煤气鼓风机检修作业标准.docx
《煤气鼓风机检修作业标准.docx》由会员分享,可在线阅读,更多相关《煤气鼓风机检修作业标准.docx(13页珍藏版)》请在冰豆网上搜索。
煤气鼓风机检修作业标准
煤气鼓风机检修作业标准
第一部分设备信息
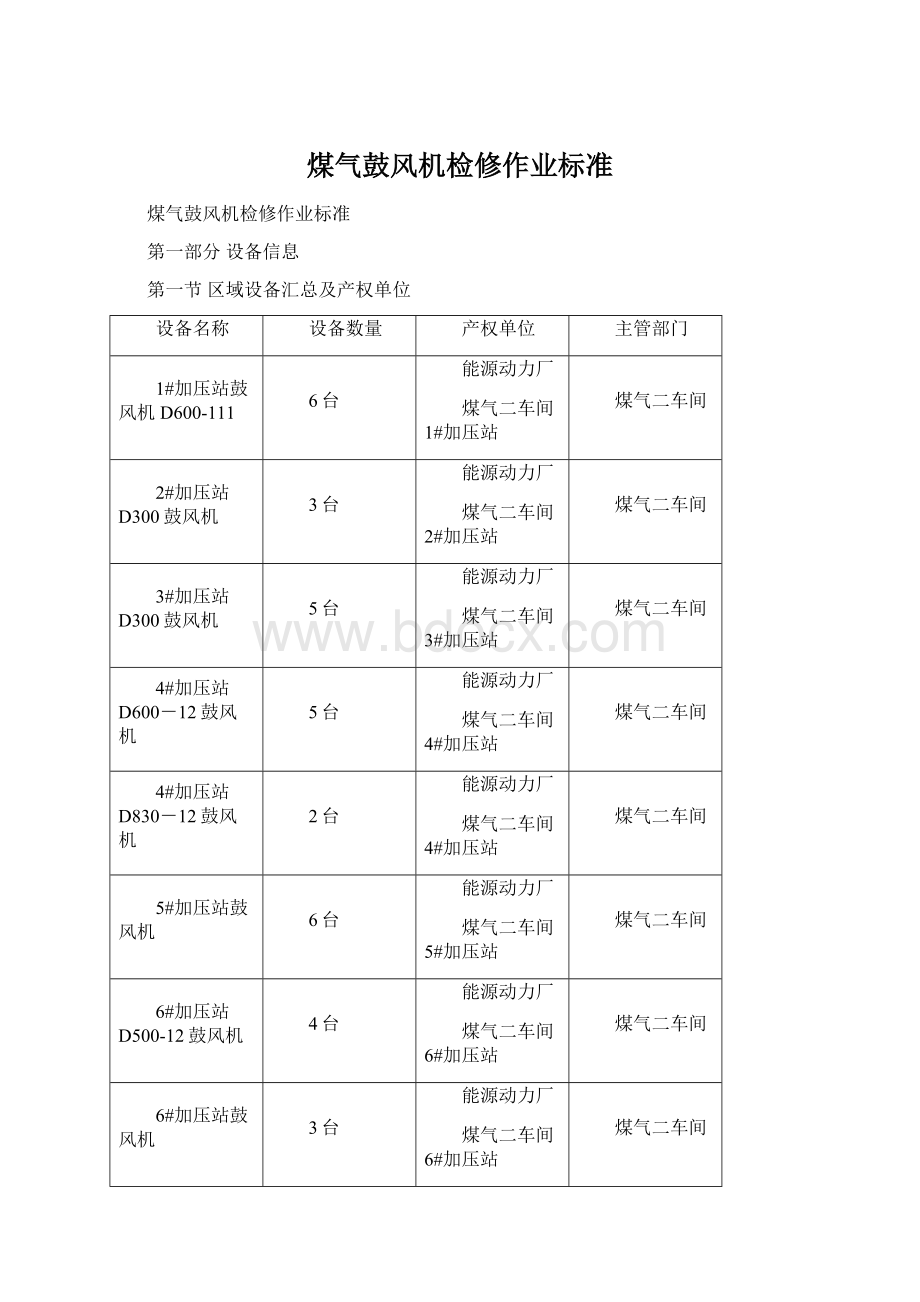
第一节区域设备汇总及产权单位
设备名称
设备数量
产权单位
主管部门
1#加压站鼓风机D600-111
6台
能源动力厂
煤气二车间1#加压站
煤气二车间
2#加压站D300鼓风机
3台
能源动力厂
煤气二车间2#加压站
煤气二车间
3#加压站D300鼓风机
5台
能源动力厂
煤气二车间3#加压站
煤气二车间
4#加压站D600-12鼓风机
5台
能源动力厂
煤气二车间4#加压站
煤气二车间
4#加压站D830-12鼓风机
2台
能源动力厂
煤气二车间4#加压站
煤气二车间
5#加压站鼓风机
6台
能源动力厂
煤气二车间5#加压站
煤气二车间
6#加压站D500-12鼓风机
4台
能源动力厂
煤气二车间6#加压站
煤气二车间
6#加压站鼓风机
3台
能源动力厂
煤气二车间6#加压站
煤气二车间
6#加压站8压缩机
3台
能源动力厂
煤气二车间6#加压站
煤气二车间
7#加压站鼓风机
2台
能源动力厂
煤气二车间7#加压站
煤气二车间
7#加压站D1000鼓风机
2台
能源动力厂
煤气二车间7#加压站
煤气二车间
7#加压站VW49鼓风机
2台
能源动力厂
煤气二车间7#加压站
煤气二车间
8#加压站—60/压缩机
7台
能源动力厂
煤气二车间8#加压站
煤气二车间
8#加压站压缩机
3台
能源动力厂
煤气二车间8#加压站
煤气二车间
第二节设备基本信息
D600-111煤气鼓风机是能源动力厂煤气二车间1#加压站设备,同类型设备共计6台,技术主管单位为煤气二车间。
设备用途是:
主要是将一炼铁高炉区域内的净化煤气与转炉车间的转炉煤气在1号加压站前经过混合后,经加压机加压,分别送到1号、2号、3号、4号球团竖炉,供生产用户使用。
1.2.1设备工作原理以及工艺流程。
工艺流程:
入口压力4Kpa
出口压力32KPa
设备介绍:
加压机是高速旋转设备,通过叶轮高速旋转将机械能转化为气体分子动能,形成32KPa压力的混合气体,分别送到1号、2号、3号、4号球团竖炉供用户使用。
1.2.1设备主要部件及其作用
该设备主要范围两大类:
电机和风机。
电机是为电气部分,现不祥述。
风机为悬臂式离心式鼓风机,主要包括一下部分:
风机壳体:
转子支撑及控制气体流向、密封等。
叶轮:
气体升压的主要部件,通过旋转将机械能转化为动能。
主轴:
叶轮固定及传动装置,与叶轮一起旋转。
轴承:
减少摩擦部件。
气封:
降低高低压气体间流窜,确保机壳能高压气体压力。
氮气密封:
防止煤气泄漏。
冷油器:
降低润滑油温度。
超声波除尘器:
清除叶轮集灰。
排污管:
排除机体内因长期旋转积留的污水、污泥等。
弹性联轴器:
电机和风机的连接部件,起到轴向和径向补偿作用。
锁紧螺母及止动垫片:
防止轴承、叶轮等部件脱轴。
第三节设备技术参数
序
项目
设计
序
项目
设计
1
入口气封间隙
20-40
6
联轴器轴向间隙
400-600
2
背板密封与轴套间隙
25-30
7
自然接触间隙小于
8
3
背板密封端面间隙
25-35
8
轴承径向紧力
1-3
4
联轴器同轴度小于
5
9
轴承轴向间隙
5-10
5
联轴器端面斜度
3-5
10
轴承座与主轴中心线
小于2
第四节设备运行参数
序
项目
参数
序
项目
参数
1
型式
单级悬臂型离心式
8
传动方式
弹性联接传动
2
进口容积流量
600m3/min
9
轴承
角接触球轴承46122
3
进口压力
kgf/cm2(绝)
10
润滑油油冷却水量
2500kg/h
4
进口尺寸
φ562
11
电机型号
YB400S-2
5
出口升压
28KPa
12
电机机功率
400KW
6
出口尺寸
φ650
13
电机转速
2950rpm/min
7
风机转速
2950rpm/min
14
电机工作电压
380V
第五节设备检修参数
序
项目
方向
参数μm
序
项目
方向
参数μm
1
机壳振动
水平
80
4
电机前轴承
水平
60
垂直
80
垂直
60
2
风机前轴承
水平
60
5
电机后轴承
水平
60
垂直
60
垂直
60
3
风机后轴承
水平
60
6
电机频率
水平
垂直
60
7
风机电流
垂直
第二部分设备检修作业流程
第一节设备检修前期准备
2.1.1工机具准备及人员配备
检修项目
检修工具
人员配备
大盖螺栓拆装
46套筒,密封胶,1.5m钢丝绳,天车
4人
联轴器螺栓拆装
30套筒,手锤,液压拉马
2人
油箱盖拆装
30-32梅花扳手,19-22呆扳手,密封胶
2人
进出口管道连接螺栓拆装
30-32梅花扳,活扳手,密封胶
2人
氮气密封板及其管道拆装
17-19呆扳手,12-14、19-22呆扳手,φ8内六角扳手
2人
转子拆装
200T立式压力机,大锤,0.5m撬棍,手锤,扁铲
3人
轴承拆装
气割,铜棒,手锤,扁铲,加热器,砂纸,汽油,润滑油
2人
机体及各部清灰
专用工具
2人
2.1.2设备检修条件
风机设备检修前必须对检修条件进行确认,确保检修人员安全及检修工作顺利进行。
这部分属于检修前准备工作,一般由生产单位提前进行,然后由我车间负责人员现场确认开工与否。
满足以下检修条件方可施工:
2.1.2.1管道内及检修现场无煤气。
2.1.2.2切断电机电源。
2.1.2.3关闭冷却水阀门。
2.1.2.4现场施工时,地面无杂物、油污,平台护栏要牢固。
2.1.2.5现场确认并填写安全确认单。
2.1.2.6办理非重复作业卡。
2.1.3材料备件准备
检修主要材料备件:
入口气封,迷宫密封圈,石面橡胶板,毛毡,密封胶,黄油,润滑油,轴承等。
第二节流程简述
2.2.1小修项目细则:
2.2.1.1鼓风机解体,清扫进出口管道、机体等处的积灰。
2.2.1.2叶轮清灰做动平衡校正。
2.2.1.3检查疏通排污管,保证管道畅通,阀门灵活好用。
2.2.1.4电机检查处理缺陷。
2.2.1.5组装鼓风机,同时调整测量轴承和各部密封间隙,并做好记录。
2.2.1.6检查各工艺阀门,处理缺陷。
2.2.1.7仪表系统检查处理缺陷。
中(项)修项目细则:
2.2.2.1全部小修项目并进行下列项目为中(项)修。
2.2.2.2检查机前翻板,清灰并处理处理缺陷。
2.2.2.3更换轴承及各密封部件。
2.2.2.4转子进行动、静平衡校正。
2.2.2.5进出口管道和机体排污管道进行检查,必要时进行焊补或者更换。
2.2.2.6组装鼓风机,同时测量轴承、各密封间隙,并调整至要求范围内。
2.2.2.7机械密封检修,更换易损件。
2.2.2.8电机转子吹扫清灰,更换轴承,加注润滑油。
2.2.2.9鼓风机、电机找正,不同轴度小于0.05mm。
2.2.2.10仪表系统校正,更换损坏件。
2.2.3大修项目细则:
2,2.3.1全部中修项目并下列项目之一为大修。
2.2.3.2更换机前翻板,处理缺陷。
2.2.3.3更换鼓风机叶轮。
2.2.3.4检查轴承座,并更换或处理缺陷。
2.2.3.5检查主轴,视情况处理缺陷或更换。
2.2.3.6基础系统检测并处理缺陷。
2.2.3.7组装加压机,并测量轴承各密封间隙,调整至要求范围之内。
第三节设备检修流程详述
设备检修主要流程包括现场确认,设备拆检,设备组装,试车等四大部分,根据风机设备具体情况确定检修具体内容,现将所有检修内容具体检修步骤说明如下。
2.3.1现场确认。
包括本部分详细参照本指导书设备检修条件。
停机,插盲板,打开放散,通氮气,开人孔,测量煤气含量。
2.3.2设备拆检。
在现场确认后即可实施拆检工作,主要包括以下拆卸程序:
2.3.2.1螺栓拆卸。
螺栓拆卸是设备拆卸工作的主体部分,包括:
进出口管道螺栓,大盖四周螺栓,油箱盖螺栓,联轴器螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓及超声波除尘器管道螺栓等。
具体检修工具详见:
工机具准备。
拆卸过程中一般按照以下步骤进行:
首先,为了避免大盖起吊是灰尘落入油池,先对轮壳拆吊,然后逐步拆吊。
拆卸影响机壳吊卸螺栓,包括氮气密封背板螺栓、氮气密封管道螺栓及超声波除尘器管道螺栓、进出口管道螺栓、大盖四周螺栓四部分,这些螺栓拆卸完毕后即可对叶轮大盖进行吊卸,吊之前一定要拧紧顶丝,有间隙后方可起吊。
其次,联轴器螺栓和油箱盖螺栓同时拆卸。
在拆油箱盖时,轴承端盖上半部螺栓完全拆卸,下部螺栓松动即可,防止拆卸后润滑油泄漏。
在起吊油箱盖之前,要用顶丝顶出缝隙后方可起吊。
最后,将轴承盒上的排油管拆卸,吊出转子,拆卸完毕。
当电机需要检修时,电机地角螺栓也需要拆卸。
电机吊下后,其底座垫片要放在相应位置,以免丢失或者错位带来不必要的麻烦。
其余螺栓均匀不用拆卸。
2.3.2.2转子拆卸。
转子拆卸一般在我中心检修厂房进行,其中包括叶轮拆卸,联轴器拆卸,轴承及轴承盒拆卸。
首先,拆卸叶轮锁紧螺母及止动垫圈。
螺母旋转方向根据叶轮旋转方向确定,螺母松动的方向与叶轮旋转方向相同。
确定方向后,用撬棍及大锤进行拆卸,松动后尽量用手松开螺母,即将脱落时防止轧伤。
其次,叶轮拆卸。
因叶轮与转子为过盈配合,叶轮拆卸需要在特制200T立式压力机上进行,在起吊前应该将锁紧螺母安装上,防止因为叶轮与轴长期频繁装配产生间隙脱落砸伤。
最后,拆卸联轴器及前后轴承。
联轴器拆卸用液压拉马即可拆卸,部分联轴器配合过盈量较大时,可用气割加热拆卸,防止硬拉造成主轴划伤。
在拆卸轴承时,先确认锁紧螺母旋向再卸,然后气割加热后用手锤敲下。
2.3.2.3机壳清灰及排污管道疏通。
清除上下机壳内壁积灰,减少气体在机体中传输时能量损失。
如果下机壳内积水,必须疏通排污管道。
入口翻板阀及出口导向板清灰,并检查各自磨损情况。
2.3.2.5润滑油检查。
查看润滑油油质,视情况更换。
2.3.2.6检查联轴器螺栓及橡胶圈的损坏情况,视情况更换。
2.3.2.7拆检后记录设备零部件损坏情况,统计检修需要材料,分析设备检修原因。
此部分应当由班长亲自检查统计,确定临时检修方案,以免遗漏影响工期。
2.3.3设备组装。
根据记录统计,领取需要跟换的零部件及材料、零部件清洗装配、叶轮清灰做动平衡、入口气封更换。
2.3.3.1首先用汽油将光轴清洗,然后清洗轴承并旋转查看轴承有无缺陷,清洗轴承盒。
2.3.3.2将选好轴承四盘用加热器加热,加热时间调整到40秒,加热后的轴承两两反装,两轴承内圈间加距离环。
2.3.3.3安装轴承锁紧螺母及锁紧垫片,等到轴承完全冷却后方可锁紧,以免轴承冷却松动。
2.3.3.4轴承盒装配。
按照先对中,后装入原则,然后缓慢旋转,用铜棒敲入。
同时对照技术参数调整间隙。
2.3.3.5油箱端盖及氮气密封装配,必须在装配联轴器及叶轮前先装配。
油箱端盖直接装入即可,氮气密封槽内需嵌入毛毡方可安装。
2.3.3.6联轴器安装。
联轴器用气割加热,测量当孔径与轴配合部位达到间隙时即可安装。
2.3.3.7叶轮安装。
叶轮先放在压力机上,天车吊轴与叶轮主轴孔配合对中,然后启动压力机将主轴压入孔内,然后水平放置,锁紧螺母锁紧。
在吊转子前将锁紧螺母旋上,以免破坏主轴螺纹。
2.3.3.8转子吊入。
在吊起后,移动天车时要扶着转子,以免碰撞。
转子放入机座前将轴承盒定位,确保测温孔向上,以便扣盖后测温表插入。
同时用距离垫调整转子轴向位置。
2.3.3.9调整油位。
扣盖前确保油位正常,以轴承内圈为接线,浸泡轴承滚珠为宜,不易过多。
加油前要拧紧两端盖螺栓,避免润滑油从端部泄漏。
2.3.3.10扣油箱盖。
调整好轴向距离后即可扣盖,先在结合面上涂密封胶,防止煤气泄漏。
油箱盖放好后插入温度表,查看表孔是否对中,以便扣盖前调整。
2.3.3.11扣机壳。
在扣壳前,先在结合面上涂密封胶。
吊机壳时用两更钢丝绳,避免机壳摇晃。
在落机壳前用定位杆先定位,然后落下机壳,此时要有专人指挥,以免碰撞叶轮引起振动。
在拧紧螺栓前一定要旋转转子,确认旋转顺畅。
2.3.3.12紧固螺栓。
螺栓包括:
进出口管道螺栓,大盖四周螺栓,油箱盖螺栓,联轴器螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓,联轴器盖螺栓及超声波除尘器管道螺栓等。
其中进出口管道螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓及超声波除尘器管道螺栓等处需要密封垫,防止煤气泄漏。
具体检修工具详见:
工机具准备。
2.3.3.13复查中心。
在连接联轴器螺栓前,对电机-鼓风机中心找正。
2.3.3.13现场清理。
设备检修完毕后,清理现场油污、破布、机壳积灰等。
2.3.4试车。
煤气鼓风机试车包括三部分,一是空负荷试车;二是负荷试车;三是用户回访。
2.3.4.1空负荷试车。
空试前要做准备工作,包括联系送电,打开油箱冷却水阀门,旋转转子查看是否有卡死或者旋转困难等现象,旋紧排污阀门等。
试车过程中测试有无泄漏点。
2.3.4.2负荷试车。
负荷试车前准备工作,包括关闭人孔,打开入口翻板,打开眼睛阀送煤气,确认无煤气泄漏(煤气报警仪、测漏仪或泡沫水),然后即可试车投运。
2.3.4.3用户回访。
设备负荷试车运行24小时后,我中心负责回访,及时了解设备运行状况,即便及时处理。
第三部分煤气风机检修作业验收标准
积于机体内部和转子各处的灰尘必须清扫干净。
入口气封间隙为-0.40mm;背板密封Ⅰ(轴端密封)与轴套间隙:
为-0.30mm,背板密封端面间隙为-0.35mm,
鼓风机电机找正,对轮中心度偏差小于0.05mm,扒口-0.05mm(视联轴器大小),对轮轴向间隙4-6mm。
扣盖后,大盖螺丝尚未扭紧时,自然接触间隙不应大于0.08mm。
鼓风机轴承径向紧力为-0.03mm;前后轴承的轴向间隙为-;
鼓风机的轴承座中心线与主轴中心线要重合,其偏差不大于0.02mm
第四部分:
煤气鼓风机检修作业工作工期及保质期
设备名称
设备数量
检修作业工期
保质期
1#加压站鼓风机D600-111
6台
8人*5工作日
半年
2#加压站D300鼓风机
3台
8人*5工作日
4个月
3#加压站D300鼓风机
5台
8人*5工作日
4个月
4#加压站D600-12鼓风机
5台
8人*5工作日
半年
4#加压站D830-12鼓风机
2台
8人*5工作日
3个月
5#加压站鼓风机
6台
8人*5工作日
一年
6#加压站D500-12鼓风机
4台
8人*5工作日
半年
6#加压站鼓风机
3台
8人*5工作日
半年
6#加压站8压缩机
3台
8人*5工作日
半年
7#加压站鼓风机
2台
8人*5工作日
半年
7#加压站D1000鼓风机
2台
8人*5工作日
半年
7#加压站VW49鼓风机
2台
8人*5工作日
半年
8#加压站—60/压缩机
7台
8人*10工作日
一年
8#加压站压缩机
3台
8人*10工作日
一年
 升级会员
升级会员 