PFEMA中文格式.docx
《PFEMA中文格式.docx》由会员分享,可在线阅读,更多相关《PFEMA中文格式.docx(43页珍藏版)》请在冰豆网上搜索。
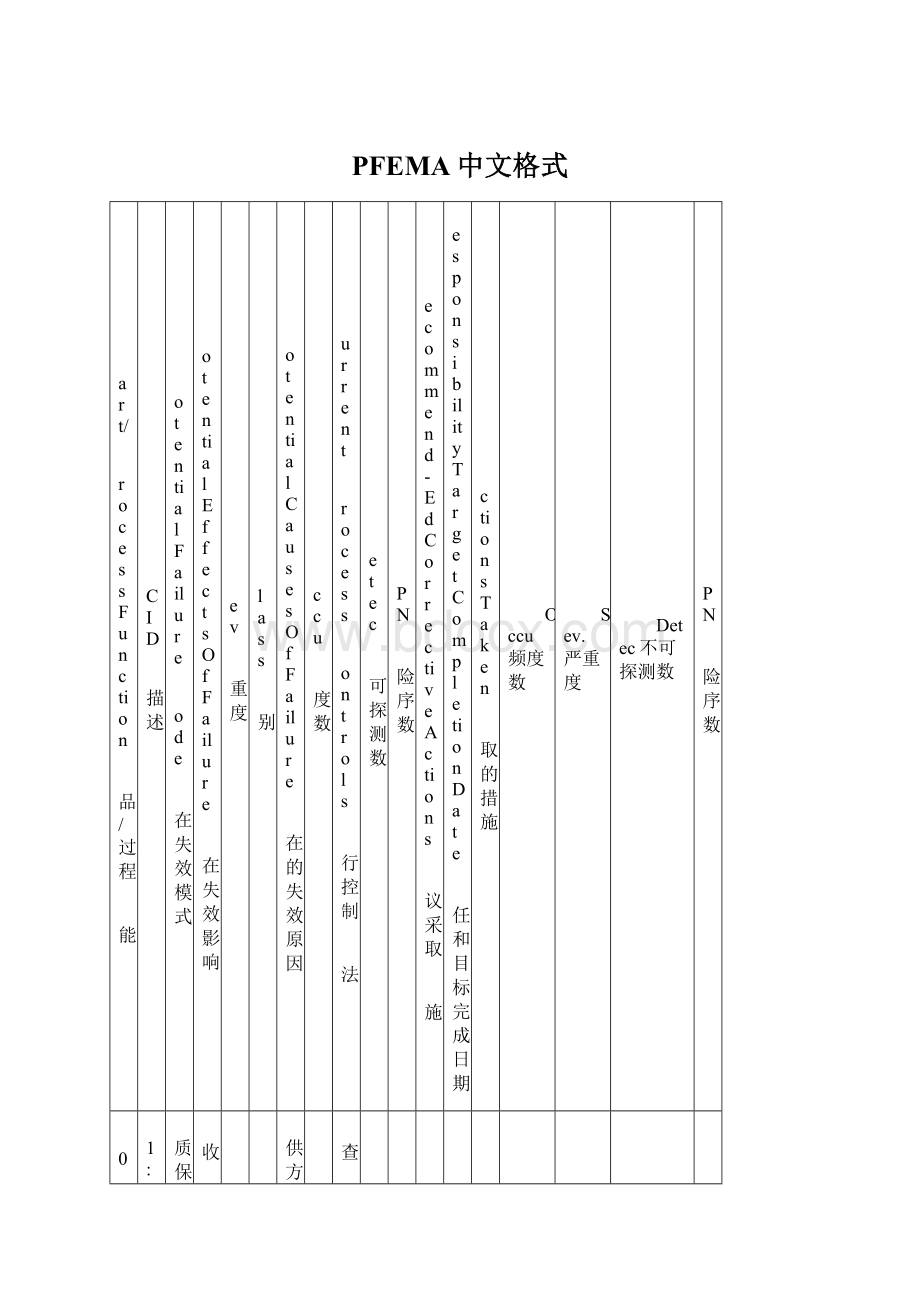
PFEMA中文格式
Part/
ProcessFunction
产品/过程
功能
PCID
/描述
PotentialFailure
Mode
潜在失效模式
PotentialEffectsOfFailure
潜在失效影响
Sev
严重度
Class
级别
PotentialCausesOfFailure
潜在的失效原因
Occu
频度数
Current
Process
Controls
现行控制
方法
Detec
不可探测数
RPN
风险序数
Recommend-EdCorrectiveActions
建议采取
措施
responsibilityTargetCompletionDate
责任和目标完成日期
ActionsTaken
采取的措施
Occu频度数
Sev.严重度
Detec不可探测数
RPN
风险序数
10A
金属材料进厂验收
AcceptanceInspectionOfMetalMaterial
G1:
分供方质保书
QualityGuaranteeFromSub-Supplier
无质保书NoQualitywarrant
拒收
Rejection
6
分供方质量体系不完善
ImperfectSub-Supplier’sQualitySystem
1
检查
Inspection
1
6
G2:
进厂检验合格单
QualificationSheetOfAcceptanceInspection
无检验单NoCheckSheet
混料
Materialsmixed
6
检验滞后
InspectionDelay
2
检验报告
Inspectionreport
1
12
10B
非金属材料进厂验收
AcceptanceInspectionOfNonmetalMaterial
G1:
分供方质保书
Sub-Supplier’sQualityGuarantee
无质保书NoQualityWarrant
拒收
Rejection
6
分供方质量体系不完善
imperfectSub-supplier’s
qualitysystem
1
检查
Inspection
1
6
G2:
进厂检验合格单
QualificationSheetOfAcceptanceInspection
无检验单NoCheckSheet
混料
Materialsmixed
6
检验滞后
InspectionDelay
2
检验报告
Inspectionreport
1
12
20A
室存放
Ware-HouseStoring
G3:
存放时间StoringTime
过长TooLong
品质变差
QualityVariation
6
库存周期长
TooLong
StockCycle
1
先进先出
Firstin,firstout
2
12
20A
室存放
Ware-HouseStoring
G4:
存放标识
StoringIdentification
错误标识
Wrongidentification
无标识
Noidentification
用错料MaterialUsedWrongly
6
失误miscarriage
1
定期检查checktermly
2
12
20B
室外存放
OutdoorStoring
G3:
存放时间
StoringTime
过长
TooLong
品质变差
QualityVariation
6
库存周期长
TooLongStockCycle
2
先进先出
Firstin,firstout
2
24
G4:
存放标识
StoringIdentification
错误标识
Wrongidentification
无标识
Noidentification
用错料
MaterialWronglyUsed
6
失误miscarriage
1
定期检查checktermly
2
12
30A
配型砂
prepara-tionOfMoldingSand
P1:
湿压强度GreenCompressiveStrength
过低TooLow
型废多
TooManyScrapMoulds
5
粘土量低LowClayContent
2
1次/小时测定
DeterminingOnce/hSPC
1
10
P2:
紧实率Compactability
过高TooHigh
铸件气孔CastingBlow-Hole
4
*
水份含量低LowMoistureContent
2
1次/小时测定DeterminingOnce/hSPC
1
8
过低TooLow
铸件砂眼CastingSandHole
5
*
水份含量高HighMoistureContent
2
1次/小时测定DeterminingOnce/hSPC
1
10
P3:
透气性
Permeability
过低TooLow
铸件气孔
CastingBlow-Hole
5
有效煤粉含量高
HighEffectiveCoalDustContent
2
1次/班测定
DeterminingOnce/shift
3
30
粘土量过高Too
HighClayContent
2
1次/班测定DeterminingOnce/shift
3
30
30B
配芯砂
PreparationofCoreSand
P6:
常温抗拉强度NormalTemperatureTensileStrength
过低TooLow
断芯裂纹CoreRuptureorCrack
4
*
过烧
OverBurnt
2
1次/2小时检测
InspectionOnce/2h
3
24
覆膜不均匀Resin-CoatedInhomogenously
2
1次/2小时检测
InspectionOnce/2h
3
24
P7:
熔点
FusionPoint
过高TooHigh
结壳过薄
TooThinShell
7
乌洛托品超量TooMuchUrotropine
1
1次/2小时检测
InspectionOnce/2h
3
21
过低TooLow
脱壳ShellPeelingOff
6
乌洛托品不足ShortageofUrotropine
1
1次/2小时检测
InspectionOnce/2h
3
18
30C
化料Melting
R1:
含碳量
C%
过低Toolow
缩松porosity
8
*
炉料定量不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
30C
化料Melting
R1:
含碳量
C%
过高Toohigh
强度偏低
8
*
炉料定量不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
R2:
含硅量
Si%
过低Toolow
铸件白口
8
*
炉料定量不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
过高
TooHigh
铁素体量高
toomuchFerrite
8
*
炉料定量
不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
R3:
含锰量
Mn%
过低TooLow
珠光体量低toomuchpearlite
8
*
炉料定量
不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
R6:
含铬量
Cr%
过低TooLow
珠光体量低toomuchpearlite
8
*
炉料定量
不准
InexactFurnaceChargesRation
1
炉前成分分析PretreatmentChemicalCompositionAnalysis
2
16
R8:
取样品质
QualityOfSamples
白口化不足
InsufficientWhiteFracture
成分测量不准
InaccurateChemicalComposition
Analysis
7
光谱样激冷不足
InsufficientChillingOfSpectographicSpecimen
3
水冷
WaterCooling
1
21
7
碳片质量差PoorQualityOfCarbonFlake
3
清洁激冷铁板CleaningRefrigerationIronBoard
1
21
35C
炉前处理
pre-treatment
C1:
出炉温度TappingTemperature
过高TooHigh
孕育不良
PoorInoculation
6
未按时测温temperaturemeasurementnotonschedule
2
每半小时测温
Once/30Minutes
2
24
过低TooLow
铸件冷隔或浇不足
Coldshutor
Misrun
7
未按时测温temperaturemeasurementnotonschedule
2
每半小时测温
Once/30Minutes
2
28
C2:
孕育剂量
InoculantQuantity
过多TooHigh
终硅超量LastSiliconContentTooMuch
4
台秤失准InaccurateBenchScales
2
称量
weigh
2
16
过少TooLow
白口组织
Whitefracture
4
台秤失准InaccurateBenchScales
2
称量
weigh
2
16
40A
造型Molding
Z1:
铸造日期标识CastingIdentification
标识错误indistinctorwrongidentification
铸件报废
castingbescrapped
8
操作失误miscarriageoperation
2
首检InitialInspection
1
16
Z2:
模板加热温度
HeatingOfPatternPlate
过低TooLow
起型不良
WithdrawingThePatternDifficulty
3
断电
PowerSupplyFailure
3
加热Heating
1
18
Z3:
砂型硬度
SandMoldHardness
过低TooLow
胀箱Swell
4
压实压力不足
InsufficientSqueezingForce
2
调整
Adjusting
2
16
40A
造型Molding
Z5:
模板销子销套StatusOfPinAndpinbushofPatternPlate
错型Shift
尺寸错误dimensionalerrors
不能加工willnotmachine
6
磨损过量
weardamage
2
定检
RegularInspection
2
24
量规
specialgage
下不到位
Incorrectly
偏芯
CoreShift
5
操作不熟练PoorSkill
1
目视检查
Visual
Inspection
2
10
50
浇注Pouring
J1:
浇注温度PouringTemperature
过低TooLow
冷隔浇不足
ColdShutorMisrun
7
等待时间过长
WaitingTimeTooLong
2
每包测温
DeterminingTemperature
everyladle
2
28
J2:
孕育
Inoculation
衰退
Fading
出现碳化物
CarbideAppears
8
**
有效时间短ShortEffectiveTime
2
三次孕育
ThreeBatchesOfInoculationbeingUsed
2
32
J3:
可浇注时间
PourableTime
过长TooLong
孕育衰退InoculationFading
6
型废多
TooManyScrapMolds
3
报警装置
Alarmdevice
1
18
设备故障EquipmentBreakdown
2
报警装置
Alarmdevice
1
12
J4:
浇试块
PouringTestSpecimen
品质不良
PoorQuality
材质判断不准
MaterialDecidingInexactly
7
取样时间不正确
ImproperTimeForMakingSample
2
结合破坏性检查判定
JudgementByDestroyinginspection
1
14
60
落砂
Shakeout
L1:
堆积
Heaping
过多
TooMany
压坏铸件
ProductDamage
7
铸件卡住CastingsJammed
2
随时钩出被卡住的铸件TakingOutJammedCastingsTimely
2
28
70
清理Cleaning
L2:
去浇口
Remov-ingGates
残余过长
RemainsTooMuch
余量过大toomuchstock
4
失误miscarriage
2
100%visualinspection目测
2
16
缺肉
Iusuffici-entMetal
不被加工willnotmachine
4
失误miscarriage
2
100%visualinspection目测
2
16
S:
表面粗糙度
SurfaceFinish
太粗糙Toorough
加工问题
machineproblems
6
钢丸不足lackofSteelGrit
2
首检InitialInspection
1
12
Q5:
毛坯清整
CastingFinishing
缺肉
IusufficientMetal
铸件报废
castingbescrapped
6
失误miscarriage
2
100%visualinspection
目测
1
12
不足Insufficiency
多肉SurplusMetal
4
失误miscarriage
2
100%visualinspection
目测
2
16
Q6:
飞边残余
jointflashremains
过长toolong
铸件不合格UnqualifiedProducts
未磨到位
grindingnottoposition
100%visualinspection
目测
Q7:
定位点
pickuppoint
不平整
accident-ed
影响加工
affectmachining
缺陷或清理损伤defectorcleaningdamage
100%visualinspection
目测
80
铸件检查Inspection
H1:
力学性能
Mechanicsperformance
错判
WrongDecision
不合格品出厂
UnqualifiedProducts
8
**
操作技能差PoorSkillOfOperator
2
试验报告
experimentreport
2
32
H7:
金相
Microstructure
错判
WrongDecision
不合格品出厂
UnqualifiedProducts
8
*
技能差PoorSkillOfOperator
2
检验报告
Inspectionreport
2
`32
H2:
外观判定
SurfaceCheck
漏检FailingToInspection
不合格品出厂
UnqualifiedProducts
8
*
技能差PoorSkillOfOperator
2
目视全检
FullVisualInspection
2
32
错判
WrongDecision
废率高
HighInternalScrapRate
6
技能差PoorSkillOfOperator
1
目视全检
FullVisualInspection
2
12
H3:
标识状态
StatusofIdentification
标识不清indistinctidentification
铸件报废
castingbescrapped
8
*
起模不良withdrawingdifficult
2
目视全检
FullVisualInspection
1
16
H6:
全尺寸检查
Fulldimensioninspection
超出铸件尺寸公差
overtopcasting’stolerances
铸件报废
castingbescrapped
8
*
模具磨损
mouldabrasion
2
定检模具
RegularInspectionmould
1
16
H8:
关键尺寸keydimension
超出铸件尺寸公差
overtopcasting’stolerances
铸件报废
castingbescrapped
8
*
模具磨损
mould
abrasion
2
定检模具
RegularInspectionmould
1
16
H9:
壁厚
Wallthickness
超出铸件壁厚公差
overtopWallthicknesstolerances
不合格品
DisqualificationProducts
8
错判
WrongDecision
2
目视全检
FullVisualInspection
1
16
H10:
腔清洁度internalsurfacecleanness
部铁块
massofironinside
废品
reject
8
漏检
misschecking
2
目视全检
FullVisualInspection
90
探伤
x-ray
探伤
x-ray
不合格品
DisqualificationProduc
缩松或疏松
Dispersedshrinkageorporosity
全检Fullinspection
1
16
100
防锈
rustPreservation
F1:
防锈漆
rustPreservationpaint
过期exceed
time
铸件生绣
rustofcasting
库存时间过长
toolongstoragetime
目视
Visualinspection
F2:
防锈质量Qualityofpreservation
生锈
Rusting
用户拒收Customersunaccepted
8
防锈液质量差
Poorantirust
2
全检Fullinspection
1
16
110
包装入库PackingAndStoring
H4:
装箱卡PackingLabel
无物卡或物卡错误Nolabel
 升级会员
升级会员 