二氧化氯发生器流程.docx
《二氧化氯发生器流程.docx》由会员分享,可在线阅读,更多相关《二氧化氯发生器流程.docx(10页珍藏版)》请在冰豆网上搜索。
二氧化氯发生器流程
二氧化氯发生器流程
产品组成:
供料系统、反应系统、控制系统、真空吸收系统、安全系统、残液自动处理系统
反应原理:
NaCLO3+2HCL→CLO2+1/2CL2+NaCL+H2O
使用原料:
氯酸钠:
(GB/T1618-2008工业一级品,含量≥99%);
盐酸:
(GB320-2006工业一级品,浓度≥31%)
原料消耗:
生产1克有效氯消耗氯酸钠0.71g、盐酸2.63g。
适用场合:
对设备要求不高的场合。
性能特点:
◆生产二氧化氯为主、氯气为辅的复合消毒剂,按有效氯计CLO2含量大于70%。
◆反应器采用优质耐高温、耐腐蚀合成材料,水浴加热方式,设备使用寿命长。
◆反应温度50℃,原料转化率≥70%。
◆原料输送采用国产计量泵,运行稳定,计量准确。
◆控制系统采用KZQ-100型单片机智能控制器,LED数码管显示,触摸键操作。
具有温度自动闭环控制,超温欠压自动报警停机等安全控制功能,可适时显示反应温度等参数。
◆设备半自动控制运行,增加相应控制元件,可与恒压供水系统实现联动运行。
◆设备型号最大为1000g/h有效氯。
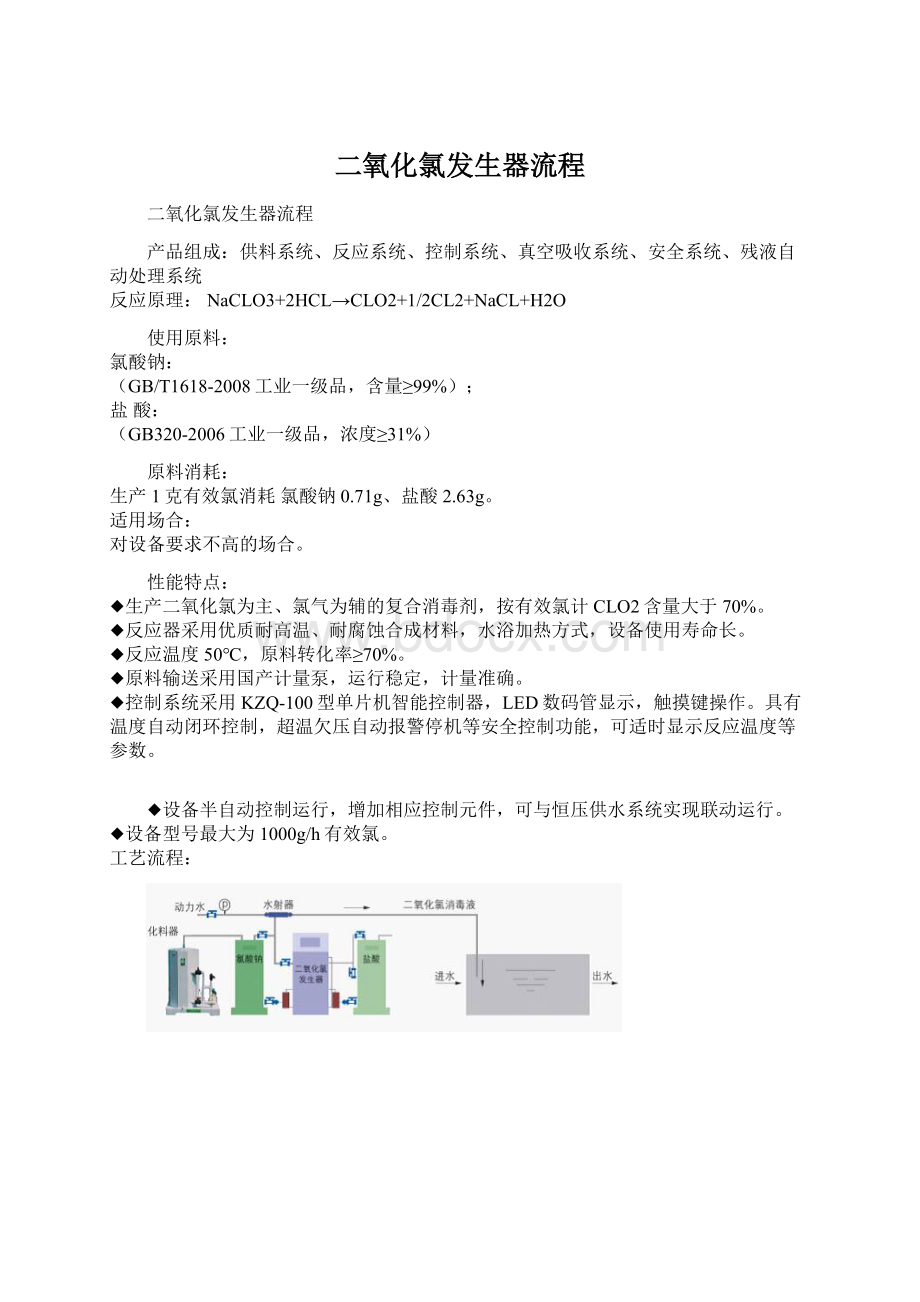
工艺流程:
PLC电气控制柜根据控制发生器数量分为一控一、一控二、一控三、一控四、一控多等几大类,采用可编程逻辑控制器(PLC)。
PLC精选西门子、三菱、ABB、施耐德等国际著名品牌,电气元件选用施耐德、正泰等品牌。
◆控制柜采用集中式控制,对现场设备集中控制操作,具有就地控制和远程控制的切换功能。
◆控制柜配置带有标准远程通讯端口,支持多种通讯协议,可与上位机实现双向通讯监控。
◆控制柜设有启、停、故障指示灯;设备的启、停操作可使用工控触摸屏触摸键操作。
◆控制柜箱体外壳材质为碳钢喷塑或不锈钢;电气控制柜防护等级IP55。
◆控制柜配置智能人机界面触摸显示屏,中文显示直观动感,可随时显示设备状态、操作指示、参数设定等信息,可实现对重要参数页面的加密控制。
◆控制柜采用分体式安装,克服了与设备一体式安装可能存在的环境潮湿和气相腐蚀对电子器件的影响,降低了设备故障率。
产品组成:
盐箱、电解槽、冷却系统、智能电源系统、控制系统、安全防护系统
反应原理:
电解:
2NaCL+3H2O→CLO2+Cl2+2NaOH+2H2
使用原料:
工业盐(NaCl):
GB/T5462—2003精制工业盐≥99.10%
原料消耗:
生产1克有效氯消耗盐(NaCl)1.6g,耗电5.00w。
性能特点:
◆钛基阳极采用钌、铱、铑、铂等五元稀贵金属涂层精制而成,性能稳定、电解效率高、免清洗、耐腐蚀。
◆采用进口原料自行研制生产的不对称耐腐蚀电解隔膜,具有高电导率、耐腐蚀、微孔径、免维护、能自动平衡电解槽阴、阳极箱的酸碱度的特点。
该电解隔膜不仅使设备产生消毒剂效率高、同时还降低了的盐耗、电耗。
◆采用原装进口先进的计量泵强制循环电解液的工作方式,保证了电极周围电解液化学组份浓渡始终处于稳定状态,不仅使发生器产生消毒剂量十分稳定而且提高了CLO2的含量。
◆科学完善的纯钛换热系统不仅使设备始终保持在最佳工作温度,而且散热性能好,节约冷却水。
◆采用智能电解电源和技术先进的自动控制系统KZQ-400系列具有自动排碱、故障报警、电解槽过温保护等功能。
◆发生器采用全密封设计,工作时无电解液和消毒剂泄漏。
◆发生器全部由UPVC、钛复合材料等耐腐材料制成,设备耐腐蚀、使用寿命长。
◆二氧化氯消毒剂现场制备,负压投加,发生器运行安全可靠。
◆直接投加固体盐,安全方便。
避免了配置饱和盐水的繁琐。
◆可根据用户需要,通过接收流量计、余氯传感器的4-20mA信号实现闭环自动控制或远程计算机控制。
性能参数:
型 号
氯产量(g/h)
耗盐量(Kg)
功率(KW)
电源电压
外形尺寸(L×B×H)mm
管径(mm)
重量(kg)
主机
电解电源
RE-20
20
0.032
<0.2
220
700×480×950
300×350×600
15
25
RE-50
50
0.08
<0.5
220
700×480×950
300×400×600
20
50
RE-100
100
0.16
<1.1
220
700×600×1050
400×400×600
20
70
RE-200
200
0.32
<2.2
380
1050×750×1150
400×400×700
20
100
RE-300
300
0.48
<3.3
380
1100×810×1150
400×400×700
20
200
RE-400
400
0.64
<4.4
380
1200×850×1200
500×700×1500
20
300
关键词:
装置组成:
主要由缓冲系统、分离系统、压力平衡系统、射流器、动力水泵、控制系统等。
残液分离装置简介:
残液分离装置是一种全新概念的二氧化氯发生器配套设备,环保、健康已经越来越深入人心。
水乃生命之源,与人类息息相关的饮用水更是受到各方面的关注。
二氧化氯杀菌消毒在饮用水行业应用越来越广泛,但是大多数厂家的二氧化氯发生器在对饮用水消毒的同时,反应残液也进入了水体,虽然残液量很小,但对水质亦有影响。
欧瑞牌二氧化氯发生器残液分离装置就是把反应残液分离出来单独处理,不进入消毒水体。
使饮用水更环保、健康。
系统特点:
●残液分离率≥99%。
●结构紧凑、占地面积小。
●与二氧化氯发生器连接简单、方便,维修量低。
●操作方便、运行稳定、易于掌握。
●特殊复合材料制作,使用寿命长。
●实现与二氧化氯发生器设备联动,确保反应残液随时排出
●设备通用性高,可以与欧瑞牌各种型号发生器配套使用
●收集处理:
将发生器产生的残液分离到碱液储罐内,当其PH值达到7.0~7.5时再集中排放到市政管网;
系统规格:
CYFL-20、CYFL-25、CYFL-32
装置组成:
主要由缓冲系统、分离系统、压力平衡系统、射流器、动力水泵、控制系统等。
残液分离装置简介:
残液分离装置是一种全新概念的二氧化氯发生器配套设备,环保、健康已经越来越深入人心。
水乃生命之源,与人类息息相关的饮用水更是受到各方面的关注。
二氧化氯杀菌消毒在饮用水行业应用越来越广泛,但是大多数厂家的二氧化氯发生器在对饮用水消毒的同时,反应残液也进入了水体,虽然残液量很小,但对水质亦有影响。
欧瑞牌二氧化氯发生器残液分离装置就是把反应残液分离出来单独处理,不进入消毒水体。
使饮用水更环保、健康。
系统特点:
●残液分离率≥99%。
●结构紧凑、占地面积小。
●与二氧化氯发生器连接简单、方便,维修量低。
●操作方便、运行稳定、易于掌握。
●特殊复合材料制作,使用寿命长。
●实现与二氧化氯发生器设备联动,确保反应残液随时排出
●设备通用性高,可以与欧瑞牌各种型号发生器配套使用
●收集处理:
将发生器产生的残液分离到碱液储罐内,当其PH值达到7.0~7.5时再集中排放到市政管网;
系统规格:
CYFL-20、CYFL-25、CYFL-32
产品组成:
供料系统、反应系统、控制系统、混合吸收系统、安全系统、残液自动处理系统
反应原理:
5NaCLO2+4HCL→4CLO2+5NaCL+2H2O
使用原料:
亚氯酸钠:
(HG/T3250-2001工业一级品,含量≥78%);
盐酸:
(GB320-2006工业一级品,浓度≥31%)
原料消耗:
生产1克二氧化氯,消耗亚氯酸钠2.2克,
盐酸6.75克。
性能特点:
◆保持了RC系列产品的性能优点,控制系统采用PLC控制器,触摸屏操作。
◆采用脉动稳流装置,保持了计量泵均匀投加设备产气量更恒定。
◆配有计量泵流量开关,防止了计量泵缺料空转,保证了泵的使用寿命,避免了单一原料投加造成设备异常运行和对水体的污染。
◆反应器材质选用金属纯钛制作。
投加点可选择管道投加或常压水池投加。
◆控制系统采用西门子PLC,系统设置时有冗余,彩色触摸屏操作,中文液晶显示,工艺流程、控制系统流程动态显示,画面生动,内容丰富。
◆密码设定,可使主管领导随时了解设备运行情况,各工艺参数的修改。
◆适时显示和任意调整设备产量,可随进水流量、出水余氯量随之自动调节设备产量。
◆实现并保存设备运行故障检测记录,操作人员可随时了解并排除故障。
◆具有多项自动控制方式选择,将温度控制、频率调节、流量控制、余氯控制以及逻辑控制集为一体,使设备更具人性化,极大方便用户的选择。
◆配有RS485通讯接口,可实现就地控制柜与中控室系统的双向通讯及综合数据远传与控制。
可与多种通讯协议(MODBUS)实现兼容。
◆可实现进水流量或出水余二氧化氯在线自动控制和运行。
工艺流程:
关键词:
产品组成:
供料系统、反应系统、控制系统、混合吸收系统、安全系统、残液自动处理系统
反应原理:
5NaCLO2+4HCL→4CLO2+5NaCL+2H2O
使用原料:
亚氯酸钠:
(HG/T3250-2001工业一级品,含量≥78%);
盐酸:
(GB320-2006工业一级品,浓度≥31%)
原料消耗:
生产1克二氧化氯,消耗亚氯酸钠2.2克,
盐酸6.75克。
性能特点:
◆以亚氯酸钠和盐酸为原料,制备高纯二氧化氯消毒剂,二氧化氯纯度≥95%,转化率≥95%。
◆小型设备(≤300g/h)为壁挂式安装,现场适应性强;大型设备为落地柜式,可实现无人值守。
◆中型以上设备国内唯一采用反应器分体设计安装方式。
反应器安装在待消毒水池或管道内,彻底消除了中大型设备在特意情况下可能发生的安全事故,运行更安全,环境无污染,维修更简便;可实现高浓度原料反应,反应效果最佳;省去了动力水和稀释水,运行更节能,操作更简便。
◆原料输送采用进口电磁隔膜计量泵,运行稳定、计量准确。
◆反应器采用工业纯钛基合材料,保证核心反应设备的设计寿命10年以上。
◆控制系统采用多CPU的模块化结构,分别是主控制模块、流量控制模块和计量泵控制模块。
◆控制器具有逻辑控制程序,中文液晶显示各参数状态,包括流量(或余氯)显示、计量泵频率显示等,并具有缺料、缺水、欠压自动停机功能及停电保护和系统记忆功能。
◆根据控制要求可选用不同功能的控制器:
KZQ-301(余氯或流量控制型)。
◆控制器电源和信号线接入口,装有特别制作的滤波器,具有较强的抗现场其他信号干扰能力。
◆若接入检测管网进水流量的流量信号4~20mA可实现流量开环控制,并实时显示流量值。
◆若增加余氯探测装置,可在面板上适时显示余氯值,实现在线余氯控制,随动变量加氯。
◆配有RS485接口,具有设备运行状态信号远传功能,可在主控室远程监控。
多台设备的显示控制可在上位机同步实现。
工艺流程:
产品组成:
供料系统、反应系统、控制系统、混合吸收系统、安全系统、残液自动处理系统
反应原理:
5NaCLO2+4HCL→4CLO2+5NaCL+2H2O
使用原料:
亚氯酸钠:
(HG/T3250-2001工业一级品,含量≥78%);
盐酸:
(GB320-2006工业一级品,浓度≥31%)
原料消耗:
生产1克二氧化氯,消耗亚氯酸钠2.2克,
盐酸6.75克。
性能特点:
◆以亚氯酸钠和盐酸为原料,制备高纯二氧化氯消毒剂,二氧化氯纯度≥95%,转化率≥95%。
◆小型设备(≤300g/h)为壁挂式安装,现场适应性强;大型设备为落地柜式,可实现无人值守。
◆中型以上设备国内唯一采用反应器分体设计安装方式。
反应器安装在待消毒水池或管道内,彻底消除了中大型设备在特
 升级会员
升级会员 