厚度要求为50MM以上;
13.上下模座板应根据实际需要,依据所使用机台的T型槽尺寸加工出U型沟槽;
14.上模冲子禁止烧焊单面挂台,釆用穿销时,穿销必须要充满避位槽;
15.圆形冲孔小于3MM以下时要釆用A型冲头,小于3MM以下的异型冲头要考量加补强,脱板上面铣避位,利用下部刀口尺寸线割导向;
16.所有模具的弹簧要用日产进口弹簧;
17.所有模具的螺丝要用公制牙;
18.冲子,压线,成形入块,折弯块等下面禁止垫垫片;
19.折弯釆用滑块时,本体与滑块不共享同出应各自备料线割,保证配合间隙0.02MM,且滑块热处理硬度在HRC53~55为宜;
20.釆用优力胶外脱料时,优力胶规格必须设定在Φ60-Φ80MM之间;
21.上下垫板要釆用D2料或同等材质的钢料且需热处理;
22.上下模座板上的外导柱须用Φ38MM以上的导柱;
23.所有模具的吊模螺丝孔釆用M20;
24.当成品料厚在0.6MM以上时,产品必须要压毛边;
 升级会员
升级会员 