焊接技术原理.docx
《焊接技术原理.docx》由会员分享,可在线阅读,更多相关《焊接技术原理.docx(11页珍藏版)》请在冰豆网上搜索。
焊接技术原理
焊接技术理论
1.焊接:
被焊工件〔同种或异种〕,通过加热或加压或者两者并用使工件的材质到达原子间的结合而形成永久性连接的工艺过程。
2.焊接的原理过程:
利用焊条与工件间燃烧的电弧热熔化焊条端部与工件的局部,在焊条端部迅速熔化的金属中,并与之融合一起形成焊缝。
当焊接稳定后,一个体积和形状均不变化的熔池随焊接电弧向前移动。
3.焊接的特点:
1)接头结实,密封性好;
2)可化大为小,化复杂为简单,以小拼大,拼简单为复杂;
3)可实现一异种金属的连接;
4)重量轻,加工装配简单;
5)焊接结构不可拆卸;
6)焊接应力、变形大,接头易产生裂纹,夹渣,气孔等缺陷。
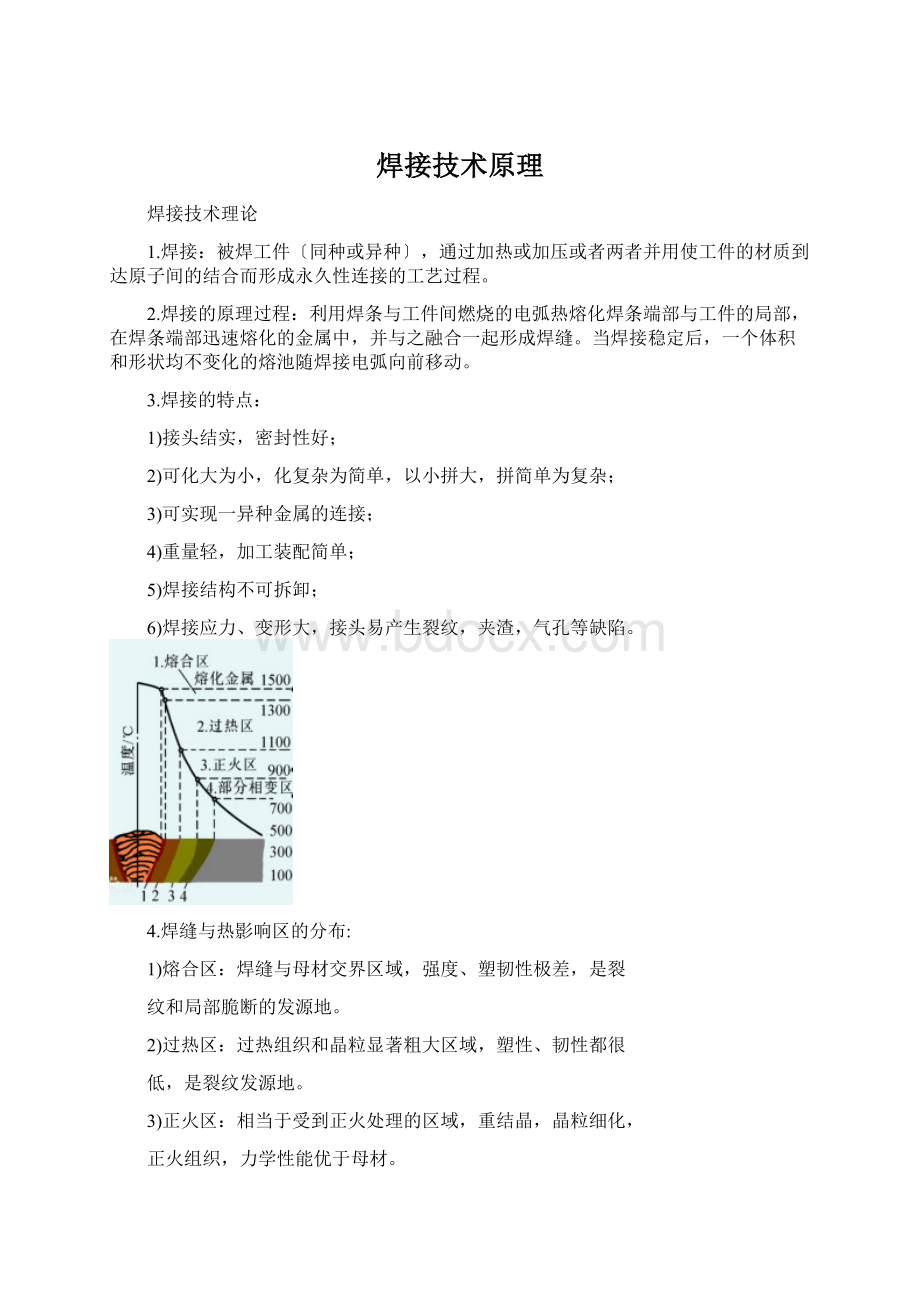
4.焊缝与热影响区的分布:
1)熔合区:
焊缝与母材交界区域,强度、塑韧性极差,是裂
纹和局部脆断的发源地。
2)过热区:
过热组织和晶粒显著粗大区域,塑性、韧性都很
低,是裂纹发源地。
3)正火区:
相当于受到正火处理的区域,重结晶,晶粒细化,
正火组织,力学性能优于母材。
4)局部相变区:
发生局部相变区域,力学性能较母材差。
5.热影响区大小和组织变化的决定因素:
1.焊接方法;2.焊头形式;3.焊后冷却;4.焊接规。
6.改善焊接热影响区组织和性能的方法:
A.小电流;B.采用先进的焊接方法C.焊前预热,焊后热处理
7.主要焊接方法:
熔焊、压力焊、钎焊
8.钎焊:
采用熔点低于被焊金属溶化后,填充接头间隙,并与被焊金属相互扩散,实现连接
9.气体保护焊:
用外加气体作为保护介质并保护电弧和焊接区的电弧称为气体保护电弧焊,简称气体保护。
气体保护焊是以二氧化碳气为保护气体,进展焊接的方法
10.
气体保护焊特点:
优点:
1.焊接速度快;2.焊接围广;3.焊接质量好;4.引弧质量好;
5.熔深大;6.熔敷效率高。
缺点:
1.不能用于非金属的焊接;2.过渡不如MIG焊稳定,飞溅量较大;3.产生大量烟尘
11.
气体保护焊工艺参数:
1.焊接速度2.气体流量3.焊接电流4.焊接电压5.干伸长度
12.摩擦焊:
是利用工件端面相互运动,相互摩擦所产生的热,使端部到达热塑性状态,然后迅速顶锻,完成焊接的一种方法。
焊接变形与应力
1.变形:
就是物体原有形状发生改变的现象局部或整体的尺寸的改变是伴随变形而出现的
2.焊接变形:
系指但凡在焊接结构中制造和安装施工的各工种工序中,由于生产性或非生产性的种种因素,是材料构件与由构件组成的产品,局部或整体的几何形状与尺寸发生变化,超出或未到达预期的数值围。
3.焊接剩余应力的危害:
1)可能使焊接结构尺寸不合要求,组装困难,间隙大小不一样而影响焊件质量;
2)引起裂纹甚至造成脆断,应力的存在会诱发应力腐蚀裂纹;
3)会增加工件的应力,降低承载能力;
4)剩余应力是一种不稳定状态,在一定条件下会衰减而产生变形,是尺寸不稳定。
4.研究焊接应力与变形的目的:
1)焊接件变形可控,剩余应力小;
2)焊缝无缺陷,其力学性能满足设计要求,外观质量美观;
3)焊接件的焊接工艺可操作性好,降低劳动强度,改善劳动条件;
4)节省材料,焊接本钱低,提高焊接效率。
5.焊接应力与变形的产生机理:
1).焊件不均匀加热;2).焊缝金属的收缩;3).焊缝区金属组织的变化;4).焊接的刚性约束
6.焊接应力变形形成原因:
焊接过程中的加热与冷却受到周围冷金属的约束,不能自由膨胀或收缩。
7.焊接应力的分布图:
8.常见的焊接变形形式;
1.收缩变形;2.角变形;3.波浪变形;4.弯曲变形;5.扭曲变形。
9.角变形产生的根本原因:
由于焊缝的横向收缩沿板厚分布不均匀所致。
以变形角
进展度量。
10.角变形的接头形式:
1.堆焊;2.对接接头;3.T形接头
11.角变形的影响因素:
1)当热输入一定时,板厚越大,角变形越大,当板厚大到一定程度,角变形反而减小;
2)当板厚一定,热输入越大,角变形越大,当热输入大到一定程度,角变形反而减小;
3)对接接头坡口截面不对称的焊缝,角变形大。
坡口角大,角变形大;
4)多层焊比单层焊角变形大,层数越多,角变形越大;
5)多层多道焊比多层焊角变形大;
6)焊接顺序也会影响角变形的大小;
7)T形接头,可通过开坡口和减小焊角尺寸来减小角变形。
12.焊接结构工艺设计:
焊件的结构工艺性就是要从结构形状、焊缝布置、接头形式等方面综合考虑如何能保质保量,低耗高产地实现设计要求。
13.焊接结构工艺设计的措施:
1.尽可能使焊缝分散布置;
2.尽可能使焊缝中性轴对称布置;
3.尽可能使焊缝避开应力集中处;
4.尽量使焊缝避开机械加工外表;
5.尽量减少焊缝的长度和数量
6.尽量使焊缝位置处于方便操作之处;
7.一定要保证焊缝的完整性;
8.防止在变角处设置焊缝;
9.防止尖角形焊缝,防止应力集中,诱发裂纹。
装配-焊接
1.装配原理:
装配的任务就是利用定位焊活或紧固装置〔螺栓,铁楔等〕将加工好的构件〔或已制成的部件〕按图样要求连接成部件或整体结构。
焊接结构在装配中,必须具备定位和夹紧两个根本条件。
〔根本条件:
定位方式、夹紧方式、测量方式〕
2.装配与焊接用夹具:
1)把用来夹持确定工件位置的装置,统称为焊接夹具。
2)可按要求,自行设计,自行制造,属于非标准件设备,称为工艺装备〔工装〕
3.装配与焊接用夹具的作用与地位:
1)零件有定位器定位,不用划线,不用测量就能得到准确的装配位置;
2)保证了装配精度,控制了焊接变形;
3)缩短焊件的生产周期;4).提高产品质量。
4.装配-焊接夹具的分类:
1)装配夹具:
用来装配以进展定位焊的夹具。
2)焊接夹具:
专门用来焊接焊件的夹具。
3)装焊夹具:
既用来装配又用来焊接的夹具。
5.控制焊接变形的措施:
1)设计措施:
a.选择合理的焊缝形状和尺寸;
b.减少焊缝数量;
c.合理安排焊接位置。
2)工艺措施:
a.反变形法:
主要控制角变形和弯曲变形。
b.焊接顺序。
6.应力变形原那么性预防措施:
1)焊缝不要密集穿插,界面和长度应尽可能小;
2)合理的焊接顺序;
3)选择合理的装配-焊接顺序〔a.大而复杂焊接结构,先单独焊接简单部件后总装;b.焊缝尽量靠近结构截面中性轴;c.对于焊缝非对称布置的结构,装配焊接时应先焊接焊缝少的一侧〕
可能这些图还不够,我这里只有这些了,重点在于焊接顺序的理解和运用,防止死机图片
7.选择力的作用点〔上面一排是不合理的,合理的在下〕
焊接变形矫正
1.结构矫正两种方法:
1)冷加工法:
采用人力或者机械矫正,适应于构件小,变形小
2)热加工法:
采用热源加热进展矫正,适用于构件大,变形大。
2.冷加工法矫正变形原理:
当结构变形时,某些尺寸伸长或缩短,也可能是几个尺寸都收缩而相互缩短不相适应,使之与尺寸较长的相适应,从而恢复或到达所要求的形状。
冷加工法建立在金属伸展的根底上,因而只有高塑性材料才适用,脆性材料不允许采用。
3.热加工法矫正变形原理:
正好与冷加工法相反,热加工法矫正变形的本质是促使较长的局部缩短,这样使构件变形得到矫正。
热加工法建立在压缩塑性变形的根底上,所以矫正构件也必须高塑性材料。
4.防止变形的工艺措施:
1)焊前预热法
2)焊后热处理法
3)反变形法
4)刚性固定法
5)选择合理的焊接工艺和次序
补充
主要是写出如何划分钢板,如何拼焊,焊缝的布置等,可能还需要写出焊缝的焊接顺序
此表中的后两栏应该不需要,组要是看前两栏的焊缝的焊接顺序
生产数量:
小批生产
工艺设计要点:
筒身用钢板冷卷,按实际尺寸可分为三节,为防止焊缝密集,筒身纵焊缝可相互错开180
封头应采用热压成型,与筒身连接处应有30mm-50mm的直段,使焊缝躲开转角应力集中位置。
根据各条焊缝的不同情况,可选用不同焊接方法、接头形式。
焊接材料与工艺
 升级会员
升级会员 