手机生产可制造性评审 DFM FOR PHONE.docx
《手机生产可制造性评审 DFM FOR PHONE.docx》由会员分享,可在线阅读,更多相关《手机生产可制造性评审 DFM FOR PHONE.docx(14页珍藏版)》请在冰豆网上搜索。
手机生产可制造性评审DFMFORPHONE
手机生产可制造性设计评审
一PCB拼板设计评审
1)PCB拼板工艺板边≥3mm,
2)单体PCB上面超出板边的器件(USB座,耳机座)和拼板板边不能接触,安全距离≥2.5mm。
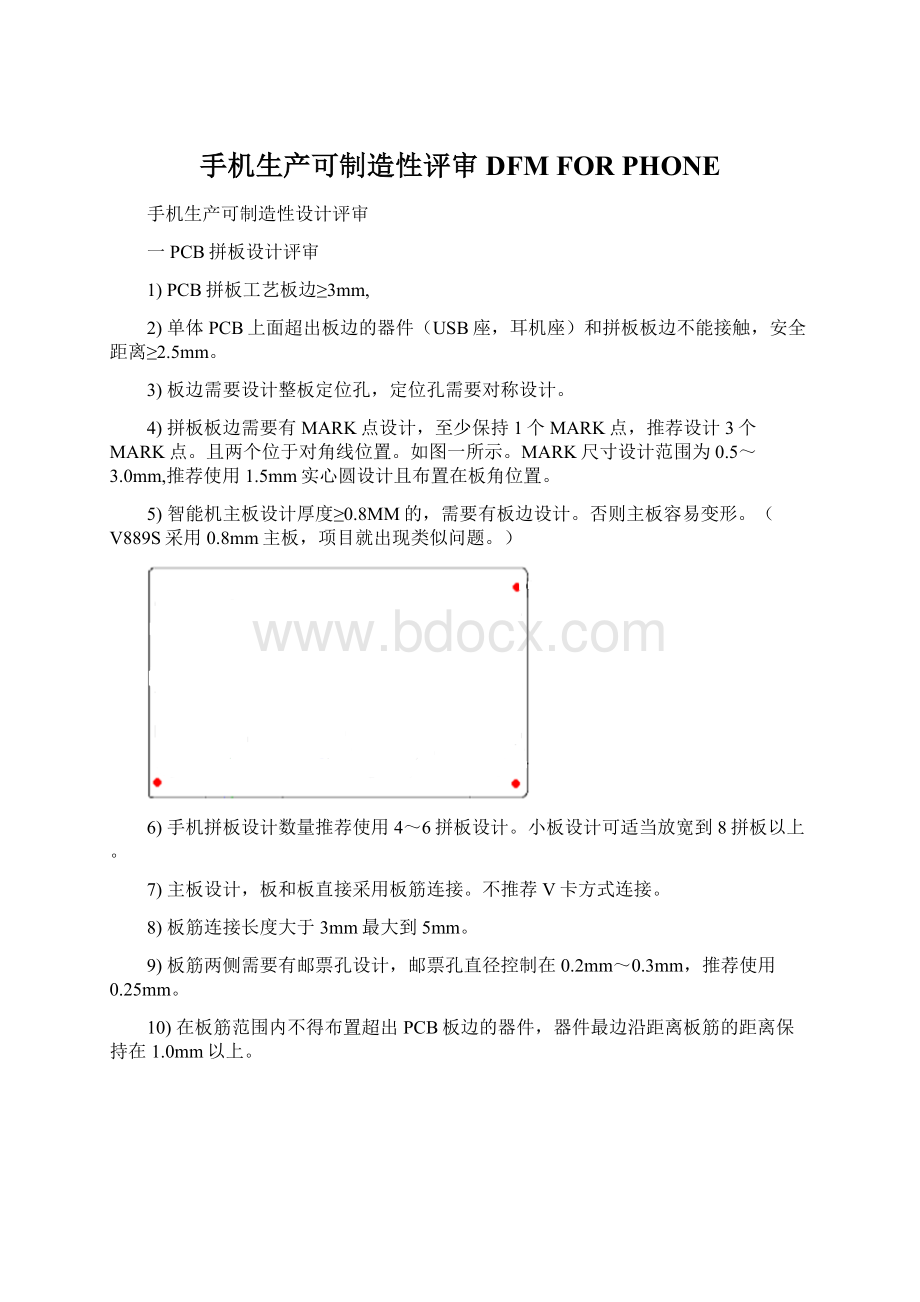
3)板边需要设计整板定位孔,定位孔需要对称设计。
4)拼板板边需要有MARK点设计,至少保持1个MARK点,推荐设计3个MARK点。
且两个位于对角线位置。
如图一所示。
MARK尺寸设计范围为0.5~3.0mm,推荐使用1.5mm实心圆设计且布置在板角位置。
5)智能机主板设计厚度≥0.8MM的,需要有板边设计。
否则主板容易变形。
(V889S采用0.8mm主板,项目就出现类似问题。
)
6)手机拼板设计数量推荐使用4~6拼板设计。
小板设计可适当放宽到8拼板以上。
7)主板设计,板和板直接采用板筋连接。
不推荐V卡方式连接。
8)板筋连接长度大于3mm最大到5mm。
9)板筋两侧需要有邮票孔设计,邮票孔直径控制在0.2mm~0.3mm,推荐使用0.25mm。
10)在板筋范围内不得布置超出PCB板边的器件,器件最边沿距离板筋的距离保持在1.0mm以上。
11)拼板之间连接筋至少保持在3个以上。
对于器件较多且拼板较长的,需要局部增加。
否则贴片过程主板容易变形。
12)拼板之间贴片方向一致。
13)相邻两个拼板之间的距离推荐使用3mm±1。
14)单个PCB上面考虑测试、组装需要,要有定位孔且保持在2个以上。
需要分布在主板两侧。
二PCBA布板设计评审
15)主板元器件布局均匀,大器件不集中堆放。
防止过炉受热不均器件焊接不良。
16)贵重器件不易排放在主板边沿,防止损坏。
17)热敏器件远离发热高器件。
例如晶体远离CPU,PA摆放。
18)屏蔽架内器件摆放,最高器件低于屏蔽架0.2mm以上,不能和屏蔽架接触。
19)屏蔽架吸盘设置屏蔽架几何中心,且吸盘下面避开阻容器件。
或者不采用0603规格以上的阻容器件。
防止接触短路。
必要的可作弊空处理。
20)PCB过孔避免设计在焊盘上,避免过炉焊接空洞。
21)主板元器件边沿丝印清晰,方便产线目检查。
22)贴片有方向标识的元器件,须在主板上面丝印第一引脚且位号图标识清楚。
天线弹片,等需要标明开口方向。
23)小器件排放,不能靠近主板边沿。
靠近边沿容易造成掉件。
S218主板设计,蓝牙器件靠近主板边沿。
测试样机需要打胶固定。
24)LCD,摄像头等焊接,采用压焊方式的。
主板上面需要设计压焊定位孔。
需要在焊盘两边各设计一个。
在压焊焊盘5mm范围内,不能有摆放器件。
25)焊盘设计和器件封装大小匹配。
前期生产的机型0603焊盘使用0402器件。
5个引脚的器件,在PCB上面设计六个焊盘。
均为不合理设计,后续设计避免。
26)连接器,射频做等压接式插座,周围5mm内不能布置高于压接插座高度的器件。
防止组装干涉。
背面不允许有元件或焊点
(图八)
27)按键DOME焊盘设计,需要设计成完整的同心圆,且在焊盘下面不能有通孔等机械孔设计。
且在DOME粘贴区域需要有漏铜区域设计,方便DOME接地。
(图九)
28)喇叭,马达等焊接器件的焊盘设计要求如下:
a)正负极或者第一引脚在主板上面丝印清晰
b)焊盘大小推荐LxW不小于1.5x1.8mm
c)相邻焊盘设计间距保持0.8mm以上的安全距离。
推荐使用1.0mm。
防止焊盘间距过窄.
d))接触短路。
29)所有手工焊接器件诸如MIC、MOTO、Speaker、Receiver、侧键等器件焊盘布置靠近板边。
若因特殊原因不能放在主板边沿的,应在焊接方向流出2mm的空白区域非焊接区域1mm。
且旁边不能有过高的器件。
方便焊接,防止手工焊接损伤其他器件。
30)器件焊接的焊盘设计要求如下:
焊盘大小推荐LxW不小于1.5x1.8mm
31)耳机座,USB口焊盘设计。
一般在主板上面采用通孔的焊盘设计,座子另一端的通孔边沿需要使用绿油覆盖。
设置阻焊区,防止锡膏溢出。
三测试评审
32)单板测试点,目的是方便测试使用。
单板上面必须布置以下测试点以满足测试要求。
(见表一)。
CDMA1X,CDMA2000制式仿真夹具测试点未包含在此范围内。
下载夹具测试点布置,以及夹具制作需要支持自动下载。
NO
测试点
名称
用途
备注
1
VBAT
电源+
供电
必须有
2
GND
电源-
供电
必须有
3
PWRK
开机
开机
必须有
4
RX
串口数据接收
下载,校准,综测
若下载,校准,综测采用USB可不需要
5
TX
串口数据发送
下载,校准,综测
若下载,校准,综测采用USB可不需要
6
SIM_RST
SIM卡信号
连接SIM卡
必须有
7
SIM_IO
SIM卡信号
连接SIM卡
必须有
8
SIM_CLK
SIM卡信号
连接SIM卡
必须有
9
SIM_VDD
SIM卡信号
连接SIM卡
必须有
10
USB_DP
USBD+
USB的数据传输
必须有
11
USB_DM
USBD-
USB的数据传输
必须有
12
VBUS
USB电压
USB供电5V
必须有
13
KCOL0_0
下载出发信号
根据不同的平台,设计选用
14
MIC+
麦克风功能测试
用焊盘直接测试
15
MIC-
麦克风功能测试
用焊盘直接测试
16
MOTOR+
马达功能测试
用焊盘直接测试
17
MOTOR-
马达功能测试
用焊盘直接测试
18
SPK+
喇叭功能测试
用焊盘直接测试
19
SPK-
喇叭功能测试
用焊盘直接测试
33)主板LCD、camera测试若为焊接式。
可将顶针直接接触焊盘测试,不需要布置测试点。
若为插接式,需要采用FPC延长线测试。
评审注意延长线图纸,以及设计的评审。
34)同类型测试点尽可能布置到一起。
主板两面都有测试点的请款下,避免测试点在主板两
面对称布置。
35)考虑到夹具制作的精度,测试点距离板边的距离≥1mm,距离测试点最近的器件距离3mm~5mm,相邻测试点之间的距离≥1.5mm。
测试点直径不小于0.8mm,推荐1mm。
生产测试点周边4mm内无手工焊盘,防止助焊剂流到测试点上影响测试
36)主板上面需要有支持射频测试的射频连接座。
37)主板,整机射频指标测试应注意以下事项:
a)校准,综测以及所有耦合工位的结果需要在产线测试时有标示位查询。
(目前中兴手机的耦合主要有:
天线,蓝牙,wifi,GPS耦合
b)校准综测工具软件需要能够根据金板射频指标实现自动线损检点功能,并在测试完成后在手机内写入测试标识位(pass或fail)且标识位可实现指令查询。
c)工具软件支持快速校准,提高生产测试效率。
d)天线、蓝牙、wifi、GPS耦合测试,测试完成后在手机内写入测试标识位(pass或fail)且标识位可实现指令查询。
38)整机功能测试需要注意以下事项
a)功能测试需要有工程测试模式,输入指令后进入可测试
b)LCD,TP,喇叭,马达,听筒,耳机,按键,摄像头,T卡,SIM卡,光传感器,距离传感器,GPS,陀螺仪,按键灯,背光,蓝牙,wifi,FM在手机工程模式里面必须有对应的测试项。
测试效果按照生产数据关注生产直通率
c)手机内部,外部版本需要有对应的查询指令
d)中国移动定制机需要看,对于防伪短信是否有打开,关闭,状态检查的指令。
39)IMEI、MEID、ESN号段写入手机注意事项:
a)校验前面所有站位测试信息
b)校验内部版本号
c)计算解锁码写入数据库(适用于软件实现锁网的手机)
d)查询/打开/关闭防伪短信功能
e)将号码写入手机,且将所有生产的信息传入数据库备
f)能检查写入手机的IMEI号码和标签打印号码是否一致,且需要检查号码是否重复,将校验信息写入网络服务器。
四结构组装评审
40)定位柱和PCB配合间隙单边不大于0.1mm,保证主板定位。
前后壳用于主板定位的螺钉柱以及定位柱总数量不得小于4个。
41)主板装入前后壳后,需要有卡扣或者其他连接。
固定主板,保证在组装其他器件或者合壳过程主板不晃动。
常用的固定方式有卡扣定位,锁螺丝定位。
目前我死所作智能机普遍使用前壳螺丝柱加LCD,TP排线的定位方式。
42)天线组装时,弹片接触的天线需要注意:
a)压接触点部位的定位柱如果正常状态受力,则需要增加固定强度
b)天线等簧片和主板的接触,需要以面接触。
避免线、点接触;提高接触稳定性。
若采取凸点接触的,需要增加凸点的接触面积。
c)软质的FPC天线,需要在天线上面设计定位孔,相应的后壳上面设计定位柱子。
或者在后壳上面设计定位槽。
保证天线粘贴到位。
d)粘贴在底壳表面的软质FPC天线,为防止摩擦后天线翘起,在天线四角推荐倒圆角设计。
43)导电泡棉压缩变形后须和周边其他电子元器件保持足够安全距离,防止短路不小于2mm
44)DOME和主板定位柱须斜对角放置,不能将定位孔放置于DOME同侧。
45)主按键、侧按键装入壳料时,必须在按键或者壳料上面有明显的防呆标识。
46)压合式连接器需要在对应的壳料部位有按压泡棉或者在连接插座背面增加泡棉,以保证连接器不翘起,不松脱。
47)插接式连接器,需要在FPC补强板上面丝印装配定位线。
48)SIM卡插拔方向不能有SIM卡座平齐的器件,器件高度需低于SIM卡座0.2mm
49)同一器件上面的螺丝必须使用同一规格。
所有手机上面使用的螺丝规格尽可能一致。
螺丝孔周围不能有其他部件影响电批上下以及拾取螺丝的动作。
50)喇叭、马达、射频同轴线等需要流出走线空间,走线将长的要在壳料或者主板上面设计卡扣固定走线。
在走线经过螺丝柱位置时必须低于螺丝柱且有扣位,线槽等限制走线。
防止线翘起压倒螺丝柱下面。
51)马达,喇叭线的根部不能在走线过程弯折超过查过90度以上。
且根部不能因器件挤压或者其他因素承受较大的应力。
防止损坏马达,喇叭。
52)预先组装到主板上面的非焊接式LCD组装,须在LCD以及主板对应的位置设计定位孔。
方便LCD组装定位。
且有背胶固定于主板上面。
53)摄像头组装定位时,在摄像头受力方向需要有结构件档位固定摄像头。
54)LCD镜片来料需在里面均要设计加贴保护膜,保护膜必须流出撕手位。
55)对于镜片下面无筋隔开紧邻按键的设计,必须在前壳上面设计档位,定位镜片。
防止镜片粘贴靠下,将按键卡死。
56)电池仓需要预留扣手,便于拿取电池。
附近不可有尖角等,以免刮手
57)后壳上须根据项目要求,预留机型标贴、3C、入网、防伪、放拆、防水标签贴附位置以及装贴对齐线或者沉槽等,以保证标贴的位置一致性;
58)防拆标签须遮蔽螺孔位置2/3以上,同时防拆标贴位置需要取下电池盖即可见,同时需要避开安装电池,SIM卡以及电池盖时容易被破坏的位置,以免影响售后判断;
59)防水标签位置须切实有效,推荐靠近SIM卡等开孔露PCB部位;若贴在主板上面不能外漏,按照生产要求需要在电池仓部位在粘贴一个防水标签。
60)
 升级会员
升级会员 