0235大六角高强度螺栓连接监理实施细则.docx
《0235大六角高强度螺栓连接监理实施细则.docx》由会员分享,可在线阅读,更多相关《0235大六角高强度螺栓连接监理实施细则.docx(18页珍藏版)》请在冰豆网上搜索。
0235大六角高强度螺栓连接监理实施细则
0235大六角高强度螺栓连接
监理实施细则
依据标准:
《建筑工程施工质量验收统一标准》GB50300-2001
《钢结构工程施工质量验收规范》GB50205-2001
《钢结构高强度螺栓连接的设计施工及验收规程》JGJ82
1、范围
本工艺标准适用于钢结构安装工程,大六角高强度螺栓连接的施工技术。
2、施工准备
2.1材料:
2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2大六角头高强度螺栓的规格、尺寸及重量应符合表5-4的规定。
2.1.3大六角高强度螺母的规格、尺寸及重量应符合表5-5的规定。
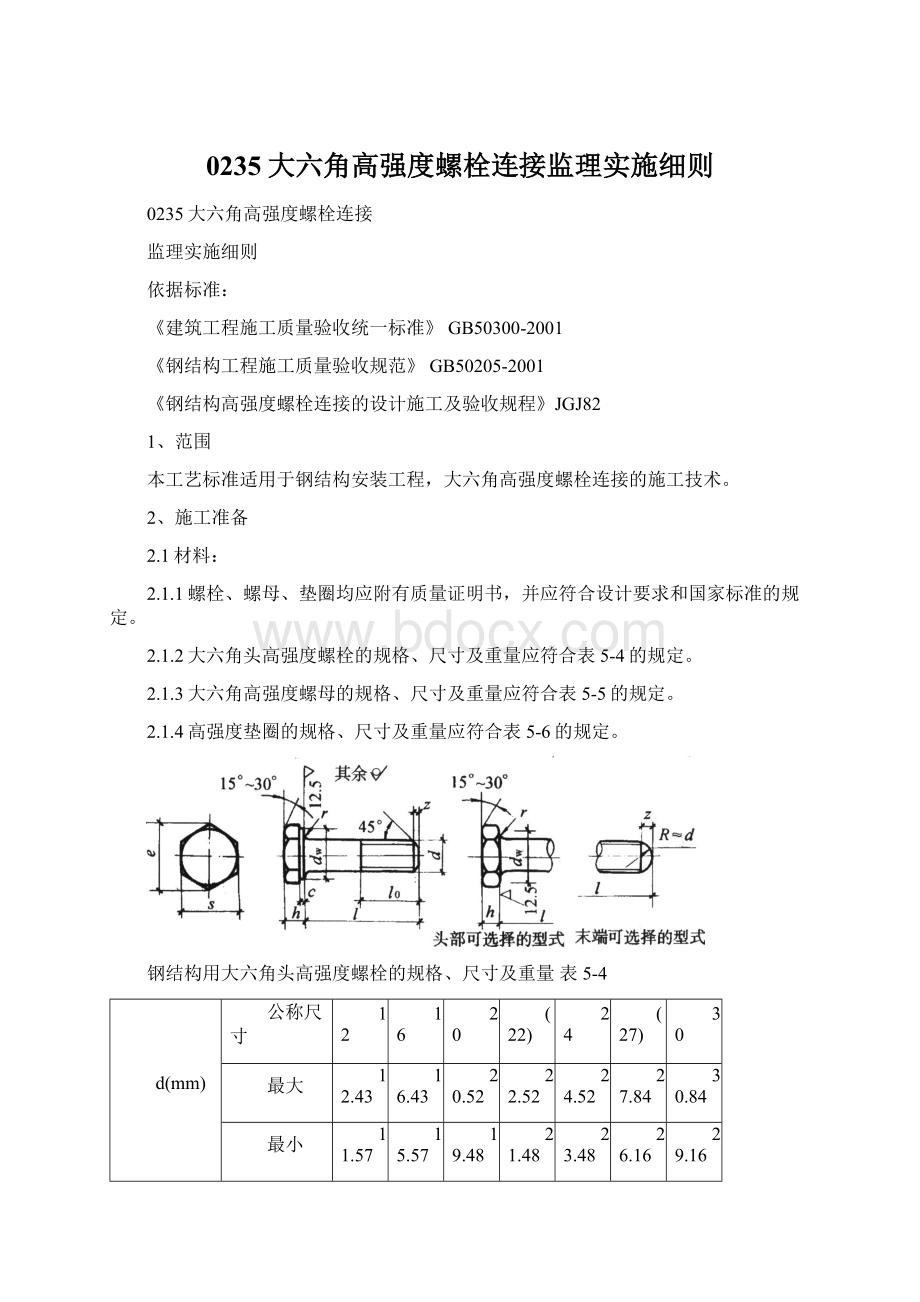
2.1.4高强度垫圈的规格、尺寸及重量应符合表5-6的规定。
钢结构用大六角头高强度螺栓的规格、尺寸及重量表5-4
d(mm)
公称尺寸
12
16
20
(22)
24
(27)
30
最大
12.43
16.43
20.52
22.52
24.52
27.84
30.84
最小
11.57
15.57
19.48
21.48
23.48
26.16
29.16
e(mm)
最小
22.78
29.56
37.29
39.55
45.2
50.85
55.37
dw(mm)
19.2
24.9
31.4
33.3
38.0
42.8
46.5
s(mm)
最大
21
27
34
36
41
46
50
最小
20.16
26.16
33
35
40
45
49
h(mm)
最大
7.95
10.75
13.4
14.9
15.9
17.9
19.75
最小
7.05
9.25
11.6
13.1
14.1
16.1
17.65
r(mm)
最小
1.0
1.0
1.5
1.5
1.5
2.0
2.0
c(mm)
最大
0.8
0.8
0.8
0.8
0.8
0.8
0.8
最小
0.4
0.4
0.4
0.4
0.4
0.4
0.4
z(mm)
最大
2.6
3.0
3.8
3.8
4.5
4.5
5.3
10(mm)
25;30
30;35
35;40
40;45
45;50
50;55
55;60
1(mm)
每1000个螺栓的重量(kg)≈
公称
最小
最大
35
40
33.75
38.75
36.25
41.25
49.4
54.2
45
43.75
46.25
57.8
113.0
50
48.75
51.25
62.5
121.3
207.3
55
53.5
56.5
67.3
127.9
220.3
269.3
60
58.5
61.5
72.1
136.2
233.3
284.9
35732
65
63.5
66.5
76.8
144.5
243.6
300.5
375.7
503.2
70
68.5
71.5
81.6
152.8
256.5
313.2
394.2
527.1
658.2
75
73.5
76.5
86.3
161.2
269.5
328.9
407.1
551.0
687.5
80
78.5
81.5
169.5
282.5
344.5
428.6
570.2
716.8
85
83.25
86.75
177.8
295.5
360.1
446.1
594.1
740.3
90
88.25
91.75
186.1
308.5
375.8
464.7
617.9
769.6
95
93.25
96.75
194.4
321.4
391.4
483.2
641.8
799.0
100
98.25
101.75
202.8
334.4
407.0
501.7
665.7
828.3
110
108.25
111.75
219.4
360.4
438.3
538.8
713.5
886.9
120
118.25
121.75
236.1
386.3
469.6
575.9
761.3
945.6
130
128
132
252.7
412.3
500.8
612.9
809.1
1004.2
140
138
142
438.3
532.1
650.0
856.9
1062.8
150
148
152
464.2
563.4
687.1
904.7
1121.5
160
156
165
490.2
594.6
724.2
952.4
1180.1
170
166
174
625.9
761.2
1000.2
1238.7
180
176
184
657.2
798.3
1048.0
1297.4
190
186
194
688.4
835.4
1095.8
1356.0
200
196
204
719.7
872.4
1143.6
1414.7
220
216
224
782.2
946.6
1239.2
1531.9
240
230
244
1020.7
1334.7
1649.2
260
256
264
1430.3
1766.5
注:
1.括号内的规格,尽可能不采用。
2.虚线以上部分的螺纹长度,按10栏内的前面数值采用(亦允许螺杆上全部制出螺纹);虚线以下部分的螺纹长度,按10栏内的后面数值采用。
3.dw的最大尺寸,等于s的实际尺寸。
钢结构用高强度大六角螺母的规格、尺寸及重量表5-5
d(mm)
12
16
20
(22)
24
(27)
30
s(mm)
最大
最小
21
20.16
27
26.16
34
33
36
35
41
40
46
45
50
49
h(mm)
最大
最大
12.3
11.87
17.1
16.4
20.7
19.4
23.6
22.3
24.2
22.9
27.6
26.3
30.7
29.1
e(mm)
dw(mm)
最小
22.78
19.2
29.56
24.9
37.29
31.4
39.55
33.3
45.20
38.0
50.85
42.8
55.37
46.6
c
(mm)
最大
最小
0.8
0.4
0.8
0.4
0.8
0.4
0.8
0.4
0.8
0.4
0.8
0.4
0.8
0.4
每1000个螺母的重量(kg)≈
27.68
61.51
118.77
146.59
202.67
288.51
374.01
注:
1.括号内的规格,尽可能不采用。
2.dw的最大尺寸,等于s的实际尺寸。
钢结构用高强度垫圈的规格、尺寸及重量表5-6
公称直径(螺纹直径d)(mm)
12
16
20
(22)
24
(27)
30
d1(mm)
最大
最小(公称)
13.43
13
17.43
17
21.52
21
23.52
23
25.52
25
28.52
28
31.62
31
d2(mm)
最大(公称)
最小
25
23.7
33
31.4
40
38.4
42
40.4
47
45.4
52
50.4
56
54.1
t(mm)
最大
最小
3.3
2.5
3.3
2.5
4.3
3.5
5.3
4.5
5.3
4.5
6.3
5.5
6.3
5.5
c(mm)
最大
最小
1.6
1.2
1.6
1.2
2.2
1.8
2.2
1.8
2.2
1.8
2.9
2.5
2.9
2.5
每1000个垫圈的重量(kg)≈
9.03
15.96
29.84
39.39
50.71
72.09
81.96
注:
括号内的尺寸,尽可能不采用。
2.1.5不同等级的大六角头高强度螺栓的材料性能必须符合表5-7的规定。
不同等级的大六角头高强度螺栓的材料性能表5-7
性能
等级
抗拉强度σb
N/mm2
(kgf/mm2)
屈服强度σ0.2
N/mm2
(kgf/mm2)
伸长率
δ5
(%)
收缩率
ψ
(%)
冲击韧性αk
J/cm2
(kgf.m/cm2)
不小于
10.9S
1040~1240
(106~126)
940
(95)
10
42
59
(6)
8.8S
830~1030
(85~105)
660
(68)
12
45
78
(8)
2.1.6不同规格的高强度螺栓的机械性能、拉力应符合表5-8的规定。
不同规格大六角头高强度螺栓的机械性能、拉力表5-8
公称直径d(mm)
12
16
20
(22)
24
(27)
30
公称应力截
面积As(mm2)
84.3
157
245
303
353
459
561
性能等级
10.9S
拉力
截荷
N(kgf)
87700~104500
(8940~10700)
163000~195000
(16600~19800)
255000~304000
(26000~31000)
315000~376000
(32100~38300)
367000~438000
(48600~58000)
477000~569000
(48600~58000)
583000~696000
(59400~70900)
8.8S
70000~86800
(7140~8850)
130000~162000
(13300~16500)
203000~252000
(20700~25700)
251000~312000
(25600~31800)
293000~364000
(29900~37000)
381000~47.000
(38800~48200)
466000~578000
(47500~58900)
2.1.7大六角头高强度螺栓的硬度应符合表5-9的规定。
螺栓硬度表5-9
性能等级
维氏硬度HV30
洛氏硬度HRC
10.9S
312~367
33~39
8.8S
249~296
24~31
2.1.8大六角头高强度螺栓的连接副是由一个螺栓、二个垫圈、一个螺母组成,螺栓、螺母的垫圈应按表5-10规定配套使用。
螺栓、螺母和垫圈的配套表5-10
螺栓
螺母
垫圈
10.9S
10H
HRC34~45
8.8S
8H
HRC35~45
2.1.9大六角头高强度螺栓验收入库后应按规格分类存放。
应防雨、防潮,遇有螺纹损伤或螺栓、螺母不配套时不得使用。
2.1.10大六角头高强度螺栓存放时间过长,或有锈蚀时,应抽样检查紧固轴力,待满足要求后方可使用。
螺栓不得粘染泥土、油污,必须清理干净。
2.2主要机具:
电动扭矩扳手及控制箱、手动扭矩扳手、扭矩测量扳手、手工扳手、钢丝刷、冲子、锤子等等。
2.3作业条件:
2.3.1高强度螺栓连接摩擦面必须符合设计要求,摩擦系数必须达到设计要求。
摩擦面不允许有残留氧化铁皮。
2.3.2摩擦面的处理与保存时间、保存条件应与摩擦系数试件的保存时间、条件相同。
2.3.3施工部位摩擦面应防止被油污和油漆等污染,如有污染必须彻底清理干净。
2.3.4调整扭矩扳手。
根据施工技术要求,认真调整扭矩扳手。
扭矩扳手的扭矩值应在允许偏差范围之内。
施工用的扭矩扳手,其误差应控制在±5%以内。
校正用的扭矩扳手。
其误差应控制在±3%以内。
2.3.4.1当施工采用电动扳手时,在调好档位后应用扭矩测量扳手反复校正电动扳手的扭矩力与设计要求是否一致。
扭矩值过高,会使高强度螺栓过拧,造成螺栓超负载运行,随着时间过长,会使大六角头高强度螺栓产生裂纹等隐患。
当扭矩值过低时,会使高强度螺栓达不到预定紧固值,从而造成钢结构连接面摩擦系数下降,承载能力下降。
2.3.4.2当施工采用手动扳手时,应每天用扭矩测量扳手检测手动扳手的紧固位置是否正常,检查手动扳手的显示信号是否灵敏,防止超拧或坚固不到位。
2.3.5检查螺栓孔的孔径尺寸,孔边毛刺必须彻底清理。
2.3.6将同一批号、规格的螺栓、螺母、垫圈配好套,装箱待用。
2.3.7应对大六角头高强度螺栓的操作者进行培训或技术交底,其内容如下:
2.3.7.1大六角头高强度螺栓的使用特点和要求。
2.3.7.2高强度螺栓的扭矩系数和摩擦系数。
2.3.7.3高强度螺栓坚固工艺要点和紧固原则。
2.3.7.4高强度螺栓的储运、保管和现场施工要求。
2.3.7.5高强度螺栓扭矩扳手的性能和使用方法。
2.3.7.6高强度螺栓电动扳手的性能和使用方法。
2.3.7.7高强度螺栓紧固后的自检自查要求和检查方法、内容。
3、操作工艺
3.1工艺流程:
作业准备→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收。
3.2作业准备:
3.2.1备好扳手、临时螺栓、过冲、钢丝刷等工具,主要应对施工扭矩的校正,就是对所用的扭矩扳手,在班前必须校正,扭矩校正后才准使用。
扭矩校正应指定专人负责。
3.2.2大六角头高强度螺栓长度选择,考虑到钢构件加工时采用钢材一般均为正公差,有时材料代用又多是以大代小,以厚代薄居多,所以连接总厚度增加3~4mm的现象很多,因此,应选择好高强度螺栓长度,一般以紧固后长出2~3扣为宜,然后根据要求配好套备用。
3.3接头组装:
3.3.1对摩擦面进行清理,对板不平直的,应在平直达到要求以后才能组装。
摩擦面不能有油漆、污泥,孔的周围不应有毛刺,应对待装摩擦面用钢丝刷清理,其刷子方向应与摩擦受力方向垂直。
3.3.2遇到安装孔有问题时,不得用氧-乙炔扩孔,应用扩孔钻床扩孔,扩孔后应重新清理孔周围毛刺。
3.3.3高强度螺栓连接面板间应紧密贴实,对因板厚公差、制造偏差或安装偏差等产生的接触面间隙,应按表5-11的规定处理。
接触面间隙处理表5-11
项目
示意图
处理方法
1
t<1.0mm时不予处理
2
t=1.0~3.0mm时,将厚板一侧磨成1﹕10的缓坡,使间隙小于1.0mm
3
t>3.0mm时加垫板,垫板厚度不小于3mm,最多不超过三层,垫板材质和摩擦面处理方法应与构件相同
按表5-11中的规定控制间隙,能保证连接后结构件传力均匀。
3.4安装临时螺栓:
3.4.1钢构件组装时应先安装临时螺栓,临时安装螺栓不能用高强度螺栓代替,临时安装螺栓的数量一般应占连接板组孔群中的1/3,不能少于2个。
3.4.2少量孔位不正,位移量又较少时,可以用冲钉打入定位,然后再上安装螺栓。
3.4.3板上孔位不正,位移较大时应用绞刀扩孔。
3.4.4个别孔位位移较大时,应补焊后重新打孔。
3.4.5不得用冲子边校正孔位边穿入高强度螺栓。
3.4.6安装螺栓达到30%时,可以将安装螺栓拧紧定位。
3.5安装高强螺栓:
3.5.1高强度螺栓应自由穿入孔内,严禁用锤子将高强度螺栓强行打入孔内。
3.5.2高强度螺栓的穿入方向应该一致,局部受结构阻碍时可以除外。
3.5.3不得在下雨天安装高强度螺栓。
3.5.4高强度螺栓垫圈位置应该一致,安装时应注意垫圈正、反面方向。
3.5.5高强度螺栓在栓孔内不得受剪,应及时拧紧。
3.6高强度螺栓的紧固:
3.6.1大六角头高强度螺栓全部安装就位后,可以开始紧固。
紧固方法一般分两步进行,即初拧和终拧。
应将全部高强度螺栓进行初拧,初拧扭矩应为标准轴力的60%~80%,具体还要根据钢板厚度、螺栓间距等情况适当掌握。
若钢板厚度较大,螺栓布置间距较大时,初拧轴力应大一些为好。
3.6.2初拧紧固顺序,根据大六角头高强度螺栓坚固顺序规定,一般应从接头刚度大的地方向不受拘束的自由端顺序进行;或者从栓群中心向四周扩散方向进行。
这是因为连接钢板翘曲不牢时,如从两端向中间坚固,有可能使拼接板中间鼓起而不能密贴,从而失去了部分摩擦传力作用。
3.6.3大六角头高强度螺栓初拧应做好标记,防止漏拧。
一般初拧后标记用一种颜色,终拧结束后用一种颜色,加以区别。
图5-1,是高强度螺栓初拧和终拧的标记。
图5-1高强度螺栓初拧、终拧
3.6.4为了防止高强度螺栓受外部环境的影响,使扭矩系数发生变化,故一般初拧、终拧应该在同一天内完成。
3.6.5凡是结构原因,使个别大六角头高强度螺栓穿入方向不能一致,当拧紧螺栓时,只准在螺母上施加扭矩,不准在螺杆上施加扭矩,防止扭矩系数发生变化。
3.7大六角头高强度螺栓检查验收
3.7.1施工操作中的工艺检查。
在施工过程中检查施工工艺是否按施工工艺要求进行,具体工艺检查内容有以下几项:
3.7.1.1是否用临时螺栓安装,临时螺栓数量是否达到1/3以上。
3.7.1.2高强螺栓的进入是否自由进入,严禁用锤强行打入。
3.7.1.3高强度螺栓坚固顺序正确与否,紧固方法是否正确。
3.7.1.4抽检测定扭矩扳手的扭矩值,是否在设计允许范围之内。
3.7.1.5检查连接面钢板的清理情况,保证摩擦面的质量可靠。
3.7.2大六角头高强度螺栓的质量检查。
3.7.2.1用0.3kg小锤敲击法,对高强螺栓进行普查,防止漏拧。
3.7.2.2进行扭矩检查,抽查每个节点螺栓数的10%,但不少于一个。
检查时先在螺栓端面和螺母上画一直线,然后将螺母拧松约60°,再用扭矩扳手重新扭紧,使两线重合,测得此时的扭矩应在0.9Tch~1.1Tch可为合格。
Tch按下式计算:
Tch=K×P×d
式中Tch——检查扭矩(N·m);
K——扭矩系数;
P——高强度螺栓设计预拉力;
d——高强度螺栓公称直径。
如发现有不符合规定的,应再扩大检查10%,如仍有不合格者,则整个节点的高强度螺栓应重新拧紧。
扭矩检查应在螺栓终拧1h以后,24h之前完成。
2.7.2.3用塞尺检查连接板之间间隙,当间隙超过1mm的,必须要重新处理。
2.7.2.4检查大六角头高强度螺栓穿入方向是否一致,检查垫圈方向是否正确。
4、质量标准
I主控项目
4.3.1钢结构制作和安装单位应按《钢结构工程施工质量验收规范》附录B的规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,其结果应符合设计要求。
检查数量:
见《钢结构工程施工质量验收规范》附录B。
检验方法:
检查摩擦面抗滑移系数试验报告和复验报告。
4.3.2高强度大六角头螺栓连接副终拧完成1h后、48h内应进行终拧扭矩检查,检查结果应符合《钢结构工程施工质量验收规范》附录B的规定。
检查数量:
按节点数抽查10%,且不应少于10个;每个被抽查节点按螺栓数抽查10%,且不应少于2个。
检验方法:
见《钢结构工程施工质量验收规范》附录B。
4.3.3扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头者外,未在终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%。
对所有梅花头未拧掉的扭剪型高强度螺栓连接副应采用扭矩法或转角法进行终拧并作标记,且按《钢结构工程施工质量验收规范》第4.3.2条的规定进行终拧扭矩检查。
检查数量:
按节点数抽查10%,但不应少于10个节点,被抽查节点中梅花头未拧掉的扭剪型高强度螺栓连接副全数进行终拧扭矩检查。
检验方法:
观察检查及《钢结构工程施工质量验收规范》附录B。
Ⅱ一般项目
4.3.4高强度螺栓连接副的施拧顺序和初拧、复拧扭矩应符合设计要求和国家现行行业标准《钢结构高强度螺栓连接的设计施工及验收规程》JGJ82的规定。
检查数量:
全数检查资料。
检验方法:
检查扭矩扳手标定记录和螺栓施工记录。
4.3.5高强度螺栓连接副终拧后,螺栓丝扣外露应为2~3扣,其中允许有10%的螺栓丝扣外露1扣或4扣。
检查数量:
按节点数抽查5%,且不应少于10个。
检验方法:
观察检查。
4.3.6高强度螺栓连接摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等,除设计要求外摩擦面不应涂漆。
检查数量:
全数检查。
检验方法:
观察检查。
4.3.7高强度螺栓应自由穿入螺栓孔。
高强度螺栓孔不应采用气割扩孔,扩孔数量应征得设计同意,扩孔后的孔径不应超过1.2d(d为螺栓直径)。
检查数量:
被扩螺栓孔全数检查。
检验方法:
观察检查及用卡尺检查。
4.3.8螺栓球节点网架总拼完成后,高强度螺栓与球节点应紧固连接,高强度螺栓拧入螺栓球内的螺纹长度不应小于1.0d(d为螺栓直径),连接处不应出现有间隙、松动等未拧紧情况。
检查数量:
按节点数抽查5%,且不应少于10个。
检验方法:
普通扳手及尺量检查。
高强度螺栓连接工程质量检验标准(II)
项目
序号
项目
允许偏差(mm)
检验方法
主
控
项
目
1
成品进场
第6.4.1条
检查产品质量合格证明文件、中文标志及检验报告(全数检查)
2
扭矩系统或预拉力复验
第6.2.2条或第6.4.3条
检查复验报告(逐批检查)
3
抗滑移系数试验
第6.3.1条
检查摩擦面抗滑移系数试验报告和复验报告(逐批检查)
4
终拧扭矩
第6.3.2条或第6.3.3条
观察检查及《钢结构工程施工质量验收规范》附录B进行检验
—
般
项
目
1
成品进场检验
第4.4.4条
观察检查
2
表面硬度试验
第4.4.5条
用硬度计、10倍放大镜或磁粉探伤
3
初拧、复拧扭矩
第6.3.4条
检查扭矩板手标定记录和螺栓施工记录
4
连接外观质量
第6.3.5条
观察检查
5
磨擦面外观
第6.3.6条
观察检查
6
扩孔
第6.3.7条
观察检查及用卡尺检查
钢结构制作(安装)焊接工程质量检验标准
项目
序号
项目
允许偏差(mm)
检验方法
主
控
项
目
1
焊接材料品种、规格
第4.3.1条
检查产品合格证明文件、中文标志及检验报告(全数检查)
2
焊接材料复验
第4.3.2条
检查复试报告(全数检查)
3
材料匹配
第5.2.1条
检查质量证明书和烘焙记录(全数检查)
4
焊工证书
第5.2.2条
检查焊工合格证及其认可范围、有效期(所有焊工)
5
焊接工艺评定
第5.2.3条
检查焊接工艺评定报告(全数检查)
6
内部缺陷
 升级会员
升级会员 