ad830培训资料.docx
《ad830培训资料.docx》由会员分享,可在线阅读,更多相关《ad830培训资料.docx(18页珍藏版)》请在冰豆网上搜索。
ad830培训资料
AD830自动固晶机
发放号码:
受控状态:
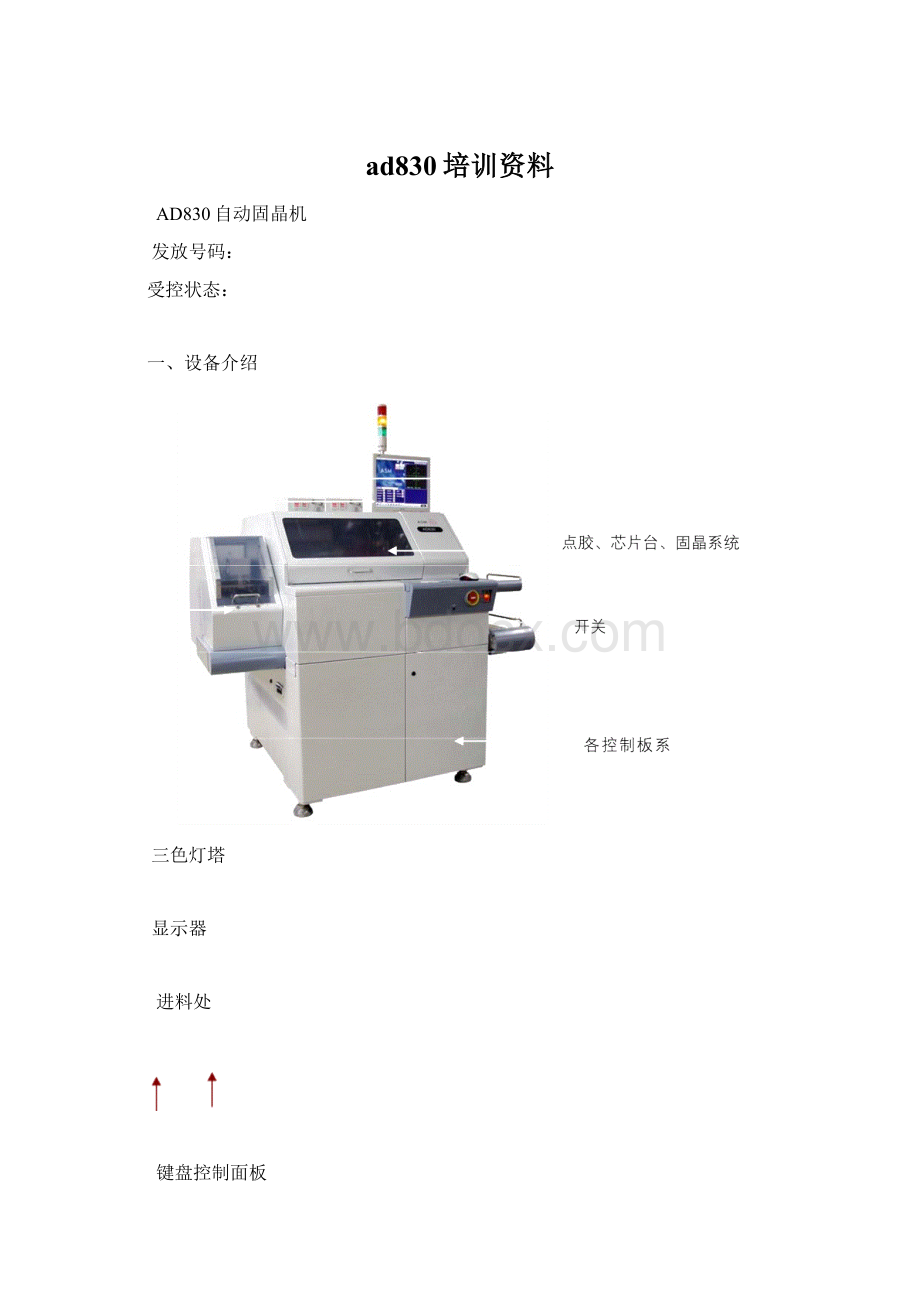
一、设备介绍
三色灯塔
显示器
进料处
键盘控制面板
ESC用于停止一个执行的功能;从子操作表返回到上一级操作表。
ENTER进入所选的操作表,执行此操作或設定。
SP用于空格。
BS用于退格。
Del用于刪除。
PgUp、PgDn向上或向下翻动页面.
↑↓←→向上、向下、向左、向右选择所要的项目.
Stop用于停止执行或功能。
Ctl、Alt主要起控制作用。
“0”到“9"和“。
”用于数字资料的輸入.
+、—用于正数负数的输入.
“JOYSTICK"(控制柄)控制柄用于在设定及编程过程中使芯片和所测试的工作台按XY向移动。
在设定与操作过程中
[F1]搜索芯片。
[F2]银浆注射器/点胶模块快捷键操作表。
[F3]选择控制杆速度–Pitch/Low/Medium/Fast。
[F4]选择检查摄相机–Wafer/Epoxy/Bond。
[F5]迭式载具模块快捷键操作表。
[F6]输入升降台模块快捷键操作表。
[F7]焊头模块快捷键操作表。
[F8]工件台模块快捷键操作表。
[F9]输出升降台模块快捷键操作表。
[F10]硅片工作台模块快捷键操作表.
[F11]焊接光学模块快捷键操作表。
[F12]从AD830控制软件退出。
二、安全操作注意事项
1、所需的工作环境应在使用者操作机器和进行维修保养时,特别是在遇紧急情况下可自由移动。
电源开关、马达开关或紧急开关必须保持畅通。
所有的开关必须随时可轻易开启或关闭;
2、确认仪器设备的要求,检查电压,电流及空气压力是否符合机器规格;
3、门与机盖必须关上并上锁,仅有在必要时才能将门打开,任何时候接地线必须是牢固的,以防止电气带来的危害,避免发生电意外;
4、使用者在操作机器前必须接受训练.使用者应遵照操作规程进行操作;
5、由于机器包含有暴露的部件,所以在焊接运行时应避免与这些关键部件或移动部件接触,否则会发生马达失步和影响黏结质量;
6、为防止造成机器更大的损坏和对人员的伤害,仅有规定的维修工程师才能允许维修机器;
7、在对机器维修时,请拔掉电源插头或断开主电源,拔掉交流电后,应等待五分钟,因为高容量电容器正常情况下完全放电需5分钟的时间;
8、为使机器高效率运转及延长服务寿命,必须依照规定对机器进行定期维护保养。
三、操作方法与机器设定
3。
1、工件台导轨调节
3.1.1、进入“SETUP”操作表,转到“Indexprocess”操作表;
3。
1.2、点击“windowclampcloseposition”的“valuebox”;
3.1。
3、利用控制杆调节夹具关闭位置,点击“Confirm”按钮确认;
3.1.4、点击“outputindexrightlimit"的“valuebox”;
3。
1。
5、利用控制杆调节输出传送器的右限位.点击“Confirm”按钮确认;
3.1.6、点击“DispensetoBondUnit";
3.1。
7、输入点胶至焊接之间距离的单元数;
3.1。
8、点击“InputtoOutputunit";
3.1.9、输入输入传送器把支架传送到输出传送器的单元数;
3.1。
10、点击“OutputtoLFEnd”;
3.1.11、输入输出传送器第1次碰到的传送孔与支架左侧末端之间的距离,此数值应略微小于支架的长度;
3.1.12、在输入导轨上支架并点击输入传送时获取LF位置、输入传送的第1固晶位置、输入传送的第1点胶位置及输出传送的获取LF位置的数值框(“valueboxes”)周围的区域;
3。
1。
13、进料器会自动把支架送进工件台导轨,然后利用控制杆调节输入传送器左/右位置使其与传送孔匹配;
3。
1.14、利用输入传送器“↑↓"箭头键测试传送销位置是否合适。
3。
1.15、然后点击“Confirm”按钮继续;
3。
1.16、输入传送器会传送引线框架使第1单元位于焊接处;
3.1。
17、利用控制杆左右调支架使第1单元处于焊接摄相机下的正确位置;
3.1.18、点击“Confirm”按钮继续.
3。
1。
19、摄相机会转换到银浆一侧.用控制杆移动银浆光学系统使在“dispensetobondunit”中设定数值匹配的单元处于正确位置;
3.1。
20、点击“Confirm"按钮继续;
3。
1.21、接下来利用控制杆调节输出传送器位置使其刚好与传送孔相匹配;
3。
1.22、用鼠标点击输出传送器的“↑↓”箭头键测试传送销位置是否合适;
3。
1.23、点击“Confirm”按钮继续;
3。
1。
24、输出传送销会向下移动并把支架传送进料盒;
3.1.25、用鼠标点击输出传送器的“↑/↓”箭头键测试传送销位置是合适;
3。
1.26、点击“Confirm”按钮继续。
3。
1.27、输出传送销会向下移动并把支架传送进料盒。
3。
2、材料控制器设定
3。
2。
1、叠式载料模具设定
3.2。
1。
1、把一料盒支架放在式叠载料模具平台上;
3。
2。
1.2、选择“tackloader”操作表;
3。
2.1.3、选择“PickLFPosition”;
3.2。
1。
4、利用控制杆调节吸头Y位置使其与平台上的支架校准;
3。
2。
1.5、调节叠式载料模具吸嘴光纤传感器灵敏度使支架靠近光纤传感器时LED灯为“On”;
3.2。
1。
6、把“Zcontactdriveupdistance"设定为零;
3。
2.1.7、点击“Contactsearchtest”按钮;
3。
2.1。
8、平台会上升直到顶部的支架被光纤传感器感应;
3。
2.1.9、若有必要可在“Zcontactdriveupdistance”中插入一个数值使吸嘴在重新尝试“Contact
searchtest"时可以拾取支架;
3.2。
1。
10、在输入导轨上放置支架;
3。
2。
1.11、通过选择“DropLFPosition”使吸头与输入导轨上的支架校准;
3.2。
1。
12、按“F5”并选择“PickLFfromCarrier”;
3。
2。
1.13、选择“DropLFOnTrack”检查校准.
3.2.2、输出升降台调节
3。
2.2.1、选择“OutputElevatorSetup"操作表;
3.2.2.2、选择“LoadPositionZ”利用控制杆调节装载料盒的升降台高度。
“F3”可用于改变增
加步距。
点击“Confirm”确;(图3。
2.2.2-1)(图3.2.2.2—2)
图3.2.2。
2—1图3.2.2.2-2
3.2.2.3、对“LoadPositionY’,‘UnloadPositionZ”和“UnloadPositionY"作同样调节;
3。
2。
2。
4、在输出导轨上放置支架;
3.2.2.5、按“F9”并选择“ChangeMagazine”然后按“Enter”把料盒装载到升降台上;
3.2.2。
6、交替调节“FirstSlotPositionZ”和“FirstSlotPositionY”直到输出导轨上的支架可平滑地插入料盒;
图3.2.2。
7图3。
2.2.8
3。
2.2。
7、转到“Diagnosis”操作表,然后在“Outputelevator"操作表中选定“ElevatorToSlot”
输入最后料槽数并按“Enter”确认;(3。
2。
2.7)
3。
2。
2.8、检查最后料槽与工件台输出导轨是否对准;(图3.2.2。
8)
3.2。
2.9、若未对准,应检查“MagazineSetup"操作表中的“Slotpitch",然后再次执行料槽位置校准。
3。
3、点胶设定
3.3.1工作台光学校准(图3.31)
3。
3。
1。
1、选择“dispensingprocess"操作表,然后转到“Optalign”子操作表;
3.3.1。
2、点击“Epoxyupper"的数值框;
3。
3。
1.3、然后点击“yes"使用自动搜索寻找z高度。
点胶器会向下移动并搜索Z高度;
3.3。
1。
4、点胶器会点胶一次,然后用户可以利用控制杆移动十字准线直到它处于银浆点中心。
图3。
3。
1图3。
3。
2
3。
3。
2、编写点胶圆点(图3.3.2)
3。
3.2.1、进入“SETUP”操作表;
3.3。
2。
2、转到“DispensingProcess”操作表;
3.3。
3.3、进入“Pos"子操作表;
3.3。
3.4、在输入导轨上放置支架;
3。
3。
3。
5、点击“transferLF”按钮,并按“yes”确定;
3。
3.3.6、支架会被自动传送使第1单元处于点胶位置;
3.3。
3.7、点击“LoadPR”按钮;
3.3.3.8、在屏幕显示的照明控制面板上调节灯光强度;
3.3。
3。
9、移动十字准线到模板的左上位置;
3。
3.3。
10、按“Confirm”按钮然后移动十字准线到模板的右下位置。
按“Confirm”确认;
3.3。
3。
11、点击“AlignEpxPoint”按钮;
3.3。
3。
12、通过控制杆移动十字准线到点胶位置并按“Confirm"确认。
3.3。
3、点胶压力检查
3。
3.3。
1、进入“Setup”操作表。
3。
3.3。
2、转到“BondingProcess”操作表.
3.3.3。
3、进入“Delay”子操作表。
3.3.3。
4、在“AlarmChecking”中,使“DispensingPressureChecking"转为“On”;(图3。
3。
3.4)
图3。
3。
3。
4图3.3.3.5
3.3.3.5、在压力传感器上调节点胶压力的上限位和下限位。
按下压力传感器中间的“Set”输入“P1”
和“P2”。
(“P1”表示下限位,“P2"代表上限位)(图3。
3.3.5)
3。
3.4、点胶延迟设定(图3。
3。
4)
3。
3。
4.1、进入“Setup”操作表;
3。
3。
4.2、转到“DispensingProcess”操作表;
3.3。
4.3、进入“Delay"子操作表;
3.3.4。
4、可在此操作表中调节延迟。
图3.3。
4
3.4、芯片拾取和焊接设定(焊头和推顶器设定)
3.4.1、预拾取和预焊接位置设定(图3.4。
1)
3。
4.1。
1、选择“Bondingprocess”操作表,然后转到“Optalign”子操作表;
3。
4.1。
2、点击“PrePickPosition"的“valuebox”;
3.4。
1.3、调节“PrPickPosition”,使其靠近拾取芯片位置但不阻挡吸取芯片的摄像头;
3。
4。
1.4、点击“PreBondPosition”的“valuebox”;
3.4。
1。
5、调节“PreBondPosition”,使其靠近焊接芯片位置但不阻挡固晶的摄像头。
图3.4.1图3.4.2
3。
4.2、工件台位置的吸嘴光学校准(图2。
4.2)
3.4.2.1、选择“Bondingprocess"操作表,然后进入“Optalign"子操作表;
3.4.2。
2、拆除焊臂顶端的漏晶探测器,稍后可看见透光孔;
3.4.2。
3、把金属反光板放在固晶座上使吸嘴孔图像反射到固晶摄相机内;
3。
4.2。
4、点击“Bondposition(upper)”的数值框,然后焊臂会转到固晶侧;
3。
4.2。
5、点击“BondheadZposn”按钮.焊臂向下移动并搜索Z高度。
3。
4。
2.6、通过按“+/-”按钮微调Z高度使其在监视器上可看到清晰的透光孔;
3。
4。
2.7、然后点击“BondOpticYposn"并通过“+/-”按钮把透光孔调节到监视器中心;
3.4.2.8、若要微调监视器中心的透光孔,可利用鼠标点击“BondheadXYposn”的“+/-"按钮,若
要改变步计数,可利用“stepcount"按钮X或Y.必须使吸嘴孔与拾取光学摄相机的十字准线校准;
3.4.2。
9、用相同的办法校准“Bondposition(middle)’和‘Bondposition(lower)”;
3。
4.2.10、固晶方向总共需要3次光学校准。
3.4.3、芯片位置上的吸嘴、推顶针光学校准(图3.4。
3)
3。
4.3。
1、拆除芯片环/扩张器上的芯片;
3.4。
3。
2、手动旋转XY推顶器工作台的调节旋钮使推顶针如检查监视器上显示的一样与十字准线对准;
3。
4.3。
3、进入“SETUP”操作表;
3。
4。
3。
4、转到“Bondingprocess"操作表,然后进入“Optalign”子操作表;
3。
4。
3.5、拆除焊臂顶端的漏晶探测器。
3.4。
3。
6、把金属反射板放置在硅片(或推顶帽)上使吸嘴孔图像反射到拾取摄相机内。
3。
4。
3.7、点击“PickPosition”的数值框;
3。
4.3。
8、焊臂会移动到拾取侧。
3。
4。
3.9、然后点击‘BondheadZposn’按钮。
焊臂会向下移动并搜索Z高度;
3。
4.3.10、通过按“+/—”按钮微调Z高度使其在监视器上可看到清晰的吸嘴透光孔;
3.4。
3.11、若要微调监视器中心的透光孔,可利用鼠标点击“BondheadXYposn"的“+/-”按钮。
若要改变步数,可利用“stepcount"按钮X或Y。
必须使吸嘴孔与拾取光学摄相机的十字准线校准。
图3.4.3
3.4.4、推顶器、拾取和焊接高度调节
3.4.4.1、把芯片装到芯片扩张器上;
3.4。
4。
2、利用控制杆移动检查监视器中心的芯片;
3.4。
4。
3、进入“Setup”操作表;
3.4。
4.4、转到“Bondingprocess”操作表;
3.4。
4。
5、选择“Ejector”子操作表;(图3。
4。
4。
4)
3.4.4。
6、点击推顶器上升高度的数值框。
利用控制杆调节到1800步;
3。
4。
4。
7、检查推顶针是否与推顶帽表面同高。
通常,此值预设为默认值。
若推顶针不在推顶帽表
面高度,必须按照步骤“A-C"手动调节推顶针高度。
图3。
4.4。
4图3。
4。
4。
11
3。
4.4.8、利用控制杆调节“EjectorUpLevel"使芯片推顶高度等于芯片厚度,利用显微镜进行检查;
3.4.4.9、选择“Bondingprocess”下的“Zlevel"子操作表;
3.4。
4。
10、点击拾取接触高度的数值框了;
3。
4。
4。
11、自动搜索z高度可用于设定“PickDieLevel”;(图3。
4.4.11)
3。
4。
4。
12、点击“Confirm”按钮确认。
3.4。
4。
13、若不使用自动搜索模式,固晶臂会向下移动到预设高度。
调节“PickDieLevel”使吸嘴刚好接触芯片表面,利用显微镜检查,利用控制杆快捷键改变增加步距,点击“Confirm”按钮确认。
3。
4。
4。
14、把支架放到输入导轨上;
3。
4。
4。
15、转到“Bondingprocess"下“Bondpos"子操作表;(图3。
4。
4。
15)
3.4.4。
16、点击“transferLFbutton”,按“yes”确认,支架会被传送到工件台而且第1单元处于固晶位置;
3。
4。
4。
17、点击“LearnZ”按钮。
焊臂会下降到固晶位置并自动搜索固晶Z高度.点击“Confirm”
进行确认;
3.4.4。
18、点击“NextPad”按钮,然后重复㉂动搜索Z高度;
3.4.4。
19、再一次逐个校验所有其它固晶的Z高度;
(A)、点击推顶器上升高度的数值框,调节到1800步;
(B)、松开推顶器z马达支架上的2颗螺丝;
(C)、调节推顶针机械高度(逆时针旋转M5固定螺丝使推顶针下降,反之同理)直到推顶针与推顶帽表面同高;
(D)、上紧推顶器z马达支架上的2颗螺丝.
图3。
4。
4.15图3。
4。
5
3.4。
5、编写固晶点(图3。
4.5)
3.4。
5。
1、进入“SETUP"操作表;
3。
4。
5.2、转到“BondingProcess”操作表;
3.4。
5.3、进入“Bondpos”子操作表;
3。
4。
5.4、把支架放到输入导轨上;
3。
4.5.5、点击“transferLF”按钮,并按“yes”确认;
3。
4。
5。
6、支架会被自动传送且其1单元处于固晶位置;
3.4.5。
7、点击“LoadPR”按钮;
3。
4.5.8、通过监视器下的照明控制面板调节灯光强度;
3.4。
5.9、移动十字准线到模板左上位置;
3.4.5。
10、按“Confirm”按钮并利用控制杆移动十字准线到模板右下位置.按“Confirm"确认;
3.4。
5。
11、点击“AlignBond”按钮;
3.4.5。
12、通过控制杆移动十字准线至固晶位置并按“Confirm”按钮(利用1个固晶点就足够了)。
3.4.6、预固晶和固晶后检查(图3。
4。
6)
用鼠标进入“SETUP”操作表;
用鼠标转到“BondingProcess”操作表;
用鼠标进入“Bondpos”子操作表;
3。
4.6。
1、预固晶检查(图3。
4.6。
1)
3.4。
6。
1。
1、把引线框架放到输入导轨上。
3.4。
6.1。
2、开启“‘workholder”,“dispensePR”和“dispense"模块。
3。
4。
6。
1。
3、利用“testbond”点胶直到支架到达固晶位置;
3。
4。
6.1.4、点击“LrnPreBond”按钮;
3.4。
6.1。
5、移动十字准线到模板的左上位置;
3。
4。
6.1.6、按“Confirm”按钮并移动十字准线至模板的右下位置。
按“Confirm”按钮确认。
3.4。
6.1。
7、调节预固晶检查的极限。
3.4.6。
1。
8、用“↑↓”箭头键为形状检查设定两个边界,若不想开启形状检查可跳过此步。
红圆圈与上形状边界对应,而绿圆圈与下形状边界对应;
3.4。
6。
9、校验成功会出现提示。
图3。
4。
6图3.4。
6。
1
3.4.6.2、固晶后检查(图3。
4.6。
2)
3.4.6。
2.1、把支架放置在输入导轨上;
3.4。
6。
2.2、开启整个模块并运行自动焊接直至支架到达固晶位置;
3.4。
6。
2。
3、点击“LrnPostBond”按钮;
3。
4.6.2。
4、在照明控制面板调节灯光强度;
3。
4.6。
2。
5、移动十字准线至模板左上位置;
3。
4.6。
2。
6、按下“Confirm"按钮并利用控制杆移动十字准线至模板右下位置.按“Confirm”确认;
3。
4.6。
2.7、若校验成功会出现提示。
图3.4。
6。
2图3.4。
7
3.4.7、焊接延迟设定(图3。
4。
7)
3.4.7.1、用鼠标进入“Setup”操作表;
3。
4。
7。
2、用鼠标转到“BondingProcess"操作表;
3。
4。
7.3、用鼠标进入“Delay”子操作表;
3。
4.7.4、在此操作表中调节延迟。
3。
5、PRS设定
3。
5.1、芯片PRS设定
3。
5。
1.1、把芯片装到芯片环/处理器;
3。
5.1。
2、进入“WaferPRSetup"操作表;
3。
5.1。
3、转到“Learndie”操作表;(图3.5。
1。
3)
3。
5.1。
4、在“Dietype",“alignmentmethod”,“inspectionmethod”上选择适当的类型;
3.5。
1。
5、利用控制杆移动硅片使至少9颗合格芯片显示在检查监视器中,若有需要可手动调节芯片摄相机的放大倍率和焦距;
3.5.1.6、然后选择“StartLearn”按钮加载芯片。
(图3.5。
1。
6)
图3。
5。
1。
3图3.5.1。
6
3。
5。
1。
7、按照彩色监视器上的指示;
3.5。
1。
8、用控制杆为监视器上的合格芯片设定两个角;
3。
5。
1.9、定位“InspectionWindows";
3.5.1。
10、定义“DefectIgnoreWindow”;
3。
5.1。
11、调节芯片同轴光、侧光或环绕光的亮度;
3.5。
1.12、系统会自动定位芯片模板并加载芯片;
3.5.1。
13、芯片校正和校验间距会不断地执行;
3.5。
1.14、转到“Otheroption"子操作表“LearnMoreDie”,此功能用于在芯片上定义多类型合格芯片;(图3.5。
1。
14)
3。
5.1.15、转到“OtherOption”子操作表并选择“DieCalibrate”,PRS会自动进行芯片与芯片光学设定校准。
3.5。
1.16、转到“OtherOption"子操作表并选择“LearnPitch"。
PRS会自动校验芯片间距;
3。
5。
1.143。
5。
1。
19
3。
5.1.17、按“F1”搜索芯片。
3.5。
1.18、检查监视器中心的芯片可否被正确识别。
若否,重新加载芯片图像或转到“SearchDie”
子操作表;
3。
5.1。
19、点击“Activatemenu"按钮使所有设定可变更,否则设定项为禁选颜色不可编辑;(图3.5.1.19)
3。
5。
1。
20、利用鼠标选择合适的参数进行设定;
3。
5。
1。
21、根据合格芯片的标准来调节参数;
3.5。
1.22、点击“Save”按钮保存所作的变更。
3。
6、点胶PRS校正设定(图3。
6)
3.6.1、进入“Setup”操作表;
3.6.2、转到“WorkholderPR”操作表;
3。
6.3、进入“DispenseOpt”子操作表。
3。
6。
4、选择‘Calibrationsize(mmxmm)’并为稍后的FOV校正选择3,4,5,或6;
3.6。
5、例如,选择“6x6mm”;
3.6.6、选择“FOVCalibration”;
3.6。
7、在点胶光学系统下放置设定芯片(带黑白方格);
3。
6.8、用控制杆设定“6x6”黑白方格的左上角和右下角;
3.6.9、在监视器显示的照明控制面板㆖调节灯光强度;
3.6.10、机器会自动执行校正.
图3.6图3.7
3。
7、焊接PRS校正设定(图3。
7)
3。
7。
1、进入“Setup”操作表;
3。
7。
2、转到“WorkholderPR"操作表;
3.7.3、进入“BondOpt”子操作表;
3。
7。
4、选择“Calibrationsize(mmxmm)”并为稍后的FOV校正选择3,4,5,或6.
3.7。
5、例如,选择“4x4mm”;
3。
7。
6、选择“FOVCalibration";
3。
7.7、在点胶光学系统下放置“设定镜片(带黑白方格)”;
3.7。
8、用控制杆设定4x4黑白方格的左上角和右下角;
3.7。
9、在监视器显示的照明控制面板上调节光线强度;
3。
7。
10、机器会自动执行校正。
3.8、芯片设定(图3。
8)
3。
8。
1、进入“Setup”操作表;
 升级会员
升级会员 