熔炼焊剂及选用及烧结焊剂及选用.docx
《熔炼焊剂及选用及烧结焊剂及选用.docx》由会员分享,可在线阅读,更多相关《熔炼焊剂及选用及烧结焊剂及选用.docx(6页珍藏版)》请在冰豆网上搜索。
熔炼焊剂及选用及烧结焊剂及选用
熔炼焊剂及选用及烧结焊剂及选用
1.熔炼焊剂的牌号
焊剂牌号的编制远在GB12479-90颁布之前,旧牌号焊剂目前仍盛行国内。
牌号前“HJ”表示埋弧焊及电渣焊用熔炼焊剂。
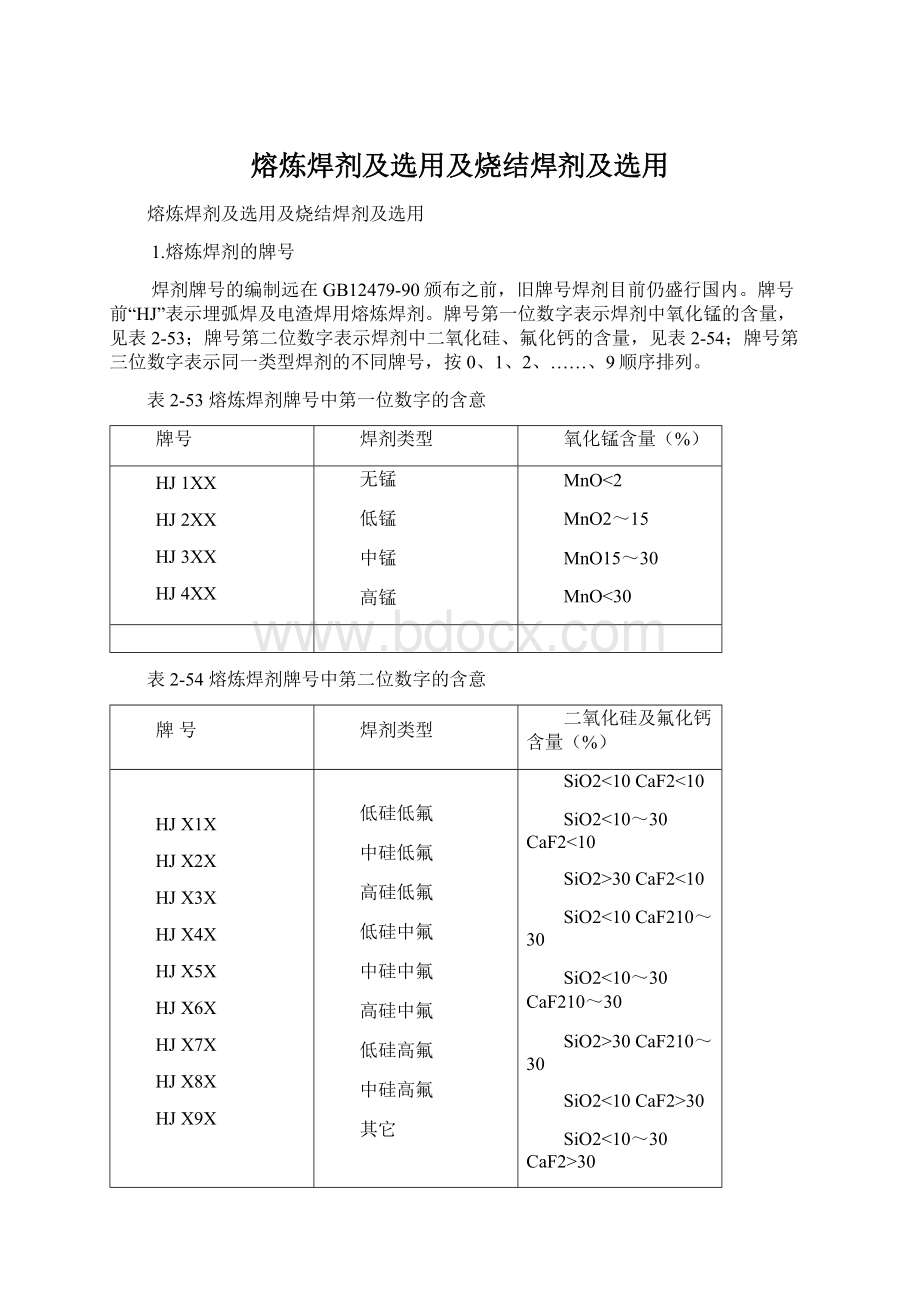
牌号第一位数字表示焊剂中氧化锰的含量,见表2-53;牌号第二位数字表示焊剂中二氧化硅、氟化钙的含量,见表2-54;牌号第三位数字表示同一类型焊剂的不同牌号,按0、1、2、……、9顺序排列。
表2-53熔炼焊剂牌号中第一位数字的含意
牌号
焊剂类型
氧化锰含量(%)
HJ1XX
HJ2XX
HJ3XX
HJ4XX
无锰
低锰
中锰
高锰
MnO<2
MnO2~15
MnO15~30
MnO<30
表2-54熔炼焊剂牌号中第二位数字的含意
牌号
焊剂类型
二氧化硅及氟化钙含量(%)
HJX1X
HJX2X
HJX3X
HJX4X
HJX5X
HJX6X
HJX7X
HJX8X
HJX9X
低硅低氟
中硅低氟
高硅低氟
低硅中氟
中硅中氟
高硅中氟
低硅高氟
中硅高氟
其它
SiO2<10CaF2<10
SiO2<10~30CaF2<10
SiO2>30CaF2<10
SiO2<10CaF210~30
SiO2<10~30CaF210~30
SiO2>30CaF210~30
SiO2<10CaF2>30
SiO2<10~30CaF2>30
焊剂牌号举例:
HJ431X
焊剂粒度为60-14目
焊剂牌号编号为1
焊剂为高硅低氟型
焊剂为高锰型
埋弧焊及电渣焊熔炼焊剂
2.熔炼焊剂的选用
目前我国生产的焊剂大部分是熔炼焊剂,有30余个品种,其中HJ431的产量占熔炼焊剂总产量的80%左右。
国产常用熔炼焊剂的简明特性、成分及用途列于表2-55、表2-56。
低碳钢焊接结构常采用H08A或H08MnA焊丝,一般选用高锰高硅焊剂(如HJ431),通过焊剂可向焊缝金属中过渡一定的Si、Mn合金元素,使焊缝金属具有良好的综合力学性能。
如果选用无锰、低锰或中锰焊剂时,则采用高锰焊丝(如H08MnA)或某些合金钢焊丝也可获得满意的结果。
焊接低合金钢结构时,应选用中性或碱性焊剂(如HJ350、HJ250等)。
特别当焊接强度级别高而低温韧性好的低合金钢时,须选用碱度较高的焊剂。
2.4.4烧结焊剂及选用
1.烧结焊剂的牌号
牌号前“SJ”表示埋弧焊用烧结焊剂。
牌号第一位数字表示焊剂熔渣的渣系,见表2-57;牌号第二位、第三位数字表示同一渣系类型焊剂中的不同牌号的焊剂,按01、02、……09顺序排列。
烧结焊剂产品牌号中也应标注“符合GB-HJXXX-HXXX”或“符合GB-FXXXX-HXXXX”。
表2-55国产常用熔炼焊剂的简明特性
牌号
焊剂类型
用途
组成成分(%)
HJ130
无锰高硅低氟
埋弧焊
SiO235~40、CaF24~7、MgO14~19、CrO10~18、Al2O312~16、TiO27~11、FeO2.0、S≤0.05、P≤0.05
HJ131
无锰高硅低氟
埋弧焊
SiO234~38、CaF22~5、CaO48~55、Al2O36~9、R2O≤3、FeO≤1.0、S≤0.05、P≤0.08
HJ150
无锰中硅中氟
埋弧焊
SiO221~23、CaF225~33、Al2O328~32、MgO9~13、CaO3~7、S≤0.08、P≤0.08
HJ151
无锰中硅中氟
埋弧焊
SiO224~30、CaF218~24、Al2O322~30、MgO13~20其它元素总量≤8、CaO≤5、FeO≤1.0、S≤0.07、P≤0.08
HJ172
无锰低硅高氟
埋弧焊
MnO1~2、SiO23~6、CaF245~55、Al2O328~35、CaO2~5、ZrO22~4、NaF2~3、R2O≤3、FeO≤0.8、S≤0.05、P≤0.05
HJ230
低锰高硅低氟
埋弧焊
MnO5~10、SiO240~46、CaF27~11、Al2O310~17、MgO10~14、CaO8~14、FeO≤1.5、S≤0.05、P≤0.05
HJ250
低锰中硅中氟
埋弧焊
MnO5~8、SiO218~22、CaF223~30、Al2O318~23、MgO12~16、CaO4~8、R2O≤3、FeO≤1.5、S≤0.05、P≤0.05
HJ251
低锰中硅中氟
埋弧焊
MnO7~10、SiO218~22、CaF223~30、Al2O318~23、MgO14~17、CaO3~6、FeO≤1.0、S≤0.05、P≤0.05
HJ252
低锰中硅中氟
埋弧焊
MnO2~5、SiO218~22、CaF228~24、Al2O322~28、MgO17~23、CaO2~7、FeO≤1.0、S≤0.07、P≤0.08
HJ260
低锰高硅中氟
埋弧焊
MnO2~4、SiO229~34、CaF220~25、Al2O319~24、MgO15~18、CaO4~7、FeO≤1.0、S≤0.07、P≤0.07
HJ330
中锰高硅低氟
埋弧焊
MnO22~26、SiO244~48、CaF23~6、MgO16~20、Al2O3≤4、CaO≤3、FeO≤1.5、R2O≤1、S≤0.06、P≤0.08
HJ350
中锰中硅中氟
埋弧焊
MnO14~19、SiO230~35、CaF214~20、Al2O313~18、CaO10~18、FeO≤1.0、S≤0.06、P≤0.07
H351
中锰中硅中氟
埋弧焊
MnO14~19、SiO230~35、CaF214~20、Al2O313~18、CaO10~18、TiO22~4、FeO≤1.0、S≤0.04、P≤0.05
HJ360
中锰高硅中氟
电渣焊
MnO20~26、SiO233~37、CaF210~19、Al2O311~15、MgO5~9、CaO4~7、FeO≤1.0、S≤0.10、P≤0.10
HJ430
高锰高硅低氟
埋弧焊
MnO38~47、SiO238~45、CaF25~9、Al2O311~15、CaO≤6、Al2O3≤5、FeO≤1.8、S≤0.06、P≤0.08
HJ431
高锰高硅低氟
埋弧焊
MnO34~38、SiO240~44、CaF23~7、MgO5~8、CaO≤6、Al2O3≤4、FeO≤1.8、S≤0.06、P≤0.08
HJ433
高锰高硅低氟
埋弧焊
MnO44~47、SiO242~45、CaF22~4、CaO≤4、Al2O3≤3、FeO≤1.8、R2O≤0.5、S≤0.06、P≤0.08
HJ434
高锰高硅低氟
埋弧焊
MnO35~40、SiO240~45、CaF24~48、CaO3~9、TiO21~8、Al2O3≤6、MgO≤5、FeO≤1.5、S≤0.05、P≤0.05
 升级会员
升级会员 