焊接材料的选用电焊条的型号和牌号.docx
《焊接材料的选用电焊条的型号和牌号.docx》由会员分享,可在线阅读,更多相关《焊接材料的选用电焊条的型号和牌号.docx(17页珍藏版)》请在冰豆网上搜索。
焊接材料的选用电焊条的型号和牌号
焊接材料的选用:
电焊条的型号和牌号
电焊条(电电焊条的型号和牌号
双击自动滚屏发布者:
fj发布时间:
2005-6-23阅读:
24次
3.3电焊条的型号和牌号
焊条型号指的是国家标准规定的各类标准焊条;焊条牌号指的是有关工业部门或生产厂家实际生产的焊条产品。
3.3.1电焊条的型号
焊条型号是以焊条国家标准为依据,反映焊条主要特性的一种表示方法。
焊条型号包括以下含义:
焊条类别、焊条特点(如焊芯金属类型、使用温度、熔敷金属化学组成或抗拉强度等)、药皮类型及焊接电源。
不同类型焊条的型号表示方法也不同。
(1)碳钢焊条型号划分
根据GB/T5117—95《碳钢焊条》标准规定,碳钢焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类进行划分。
22碳钢焊条型号编制方法为:
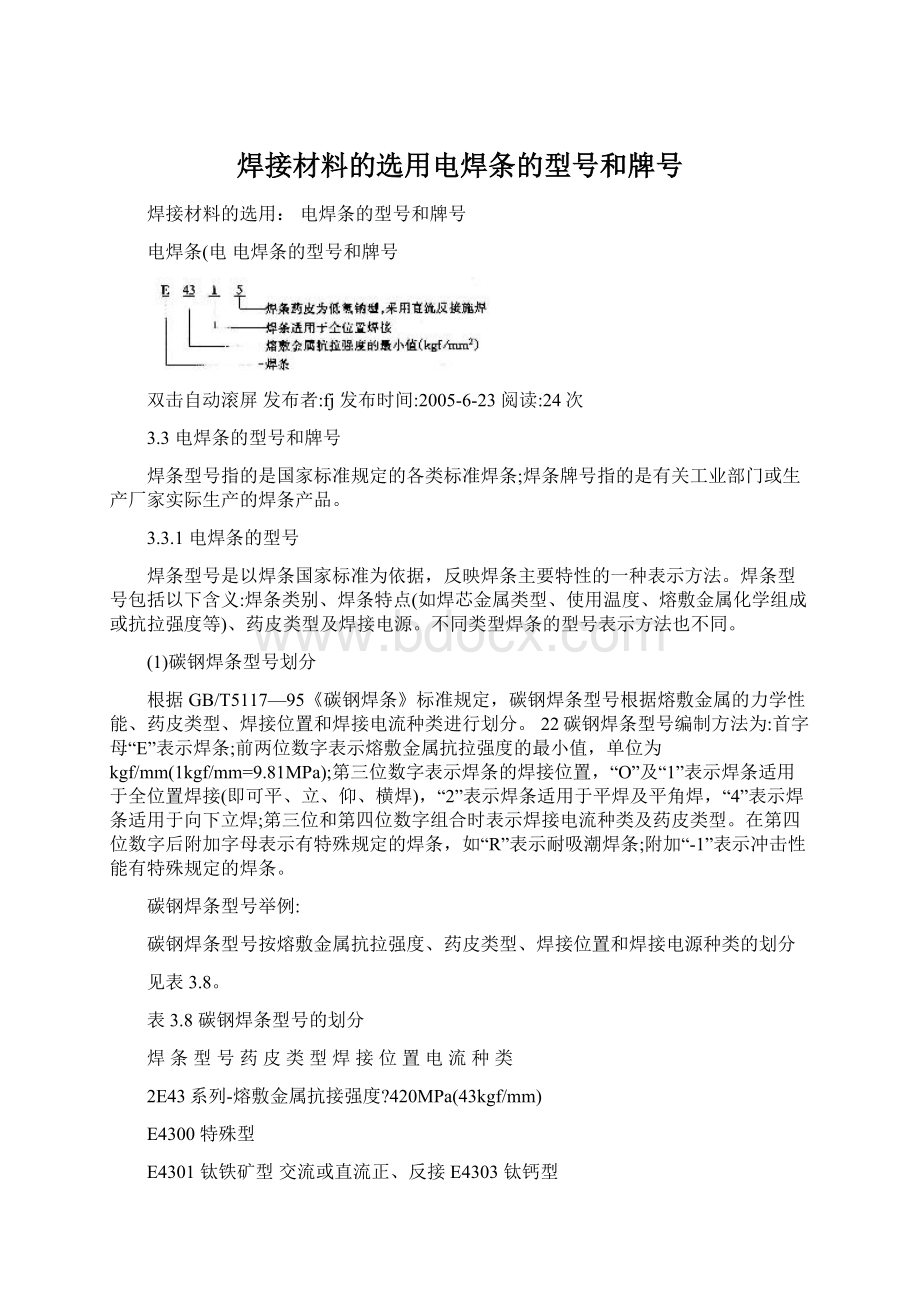
首字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm(1kgf/mm=9.81MPa);第三位数字表示焊条的焊接位置,“O”及“1”表示焊条适用于全位置焊接(即可平、立、仰、横焊),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加字母表示有特殊规定的焊条,如“R”表示耐吸潮焊条;附加“-1”表示冲击性能有特殊规定的焊条。
碳钢焊条型号举例:
碳钢焊条型号按熔敷金属抗拉强度、药皮类型、焊接位置和焊接电源种类的划分
见表3.8。
表3.8碳钢焊条型号的划分
焊条型号药皮类型焊接位置电流种类
2E43系列-熔敷金属抗接强度?
420MPa(43kgf/mm)
E4300特殊型
E4301钛铁矿型交流或直流正、反接E4303钛钙型
E4310高纤维素钠型直流反接E4311高纤维素钾型平、立、仰、横交流或直流反接E4312高钛钠型交流或直流正接E4313高钛钾型交流或直流正、反接E4315低氢钠型直流反接E4316低氢钾型交流或直流反接
平交流或直流正、反接E4320氧化铁型平角焊交流或直流正接E4322平交流或直流正接E4323铁粉钛钙型平、平角焊交流或直流正、反接E4324铁粉钛型
平交流或直流正、反接铁粉氧化铁型E4327平角焊交流或直流正接
铁粉低氢型平、平角焊交流或直流反接
2E50系列-熔敷金属抗接强度?
490MPa(50kgf/mm)
E5001钛铁矿型交流或直流正、反接E5003钛钙型
E5010高纤维素钠型直流反接平、立、仰、横E5011高纤维素钾型交流或直流反接E5014铁粉钛型交流或直流正、反接E5015低氢钠型直流反接
E5016低氢钾型交流或直流反接E5018铁粉低氢钾型
E5018M铁粉低氢型直流反接
E5023铁粉钛钙型平、平角焊交流或直流正、反接E5024铁粉钛型
E5027铁粉氧化铁型平、平角焊交流或直流正接
E5028铁粉低氢型交流或直流反接E5048平、仰、横、立向下
注:
1.平—平焊,立—立焊,仰—仰焊,横—横焊,平角焊—水平角焊,立向下—向下立焊。
2.焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E××15、E××16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号焊条。
3.E4322型焊条适宜单道焊。
表3.9碳钢焊条熔敷金属化学成分%
Mn,Ni,Cr,焊条型号CMnSiSPNiCrMoVMo,V总量E4300、E43
01
E4303、E43
10
E4311、E43
12
E4313、E43,0.0350.040,20
E4322、E43
23
E4324、E43
27
E5001、E50
03
E5010、E50
11
E5015、E5016,1.600.751.75E5018、E5027
E4315、E43160.0350.0400.300.200.300.08E4328、E5014,1.251.500.90E5023、E5024
E5028、E5048,1.601.75E5018M0.120.40,1.600.800.0200.0300.250.150.350.05,
注:
表中单值均为最大值。
碳钢焊条熔敷金属化学成分和拉伸试验结果应符合表3.9和表3.10规定,焊缝金属夏比V形缺口冲击试验结果应符合表3.11规定,焊缝金属探伤应符合表3.12规定。
E4322型焊条焊缝金属纵向弯曲试样经弯曲后,在焊缝上不应有大于3.2mm的裂纹。
低氢型焊条药皮含水量和熔
敷金属中扩散氢含量应符合表3.13规定。
表3.10碳钢焊条熔敷金属的拉伸性能
抗拉强度σ屈服强度σbb焊条型号/%伸长率δ-2-25/MPa(kgf?
mm)/MPa(kgf?
mm)
E43系列
E4300、E4301、E4303、E4310
E4311、E4315、E4316、E432022330(34)E4323、E4327、E4328420(43)
E4312、E4313、E432417
E4322不要求
E50系列
E5001、E5003、E5010、E501120
E5015、E5016、E5018400(41)22E5027、E5028、E5048490(50)
E5014、E5023、E502417
E5018M365,500(37,51)24
注:
1、表中的单值均为最小值。
2、E5024型焊条的伸长率最低值为22%。
3、E5018M型焊条熔敷金属抗拉强度名义上是490MPa(50kgf/mm2),直径为2.5mm焊条的屈服点不大于530MPa(54kgf/mm2)。
表3.11碳钢焊条熔敷金属冲击吸收功
焊条型号夏比V形缺口冲击吸收功/J试验温度/?
5个试样中3个试样的平均值
E××10、E××11、E××15、E××16、,30E××18、E××27、E5048?
27
E××01、E××28、E5024-1,20
E4300、E××03、E××230?
27E5015-1、E5016-1、E5018-1,6
5个试样的平均值
E5018-M?
67,30E4312、E4313、E4320、E4322、E5014、E××2,,4
注:
1、在计算5个试样中3个试样的平均值时,5个值中的最大值和最小值应舍去,余下的两个值不小于27J,另一个值不小于20J。
2、用5个试样的值计算平均值,这5个值中要有4个值不小于67J,另一个值不小于54J。
表3.12碳钢焊条焊缝金属探伤要求
焊条型号焊缝金属射线探伤底片要求E××01、E××15、E××16、E5018、E5018M、E4320、E5048
E4300、E××03、E××10、E××11、E4313、E5014、E××23、E××2?
级
4、?
级E××27、E××28,E4312、E4322
表3.13低氢型焊条药皮含水量和熔敷金属中扩散含量-熔敷金属扩散氢含量/mL?
(100g)药皮含水量/%1焊条型号
正常状态吸潮状态甘油法色谱法或水银法E××15、E××15-1
E××16、E××16-1?
0.60,8.0?
12.0E5018、E5018-1
E××28、E5048
E××15R、E××15-1R
E××16R、E××16-1R?
0.30?
0.40?
6.0?
10.0E5018R、E5018-1R
E××28R、E5048R
E5018M?
0.10?
0.40,?
4.0
碳钢焊条试验用母材应采用符合GB700规定的Q235A级、B级,Q255A级、B级或与焊条熔敷金属化学成分和力学性能相当的其他材料。
E××15、E××16、E××18、E××28及E5048型焊
条也可采用GB/T1591规定的16Mn或其他相当的材料。
碳钢焊条试验用的焊接电流种类和焊接位置应符合表3.14规定,可用于交流或直流焊接的焊条,试验时应采用交流。
表3.14碳钢焊条试验用的焊接电流种类和焊接位置
焊接位置焊条焊条直径电流种类熔敷金属射线探伤冲击吸潮型号/mm角焊缝试验化学分析及拉伸试验试验
1.6,5.0立、仰E4300平交流或E××015.6,6.4直流正、反接平E××038.0,
2.5,5.0立、仰平E××105.6,6.4直流反接平8.0,
2.5,5.0立、仰平交流或E××115.6,6.4直流反接平,8.0
1.6,5.0立、仰交流或E4312平平直流正接5.6,8.0平
立、仰交流或E43131.6,5.0直流正、反接平
2.5,4.0立、仰交流或E5014直流正、反接5.0,8.0平
2.5,3.2立、仰4.0要求
E××155.0,6.0直流反接平,
6.4平要求
8.0,
焊条焊条直径电流种类焊接位置
型号/mm冲击吸潮熔敷金属射线探伤角焊缝试验试验试验化学分析及拉伸
2.5、3.2,立、仰4.0要求平E5016交流或5.0,6.0平,E5018直流反接6.4平要求8.0,,2.5,4.0立立E5018M直流反接,要求平5.0,8.0平平
角焊:
交流或
直流正接E43203.2,8.0平,平,平焊:
交流或
直流正、反接
交流或直流焊缝金属横向拉伸试验和纵向E43223.2,5.6,正、反接弯曲试验:
平
2.5,6.4平E××23交流或直流
E××24正、反接8.0,
角焊:
交流或,直流正接E××273.2,6.0平平焊:
交流或
直流正、反接平平
3.2,8.0平E××28要求4.0、6.4交流或3.2,仰、立向下直流反接E50484.0要求5.0平、立向下,
注:
1、平—平焊,立—立焊,仰—仰焊,立向下—立向下焊。
2、E4312和E4322型焊条无射线探伤试验要求。
3、E5024型焊条不做冲击试验。
4、吸潮试验系指耐吸潮焊条。
(2)低合金钢焊条型号划分
根据GB/T5118—95《低合金钢焊条》标准规定,低合金钢焊条型号根据熔敷金属的力学性能、化学成分、药皮类型、焊接位置及电流种类划分。
首字母“E”表示焊条,前二位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平焊、立焊、仰焊及横焊),“2”表示焊条适用
于平焊及平角焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型;后缀字母为熔敷金属化学成分的分类代号,并以短划“-”与前面数字分开。
如还有附加化学成分时,附加化学成分直接
用元素符号表示,并以短划“-”与前面后缀字母分开。
对于E50××-×、E55××-×、E60××-×低氢型焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。
低合金钢焊条型号划分见表3.15。
表3.15低合金钢焊条型号划分
焊条型号药皮类型焊接位置电流种类2E50系列-熔敷金属抗拉强度?
490mp(50kgf/mm)
E5003-×钛钙型交流或直流正、反接
E5010-×高纤维素钠型直流反接
E5011-×高纤维素钾型交流或直流反接平、立、仰、横E5015-×低氢钠型直流反接
E5016-×低氢钾型交流或直流反接E5018-×铁粉低氢型
平角焊交流或直流正接E5020-×高氧化铁型平交流或直流正、反接
平角焊交流或直流正接E5027-×铁粉氧化铁型平交流或直流正、反接2E55系列-熔敷金属抗拉强度?
540mp(55kgf/mm)
E5500-×特殊型交流或直流正、反接
E5503-×钛钙型平、立、仰、横
E5510-×高纤维素钠型直流反接
E5511-×高纤维素钾型交流或直流反接E5513-×高钛钾型交流或直流正、反接E5515-×低氢钠型直流反接E5516-×低氢钾型交流或直流反接E5518-×铁粉低氢型2E60系列-熔敷金属抗拉强度?
590mp(60kgf/mm)
E6000-×特殊型交流或直流正、反接E6010-×高纤维素钠型直流反接E6011-×高纤维素钾型交流或直流反接E6013-×高钛钾型平、立、仰、横交流或直流正、反接E6015-×低氢钠型直流反接E6016-×低氢钾型交流或直流反接E6018-×铁粉低氢型2E70系列-熔敷金属抗拉强度?
690mp(70kgf/mm)
E7010-×高纤维素钠型直流反接E7011-×高纤维素钾型交流或直流反接E7013-×高钛钾型交流或直流正、反接平、立、仰、横E7015-×低氢钠型直流反接E7016-×低氢钾型交流或直流反接E7018-×铁粉低氢型2E75系列-熔敷金属抗拉强度?
740mp(75kgf/mm)
E7515-×低氢钠型直流反接E7516-×低氢钾型平、立、仰、横交流或直流反接E7518-×铁粉低氢型2E80系列-熔敷金属抗拉强度?
780mp(80kgf/mm)
E8015-×低氢钠型直流反接E8016-×低氢钾型平、立、仰、横交流或直流反接E8018-×铁粉低氢型2E85系列-熔敷金属抗拉强度?
830mp(85kgf/mm)
E8515-×低氢钠型直流反接E8516-×低氢钾型平、立、仰、横交流或直流反接E8518-×铁粉低氢型2E90系列-熔敷金属抗拉强度?
880mp(90kgf/mm)
E9015-×低氢钠型直流反接E9016-×低氢钾型平、立、仰、横交流或直流反接E9018-×铁粉低氢型
2E100系列-熔敷金属抗拉强度?
980mp(100kgf/mm)
E10015-×低氢钠型直流反接
E10016-×低氢钾型平、立、仰、横交流或直流反接E10018-×铁粉低氢型
注:
1、后缀字母×代表熔敷金属化学成分分类代号如A1、B1、B2等(见表3-16)。
2、平—平焊,立—立焊,仰—仰焊,横—横焊,平角焊—水平角焊,立向下—向下立焊。
3、表中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E××15-×、E××16-×及E××18-×型焊条及直径不大于5.0mm的其他型号焊条。
低合金钢焊条型号举例:
低合金钢焊条熔敷金属的化学成分应符合表3.16规定,熔敷金属拉伸试验结果应符合表3.17规定。
低合金钢焊缝射线探伤应符合表3.18规定。
焊缝金属夏比V武汉缺口冲击试验结果应符合表3.
19规定。
低合金钢焊条药皮含水量或熔敷金属扩散氢含量应符合表3.20要求。
角焊缝试验用母材采用抗拉强度相当于试验焊条熔敷金属规定抗拉强度的低合金钢。
化学成分试验用母材采用GB700规定的
Q235A级、B级,Q255A级、B级,GB1591规定的16MPa或与试验焊条熔敷金属化学成分相当的其他牌号低合金钢。
表3.16低合金钢焊条熔敷金属化学成分/%
化学成分%焊条型号CMnSiNiCrMoVNbWBCuSP
碳钼钢焊条
E5010-A
10.060.41E5010-A1
E5010-A1
E5010-A0.40,10.120.60,,,,,,,0.0350.0350.650.90E5010-A1
E5010-A10.80
E5010-A0.6010.40
E5010-A11.00
铬钼钢焊条E5500-B
10.0350.035E5503-B10.600.40,0.05,E5515-B10.650.12E5516-B1
E5518-B10.80,E5515-B20.600.40,,E5515-B2L0.051.000.650.90,E5516-B20.600.05,
0.12E5518-B2,0.80E5518-B2L0.05
E5500-B2-
0.80,V0.10,,,1.500.35E5515-B2-
V0.0350.035E5516-B20.15,0.10,-VNb0.400.250.70,0.71.00E5515-B0.05,0.20,0.25,0,0.602-VW0.120.350.501.10
E5500-B3,0.30.2-VWB1.50,0.20,0.001,0,0,2.500.600.003E5515-B3V0.800.601.00WB
E5515-B32.40,0.70,0.25,0.35,,,-VNb3.001.000.500.65
化学成分%焊条型
号CMnSiNiCrMoVNbWBCuSP
铬钼钢焊条
0.0E60005,0.60-B30.12
E6015-B0.051.003L
E6015-B2.00,0.90,30.600.501.20E6016-B0.05,0.90,30.12,,,,,0.0350.035E6018-B
30.80E6018-B
3L0.05E55151.75,0.40,1.00-B4L2.250.65
0.00.4E55160.30,0.40,1.00,7,0,0.05-B50.600.601.250.150.70
镍钢焊条
E5515
-C10.60E5516-C0.121
E5518-C0.8012.00,1.25,,,,,,,0.0350.0352.75E5015-C
1L
E5016-C0.050.501L
E5018-C
1L
E55160.60-C23.00,0.123.75E5518-C0.802
E5015
-C2L
E5016-C0.050.502L
E5018-C
2L
E5515-C
3
E5516-C0.40,0.80,0.120.800.150.350.050.030.0331.251.10
E5518-C
3
镍钼钢焊条
E55180.80,0.80,0.40,0.100.600.050.02,,,0.100.020.03-NM1.251.100.65
锰钼钢焊条
E6015
-D10.60E6016-D1.25,
11.75
E6018-D0.25,0.120.80,,,,,,,0.0350.03510.45E5515
-D31.00,0.601.75E5516-D
3
E5518-D0.803
E7015-D
20.60E7015-D1.65,0.1522.00
E6018-D0.802
其他低合金钢焊条
E××
03-G
E××10
-G
E××11
-G
E××13?
?
?
?
?
-G,?
0.10,,,,,,1.000.800.500.300.20E××15
-G
E××16
-G
E××18
-G
E5020-G
化学成分%焊条型号CMnSiNiCrMoVNbWBCuSP
其他低合金钢焊条
0.60,1.40,E6018-M0.100.800.150.350.05,,,,0.030.031.250.80
0.75,0.40,E7018-M0.351.702.100.25,1.30.501.25,E7518-M0,0.400.602.501.80
1.31.75,0.30,0.30,E8518-M0,2.501.500.552.25
0.80,3.00,0.20,E8518-M10.650.650.0150.0121.603.800.30
0.3
0.40,0.40,0.20,0.15,0,E5018-W0.800.0250.0250.700.700.400.300.6
00.12,0.3
0.50,0.35,0.40,0.45,0,E5518-W,0.0350.0351.300.800.800.700.7
5
注:
1、焊条型号中的“××”代表焊条的不同抗拉强度等级(50、55、60、70、75、80、85、90及100)。
2、表中单值除特殊规定外,均为最大百分比。
3、E5518-NM型焊条铝不大于0.05%。
4、E××××-G型焊条只要1个元素符合表中规定即可,当有-40?
冲击性能要求不小于54J时,该焊条型号标志为E××××-E。
表3.17低合金钢焊条熔敷金属力学性能
抗拉强度σ屈服强度σbb焊条型号/%伸长率δ-2-25/MPa(kgf?
mm)/MPa(kgf?
mm)E5003-×20
490(50)390(40)E5010-×、E5011-×、E5015-×、E5016-×、E225018-×、E5020-×、E5027-×
E5500-×、E5503-×16E5510-×、E5511-×17540(55)440(45)E5513-×16E5515-×17E5516-×、E5518-×540(55)440(45)17
E5515-C3、E5518-C3440,540(45,55)22E6000-×14E6010-×、E6011-×15490(50)E6013-×590(60)14E6015-×、E6016-×、E6018-×15E6018-M22E7010-×、E7011-×15E7013-×13690(70)590(60)E7015-×、E7016-×、E7018-×15E7018-M18E7515-×、E7516-×、E7518-×13740(75)640(65)E7518-M18E8015-×、E8016-×、E8018-×780(80)690(70)13E8515-×、E8516-×、E8518-×13830(85)740(75)E85
 升级会员
升级会员 