设备保全培训资料完整.docx
《设备保全培训资料完整.docx》由会员分享,可在线阅读,更多相关《设备保全培训资料完整.docx(75页珍藏版)》请在冰豆网上搜索。
保养维护作业的注意事项
1.螺栓、螺帽的注意事项
1.1不得怠慢对螺丝、螺帽的点检
①安装完设备后,螺栓很快松动。
例如,四个拧紧的螺栓中,有一个松动的话,其它的螺栓就会增加33%的负荷,从而导致2个、3个螺栓加速松动。
②可以用画上吻合标记的方法对螺栓松动进行简单的检测。
在一些主要的螺栓上用油漆等标出位置,检测螺栓的松动情况。
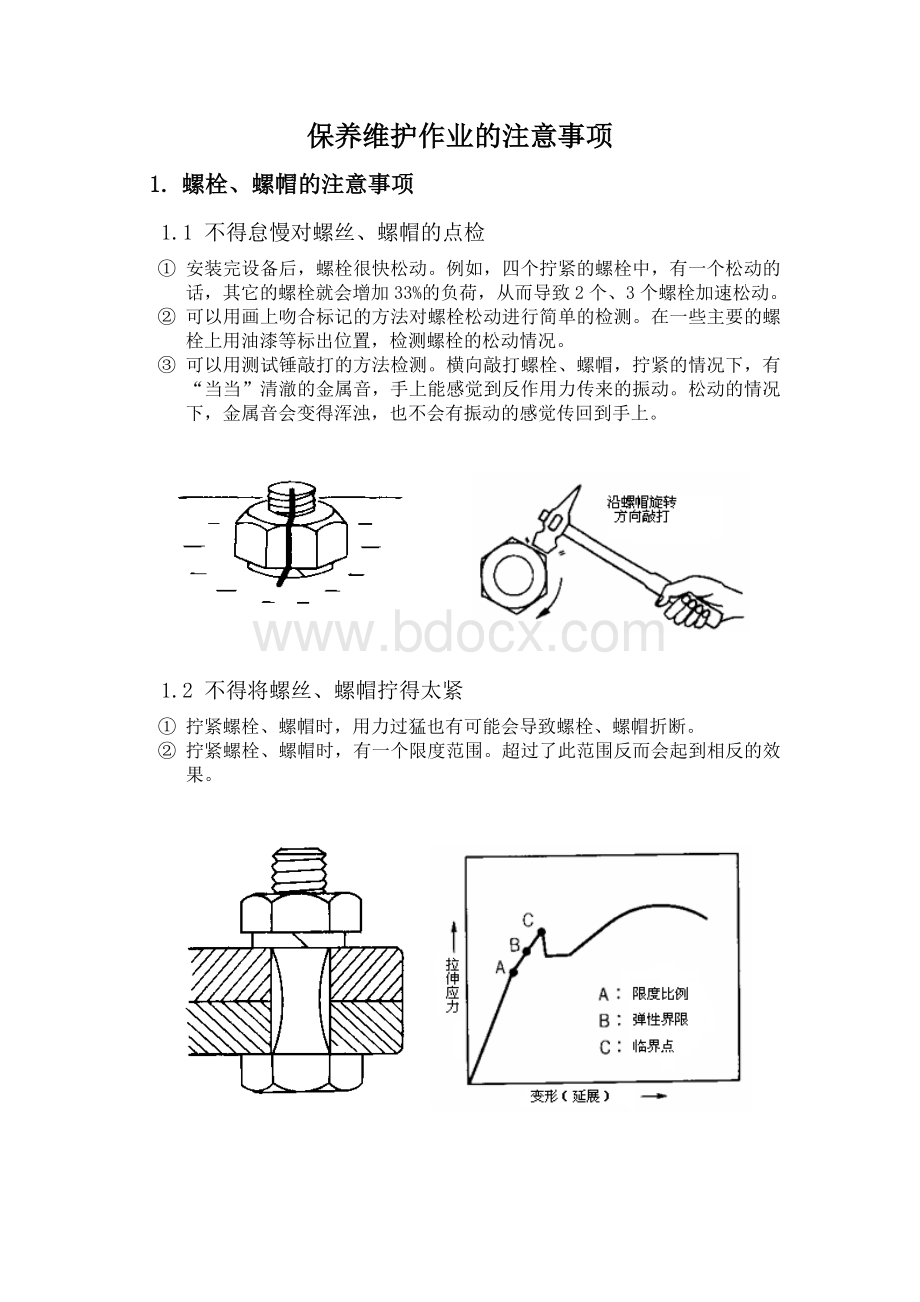
③可以用测试锤敲打的方法检测。
横向敲打螺栓、螺帽,拧紧的情况下,有“当当”清澈的金属音,手上能感觉到反作用力传来的振动。
松动的情况下,金属音会变得浑浊,也不会有振动的感觉传回到手上。
1.2不得将螺丝、螺帽拧得太紧
①拧紧螺栓、螺帽时,用力过猛也有可能会导致螺栓、螺帽折断。
②拧紧螺栓、螺帽时,有一个限度范围。
超过了此范围反而会起到相反的效果。
1.3不得将螺栓从上往下插入螺帽中
①上下安装螺栓、螺帽时,螺栓在下,螺帽在上。
水平状态下,自己跟前安装螺帽。
②容易对其进行松动、脱落的点检,也更容易发现。
③更容易拧紧螺帽(将螺栓固定,才能更容易拧螺帽)。
1.4不得在梯形钢材上使用普通螺栓垫片
①在梯形钢材坡度面上使用螺栓时,如用普通的垫片,与螺帽之间会有缝隙产生,会对螺栓的固定效果产生影响,也是造成螺栓松动的原因。
②另外,拧紧螺帽过于用力时,螺栓会沿着斜面弯曲。
③像这样的斜面上就要使用带坡度的垫片。
1.5高强度张力状态下的螺栓不得对其进行焊接固定。
①焊接时的局部高温会影响材料组织的变化(材料变得脆弱)。
会有破裂的危险。
②辨别高张力螺栓的方法,螺栓头部有“8”以上记号的可以判定为高张力螺栓。
有六角孔的螺栓也可判定为高张力螺栓。
1.6两层螺帽的情况下,上层不得使用较薄的螺帽
①为防止螺帽松动,有用两层螺帽的时候,正确的方法应该是,较薄的螺帽在下,较厚的螺帽在上。
②上层的螺帽是主要受力的螺帽,下层的螺帽是为了不让其转动用的。
③上下螺帽互相受力的情况下,才是最有效的防止松动的状态。
1.7尺寸为毫米和英寸的螺栓不要弄错
①容易误认为是同一直径的螺钉,需要注意。
②判别毫米标准螺栓的方法,比起英寸标准的螺栓,六角部较小,螺纹的齿距较小,在螺栓的头部有M字样表示。
③判别英寸标准螺栓的方法,六角部较大,螺纹的齿距较大,螺栓头部没有任何表示。
1.8使用螺丝钉时,不得在材料上直接使用
①连接器、活塞、气缸等,决定螺丝钉的位置,要预先在材料上开好洞。
②直接使用螺丝钉会导致轴的损坏,拧紧之后也会因外力导致磨损。
同时,导致结合部位出现废削,清除时变得很麻烦。
1.9刻印螺纹时,不得从3号丝锥开始
①刻丝锥时,要按1号—2号—3号的顺序。
但如果螺丝不是很深的话,也可从3号开始刻。
1.10不得用锤子敲打螺丝攻
①拔出折断、破损的螺栓、管道等时,应使用一种螺纹反向的螺丝攻。
②在折断、破损的螺栓中心部位开一个比螺丝攻直径稍大一些的洞,放入螺丝攻,向左旋转螺丝攻将卡在洞中的螺栓拔出。
③放入螺丝攻,若用锤子敲打,螺栓越卡越紧,螺丝攻打滑,咬合部位磨损,咬合的效果将消失。
④螺栓中心部位所开的洞的大小应不影响到螺丝自身的外侧螺纹,一般在螺栓直径的60%左右。
1.11指定硬度的螺栓上不得使用SS41的螺帽
①高强度的螺栓要和高强度的螺帽一起使用。
②高强度的螺栓不能和低强度的螺帽一起使用,这样的组合会使螺帽松动、脱落、异常频繁发生。
1.12弹簧垫圈不得反复使用
1.弹簧垫圈由于往右方向旋转,向右拧紧螺丝时,螺帽可以很顺利的旋转。
反过来,松螺帽时,螺帽在本体侧弹簧的作用下,角部会承受一定的抵抗力。
2.弹簧作用不良的弹簧垫圈无法发挥出上面所说的效果,须及时跟换新品。
3.构造上来说,左拧的螺丝不能用右拧螺丝用的东西。
2.轴承、销子、锲的注意事项
2.1平行的固定销与机械本体间顶部上下的间隙不得为0。
①沉入式固定销、嵌入式固定销嵌入轴承与滚筒间的凹槽,使其能横向作用于凹槽。
②固定销的高度方向,根据固定销的大小,背面应留有一定的间隙。
③锲子垂直方向受力,横向也要吻合。
2.2打磨固定销不得使用砂磨机
①用砂磨机打磨固定销的话,无法对一些细小的地方打磨,无法进行一些微米单位的精密作业。
②打磨定位销,应该用锉刀,更容易对一些细小的地方进行打磨,也能适合微米单位的精密作业。
2.3不得打磨锲子坡面
①锲子相对应的机械本体上的凹槽也会有一定的坡度,一般有1/100的坡度。
②如果需要打磨得话,坡度面制作的很精密不适合打磨,可以在反面底部进行打磨。
2.4不得在机械本体还未冷却时打入固定销
①机械本体在还未冷却的情况下打入固定销,会因热膨胀而产生误差,会导致松动,龟裂等情况发生。
在机械本体完全冷却后,对照实物做到正好吻合。
2.5不得忘了在嵌入式销子上安装拔销子时需用的螺丝。
①想拔固定销时却拔不出来,有用钢凿、锤子敲打后才拔出来的情况吧。
但进行这样的作业后,会对轴承、固定销、固定销的凹槽造成损伤。
②有斜面的固定销(没有头部),为能在拔出固定销时变得更容易,平行的固定销上必须装有一个螺丝。
2.6损坏的开口销不得将单边弯曲后再使用
①开口销是用来防止螺栓,螺帽等松动用的。
②只有一侧弯曲后使用的话,有可能在不知道的情况下脱落了,两侧弯曲使用才是正确的使用方法。
③应使用足够长度的开口销,不得过度反复使用,应及时更换。
2.7少量加工轴上的堆焊时,不得直接电焊。
①磨损较大(1.0mm以上)时,直接电焊也无济于事。
②极小的的磨损(0.几mm以下)时,若直接电焊,加工时焊接部为不佳,会有剥落的可能性。
③极小的的磨损(0.几mm以下)时,应削去少许后,确保电焊量的情况下进行电焊。
3.轴承轴套保养的注意事项
3.1不得直接敲打插入轴承
①直接用锤子敲打插入轴承,会损伤轴承表面,也有可能导致密封板破损,咬合较紧的话,也有可能损坏机械本身。
②必须要敲打才能插入轴承,应轴承上放快垫铁块,轻轻地间接敲打插入轴承。
③应使用可让轴承均匀受力的工具或垫铁块。
3.2对于轴承的“热装、热套”,不得加热过度
①不得对轴承加热到120度以上。
②对于加热方法,可以放入加热后的干净的油中,或放入恒温槽内。
③不得对密封式的轴承(中间密封有润滑剂)进行加热,加热后,润滑剂软化后有出现漏油的可能。
④加热的轴承安装后,冷却时内轮也会像轴承方向收缩,于肩部之间会出现间隙。
为此,作业应迅速在冷却前需将螺帽等安装到位。
3.3不得对轴承的轴套加热
①不得在轴承的轴套附近进行高温的焊接或钢材的切割作业。
轴承超过120度时,不仅会造成润滑剂的软化漏油,还会导致材质的变化,破损,寿命的缩短。
②若必须要进行上述作业时,为了不让温度上升,有必要放一块湿抹布,对轴套周围一边进行冷却一边进行作业。
4.联轴器保养的注意事项
4.1不得使用已磨损的连轴器的部件
①联轴器组件的螺栓松动的情况下继续使用的话,轴的固定部位也会出现磨损,内部的润滑剂泄漏,会导致链条、传动齿轮等部件的破损。
4.2对于调整马达高度用的垫片,不要重叠使用好几层。
①轴套组件连接是有一定柔韧性的连接方式,轴承稍有一点点的偏差也不会影响使用。
但若超过允许值,会出现震动,加速磨损,导致故障发生。
②放几层薄的垫片来调整马达,会很花时间,用稍厚的垫片可缩短调整时间。
4.3不得粗暴地使用法兰盘
①法兰盘用螺栓、链条固定时,不要强行敲打,或用撬棒撬动组装。
4.4不要忘了采取防止固定螺栓松动的措施。
①轴承连接部位虽然有固定螺栓,但高速的回转或震动会导致螺栓的松动、移位,随后会渐渐造成连接部件等的损坏。
②涂抹防止固定螺栓松动涂剂也可起到防止螺栓松动的效果。
5.密封圈保养的注意事项
5.1不得直接敲打插入带有金属环的密封圈
①不能用锤子敲打插入密封圈。
可能会造成金属环的局部变形,同时也会造成密封圈的扭曲变形,从而出现渗漏。
②最好应使用台虎钳压入密封圈,或借助一块板轻轻敲打插入密封圈。
5.2不能拉开较小的密封圈去代替使用稍大的密封圈
①密封圈不能使用规定尺寸以外的代替,特别注意不要用小号代替大尺寸的,必须使用正规尺寸。
②即便粗细相同,使用小尺寸的话,套上后处于紧绷的状态,一旦有磨损就很容易断裂。
5.3不得使用已松了的密封圈
①确认密封圈的状况,要注意套装密封圈的沟槽是否与密封圈正好吻合,有无太粗、或太细的情况。
②注意密封圈的外径有无贴于沟槽表面
③在密封圈上稍涂一些润滑剂,便于套入沟槽。
5.4不得切断密封圈使用
①链式轴承连接的密封圈不能切断了使用,会导致润滑剂的渗漏,部件寿命的缩短。
②一定要将链式轴承连接部位拆下,从端面套入密封圈。
6.链条、传动带保养的注意事项
6.1链条松弛不得大于轴间距离的2%
①链条的松弛状况设定不得大于轴间距离的2%。
另外,一度调整后的链条又松弛后,就需更换链条。
②受到冲击,应在容易出现移位的轴承固定装置上安装固定销或螺栓,比起焊接固定,用可以方便调整的螺栓更好。
③垂直使用的链条松弛的话,很容易从传送轴上脱落,应安装一个调节的装置。
位置应靠近驱动侧。
6.2链条的固定夹,不应对着旋转的方向
①若固定夹的开口对着旋转方向,当转动不是很顺畅时,固定夹很容易脱落。
②正确的方法应该是对着前进方向的相反方向组装。
6.3不得使用过多的调节链片来进行调整
①正确安装链条时,不得使用过多的调节链片。
②调节链片是用销子和两个链片制作的,强度不会很良好。
6.4不得无视链条的抖动
①链条套在传动齿轮上,运作中,不能无视链条不顺时发出的“咔嚓、咔嚓”声。
②这种情况的发生时可能是链条的松弛、传送齿轮的磨损、或是轴心的偏差造成的。
无视这种情况发生的话,最终会导致链条的损坏,齿轮的齿牙折断,固定轴承的架子磨损等。
6.5不能在链条上涂抹润滑膏
①滚轮式链条的构造如图,中
 升级会员
升级会员 