文献翻译译文自动装配模型注塑模具.docx
《文献翻译译文自动装配模型注塑模具.docx》由会员分享,可在线阅读,更多相关《文献翻译译文自动装配模型注塑模具.docx(13页珍藏版)》请在冰豆网上搜索。
文献翻译译文自动装配模型注塑模具
自动装配模型注塑模具
注射模具是包含产品生产部分和自动化装配的组件,本篇论文论述了注射成型模塑的两个关键的装配组件,也就是由计算机设计模拟出来,并且决定非生产部件在装配组件中的位置和取向。
这种从本质特征和客观取向所设计的组件,是为了表现出注射成型装配组件的。
这种设计允许设计者忽略模塑制件的细节,直接描述制件重点的那一部分及其原因,因此它给设计者提供了一次设计装配的机会,一个系统的简单几何方法通常可以在相同的条件下推断出一个客观配件在装配组件中的位置。
在这种粗略设计和系统简单的几何方法的基础上,模塑自动化装配组件被进一步研究。
关键词:
模塑组装,表观现象,注射成型,客观取向
1.前言
注射成型是塑料制造业中最重要的一个环节。
它所必要的设备包含两个部分:
注射成型机和注射模具。
今天所用的注射模具机就是所谓的万能机,在一定的范围内不同尺寸的塑件通过它生产出来,但是模具设计时需要根据塑件的要求进行改变。
不同的模具布局对于不同的模具形状是必要的。
注射成型模具的最基本的任务就是将熔化了的材料生产成不同形状的制品,这个任务是由包含了阳模、型腔、嵌件、一级顶出机构的型腔系统完成的。
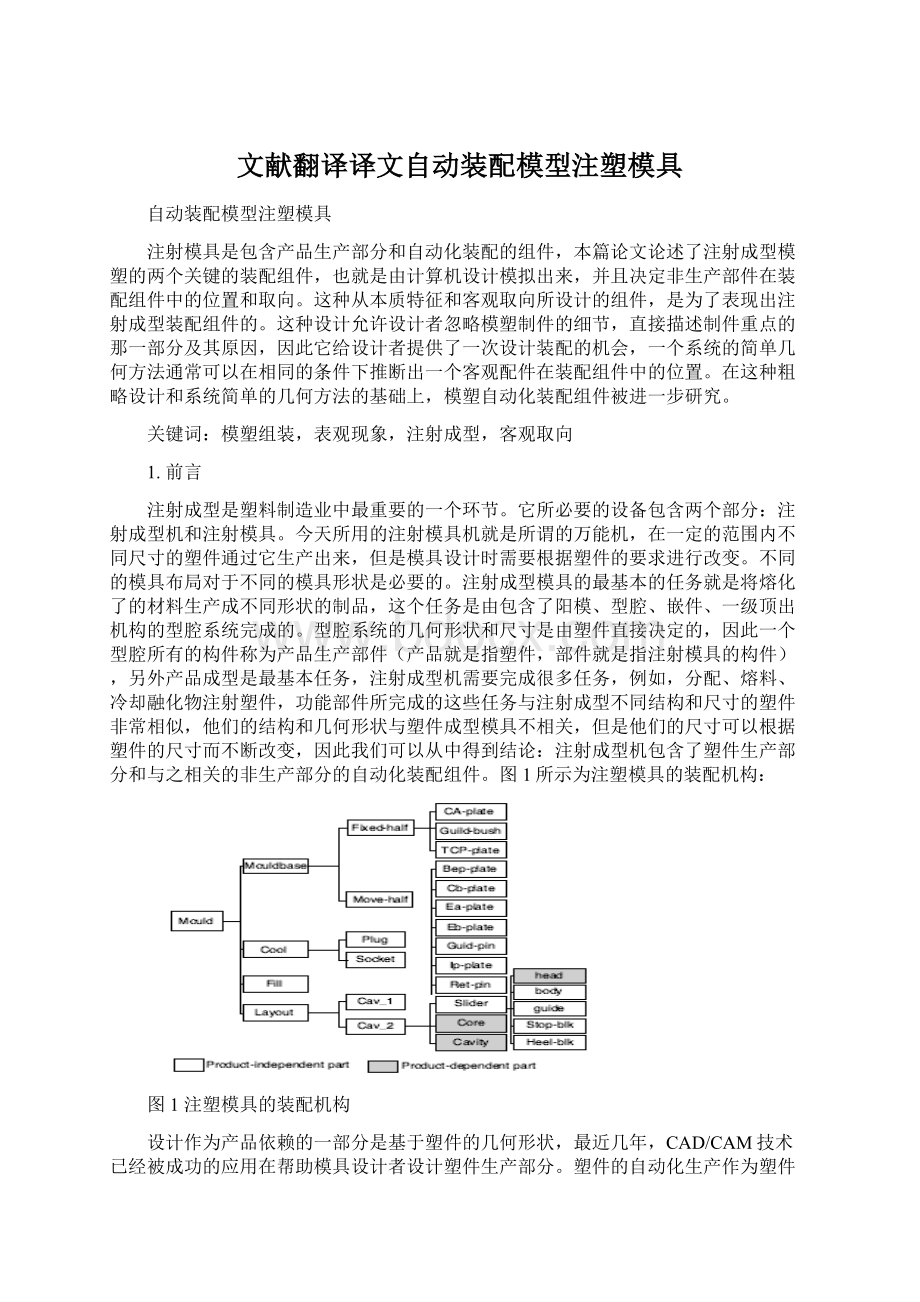
型腔系统的几何形状和尺寸是由塑件直接决定的,因此一个型腔所有的构件称为产品生产部件(产品就是指塑件,部件就是指注射模具的构件),另外产品成型是最基本任务,注射成型机需要完成很多任务,例如,分配、熔料、冷却融化物注射塑件,功能部件所完成的这些任务与注射成型不同结构和尺寸的塑件非常相似,他们的结构和几何形状与塑件成型模具不相关,但是他们的尺寸可以根据塑件的尺寸而不断改变,因此我们可以从中得到结论:
注射成型机包含了塑件生产部分和与之相关的非生产部分的自动化装配组件。
图1所示为注塑模具的装配机构:
图1注塑模具的装配机构
设计作为产品依赖的一部分是基于塑件的几何形状,最近几年,CAD/CAM技术已经被成功的应用在帮助模具设计者设计塑件生产部分。
塑件的自动化生产作为塑件生产的一部分给人们带来很大的研究兴趣,然而在塑料模具装配建模上却很少有行动,尽管它和产品的设计一样很重要。
当应用CAD系统设计产品生产部分和所有的注射成型装配组件时模具工业面临以下两种困难,第一,在一个模具系统中往往有一百多个产品生产部分,并且这些部分之间互相联系互相制约,模具设计者在一个装配组件取向和安排这些组件时浪费了很多时间,第二,模具设计者利用大部分的时间来思考实际存在的客观部件的选用原则,例如,螺丝、底座、钉子时,CAD系统应用了一个完全不同的客观无体几何水平。
结果高水平的客观取向想法不得不翻译成低水平的CAD系统,例如,线、面、块,因此,对于解决上面的两个问题,发展一个模塑自动化装配组件是非常重要的。
在这篇论文中我们论述了模塑自动化组建的两个关键因素。
在计算机中涉及模具生产部分和模具生产装配组件,并且决定组成部分在一个装配组件中的位置和客观取向。
这篇论文简要的描述了模塑装配组件的相关研究,并且论述了注射成型模塑装配组件的一个不可缺少的设计,一个简单的几何方法被用来决定一个部件在模具装配组件中的位置和客观取向,介绍了注塑成型模塑的自动化装配组件的一个例子。
2.相关的研究
模具装配已经在很多领域广泛研究,例如,动力机体学、人工智能和几何建模学。
Libardi等人编辑了一本模塑组件的书,他们在其中报道了许多研究者在模具装配研究中利用图标机构。
在这个图标方案中,一些组件被比喻成鼻子,一些感观机体被弧线连接起来。
然而,这些感官机体并没有重合在一起,这就严重的影响了改性过程。
例如,一个几何装配移动,所有与之相关的部件没有相应的移动。
Lee和Gossard发明了一种支持包含了最基本信息的数据库的有等级差别的装配组建系统,这些最基本的信息包含了两个部件之间的垫片,这些改型基体取决于与之相关的实体,但是这些有等级模具差别的模具组建仅仅代表了这些模具中的一部分。
自动化推断配置部件在装配中的作用,意味着模具设计者可以避免直接定义这些改性机体,另外,一个部件位置的改变,将会随着与之相连的任意一个部件的形状和位置的改动而变动,存在着三种技术推断计算一个部件在一个装配组件中的位置和取向,这三种技术分别是数字迭代技术、系统代数技术、和系统几何技术。
Lee和Gossard指出数字迭代技术使用计算存在与空间关系中任何一个部件的位置和取向,他们的方法包含了三个步骤:
产生约束等式、减少约束等式的数量和解决这些等式,存在着16个等式与条件不符,18个等式符合条件,6个对任何机体合适的等式,还有2个附加等式符合旋转部分,通常这些等式的数量超过了可以利用的等式,因此这就需要一种技术筛选到不需要的公式,牛顿力学公式被用来解决这个问题。
这种技术有两个缺点:
第一、这种方法严重的依赖这前面的方法;第二、数字迭代技术不能区别不同的数字基础,因此,它很可能用在空间关系的问题上,这个领域不是数学方面的空白,但是在理论上还很模糊。
Ambler和Popplestone提出了一种方法用来计算装配组建中的每一个部件在两个部件之间转换和改观方面所需要的空间关系,每一个部件存在着关于空间关系的六个转变三个移动和三个旋转)。
这种技术需要大量的计算机程序应用和数据计算,同样他不能用来解决在任何时间出现的所用问题,尤其是当一个等式不能在程序中被重写的时候。
Kramer发明了一种能够决定一个刚性物体的位置和取向的集合方法,这种方法满足一套的几何约束。
这种几何方法是通过产生一系列没任何约束的系统方法来解决问题的。
这就导致了DOF数量的下降,Kramer利用了一种解决问题的技术称作“上帝”,这是一个包含了一个点和两条直交轴线的技术。
7条约束现在图标间被定义出来,对于一个涉及到单个对象与约束在那个机构上的标记与不变属性和实验分析的标记的问题获得了解决。
经试验分析后确定一个几何物体的最终布局,再一步一步的解决客观物体的布局,自由度决定哪一种方法将会满足一个物体没有约束,这考虑到将来减小物体的自由运行,在每一步的结尾,一个可行的的法案增加到装配计划中。
根据Shah和Rogers的方法,Kramer的描述在塑装配组建技术中起到了重大的作用,这种系统的几何方法可以解决所有的约束条件,并且与数字迭代技术相比他拥有更吸引人的数字计算技术,但是要应用这种方法就需要大量的应用程序。
尽管很多的设计者积极的投入到模塑装配组建技术上,但是关于塑料注射成型模塑装配组建技术的成果很少被系统的报道。
Kruth等人发明一种支持注射成型的设计系统,他们的系统通过高水平的功能模塑组建支持了注射成型模塑技术,因为他们的技术是建立在AUTOCAD的基础上,所以只能通过简单的块和线框表示出来。
3.注射成型装配组件的表征
注射成型模塑的自动化装配组件的两个关键技术是在计算机中将模塑装配组件表示出来以及决定部件的生产部分在装配组件中的位置和方向。
在这个阶段我们可以利用客观取样和表观现象来代表注射成型的装配组件。
在计算机中会使每个部件的结构与空间关系变为现实,这种设计必须支持所有的部件在装配组件中的配合,所有部件间的改变关系和装配组件作为一个整体的操作要求。
另外,装配组件的这种设计要求设计者在设计师必须满足以下的要求:
1、要求模具设计者有高水平的技术来应对实际存在的物体水平;
2、装配组件的这种设计必须能够正确的表现出自动生产过程的功能;
为了满足这些要求一种具有表观现象和客观取向的有等级差别的模具被应用在注射成型技术中,一个装配组件可以被分成很多集合装配,这个集合装配有包含了很多的构件,因此有等级差别的模具能够分成合适的代表两个构件之间的结构。
一个等级差别的模具暗示了一个明确的装配组件组,另外,一个等级差别的膜具能够直接表现出一个构件对另一个构件的依赖。
基于特征的设计要求设计者站在一个比实际应用模具更高的水平线。
几何形状是直接的、有尺寸的,当功能建模设计出来细节,使用者能够很快的通过一系列参数直接定位。
当然,由于几何形状之间的关系,它同样也可以使设计者比客观取向的模具设计者容易做出变动。
没有客观取向设计者就要根据模具要求考虑到所有的几何结构,因此,每一次设计改变可直接根据模具要求改变而改变。
另外,客观取向的设计能够给设计者提供更高水平的组件物体,例如,当模具设计者考虑到物体的真实水平时,如一个冷却水孔相关的客观表象在计算机中模拟使用。
客观取向模具设计是一个在考虑到现实事件中的模具技术的基础上所应用的一种新的方法,它的基础是客观物体,这个物体结合了数据结构和性能客观取向方法被用来理解问题和设计程序和数据库,另外,客观取向代表了装配组件制造时单位客观物体和总的组件的包含与被包含关系。
图2表示了模具装配中的表观现象与客观取向,代表性就是抽象的层次结构来自低水平的几何实体到高水平的组件。
项目图包含方格代表装配模具,实线代表部件的关系,虚线代表其它的关系,部件组成实体。
它联合了表观现象与客观取向的优点,它不仅包含部件与整体的关系,更拥有一些模具装配的结构关系和使用功能。
在3.1中将进一步分析模具装配的意义,而在3.2中详细的介绍各部件之间的关系。
图2模具装配中的表观现象与客观取向
3.1.装配模具的定义
在我们的工作中,把模具装配“O”在下面的公式中是独一无二的实体:
O(Oid,A,M,R)
(1)
在这里:
Oid是模具装配的唯一标识符(O);
A是一个三元组合(t,a,v),其中a是O的一个属性,每个与之相关的元素就是字符t,a和v;
M是一个数组,(m,tc1,tc2,%,tcn,tc)。
每一个元素都是每个功能的唯一标识符。
R是O与其它元素之间的关系,这儿又六种基本的关系在模具装配中。
即:
Part-of,SR,SC,DOF,Lts,andFit.
3.2.装配模具的关系
在模具的装配中有六种关系,分别是:
Part-of,SR,SC,DOF,Lts,Fit。
Part-of—模具装配本身的一种性质;
SR—明确规定的方向与装配部件的客观取向之间的关系,对于一个组成部分,它们特殊的空间关系来源于特殊的限制(SC);
SC—一个部件与其它的装配组件之间的限制关系;
DOF—在装配完成后允许的旋转自由度;
Lts—由于旋转的自由度,单方向或多方向的限制;
Fit—尺寸的限制为了保持某种状态;
在模具装配的所有元素中,模具的装配各部件之间的关系是非常重要的,这种关系不仅决定部件的方位,而且能够保持模具装配的关系。
接下来,我们将要进一步通过例子来阐述这种关系。
3.2.1.形状特征间的关系
从本质上说,模具设计就是一种思想,模具设计师们大部分时间在想一些实际的东西,例如底板、螺丝钉、沟槽、斜面和孔。
所以,非常的有必要利用所有的标准部件建立几何模型。
模具设计师可以很容易的对部件的方位以及形状进行改变,因为那些部件间的关系都显示在模型上。
图3a显示一个平板上有个孔,这个部件有两个特征:
阶段性和反钻孔,反钻孔(FF1)在F2和F1的坐标系中可用FF1表示,公式
(2)~(5)表示了二者之间的关系。
对于形状特征,这里没有什么特殊的限制,所以设计者直接指定这种关系。
这种详细的关系如下:
图3装配关系
公式
(2)-(7)显示了FF1与FF2之间的关系,这些关系最终决定在这一部件中的方位和方向,如果把这一部件看做是模具装配,形状特征便是模具装配中的一个“元件”。
形状特征的选择是建立在标准零部件的尺寸的基础之上的,因为CAD/CAM系统技术的支持,形状特征不仅满足模具装配的尺寸和位置,而且体现了我们选择的模具部件之间的特殊关系。
为了增加那种特殊的关系,我们必须记录逻辑关系,为模具装配配备合适的关系。
在CAD系统更新前,检查合适的形状特征都是必要的。
3.2.2.各部件之间的关系
在模具装配中,某部件的方向和方位是与其它部件相关联的。
图3b显示了一个模板(PP1)与螺丝钉(pp2)。
螺钉的相对位置被模板上的孔所限制,这种模板与螺钉之间的关系如下:
就像我们从公式(8)和(9)所看到的一样,通过计算Mp和Mr决定螺钉在平板上的位置和方向是非常重要的。
Mp和Mr来自空间的限制,这种推导需要推断模具装配中的配置,这个问题将在下一阶段进行讨论。
我们已经介绍了一种注塑模具装配的计算机模型。
在这一阶段,总结计算机模型的长处是有必要的。
装配模具作为组件的代表,反过来却包括了组件,这个组件可以进一步代表装配的形状特征,如此等级关系暗示装配顺序以及包含关系。
这种基础特征不仅要求设计师们能够高水平的设计单个部件,而且扩展了模具装配的功能,因为这种性质允许部件随同其他部件位置和方向的改变而改变。
表观现象可以联合某个对象的数据库以及操作。
模具装配中封装的功能就像顶出机构与干涉检查一样能够使的例行程序自动化。
4.注射成型模塑的装配部件推断
我们从等式8和9中可以看出,装配模具中部件的方位与方向最终会被变换母体所取代。
为了方便,特别的机构关系通常是一些高水平的交配条件,就像伙伴、共线和平行。
所以,在部件之间的隐含约束关系间自动获取明确转变条件是很必要的。
在第二部分中已经对三种推断模具装配部件的技术进行了分析。
因为几何模型能够找出所有问题,并同时间的复杂性组成等式,我们用这种方法去确定装配模具部件的方位与方向,要将这种方法在模具装配中付之于行动,需要大量的规划。
然而,一种简化几何的方法被提议去确定模具装配时的部件方位与方向。
在这种简化几何的方法中,通过产生一系列的行动去满足那些约束来确定模具装配时的部件方位与方向。
满足约束的所需资料被存储在“计划碎片”中,每个计划碎片就是一个能够指定顺序和能够使移动部件按照预定的路线移动的程序,计划碎片还可以记录物体的新自由度和相关的几何变量。
从概念上说,Kramer的计划是一个三维调度表。
我们用TDOF来代表自由度的平移度,RDOF来代表自由度的旋转度。
这种计划表详尽的例举了所有空间的状态,为了满足一系列的约束在物体上的标记和球坐标系中的标记而移动物体。
例举了上面三个因素相结合的不同,将导致82中差异。
如果研究的空间减少的话,将会降低计划表中的差异。
为了实现这一目标,那些因素的例举数量需减少。
例如,对于一定的约束类型,如果TDOF由{0,1,2,3}变为{0,3}后,这样研究空间就严重的降低。
经过仔细的分析模具装配部件的组成,四个基础的约束被引用,他们的定义和代数方程如下:
由于那些相关的限制,我们计划表中的参数充分的下降了,在我们的计划表中去解决一个、两个和三个的限制,必须有九个参数。
模具装配中为了互相增加组件,更多的限制约束和自由度将会增加使用者的适应性。
然而,在自动化模具装配中,许多特殊的模具装配关系将会事先确定,许多顺序关系也不太重要。
通过上面的约束限制,各部件之间的结构关系将会被资料库中数据指定。
当增加模具装配中增加部件时,系统将会第一时间分解复杂的约束为简单的约束,然后,生成一组碎片计划使部件在模具装配中有确定的方向和方位。
5.模具非标准的集合装配
许多注塑成型的装配组件包含了生产部分和非生产部分,生产部分单个组件的设计是在塑件几何性能的基础上得到的,通常产品生产部分应有与高水平装配组件相同的取向,通常这些构件的位置和大小直接由设计者制定,对于产品省成本的设计,传统的方法是设计者从手册中直接选择所需要的模型,对这些选择的产品生产部分建立几何模型块,然后再将这些块加入到注射成型装配组件中,这样的设计既浪费时间又错误百出。
在我们所应用的新的设计方法中,所有生产部分的设计数据是在装配组件和客观需要的基础上得到的,这些数据不仅包含了几何形状和生产部分的尺寸,而且还包含了部件之间的空间约束。
另外,许多部件有固定的路线,例如:
顶出和复位同样也在这个数据库中,因此,模具设计必须选则应用这要求的模具生产部分而确定它的结构,然后计算机软件会自动的确定出这些部分所要求部件的取向和位置,最后再将这些部件加入到装配组件中。
5.1.模架组件
就像我们从图1中看到的那样,产品的生产部分可以进一步分为标准件和非标准件。
这些非标准件是由一系列底座、导向机构等装配组件构成的。
除了确定产品的性状外,一个模具还必须同时完成许多其他的功能,例如冷却、注射产品、顶出、合模导向等,许多的模具应有相似的性能,因此这就导致了他们在结构上的相似,模具结构设计中有许多标准要求,模具非标准部件就是在这些标准组件的基础上设计而成的。
根据装配组件设计师的客观取样和表观现象,模具组件的表观现象是非标准件首先应该考虑到的,另外,客观组件的设计受到组件构件之间的相互关系和构件的功能的限制,然后利用这些客观组件,一个有等级差比的集合装配(模具的非标准部件)就形成了,这些模具的生产部分可以直接由目录数据库中的数据确定,图4表示模具实际情况对立于模具的特殊组件,这种特殊的模具组件的例子被自动的添加的模具装配中,模具部件与整体之间的结构关系可以以Mp和Mr为单元表示出来。
图4模具设计实例
5.2.标准件的自动添加
一个标准件就是一个自动组件,这个可以依据3.1中的公式1定义。
在数据库中的空间约束是由交差、平面直线和弧线确定的,但是它与非标准件不同,标准件的位置和客观取向并不确定。
在设计时软件通过简单的公式直接推断出标准件的几何形状。
5.3.模具装配中的复位机构
自动化设计的一个关键考虑因素是复位过程,复位是指嵌件在设计过程中留出相应的一定空间使之归位的操作。
当一个顶出设备加入到装配组件中就要求在设计过程中留出相应的孔,以便复位。
如图5所示:
图5模具顶出机构
既然利用了客观取向技术,每一个装配组件都可以有两种表示方式:
实际存在和客观设计。
实际存在的物体空间是根据一个真实物体所要占据的空间决定的,无论何时一个客观构件被加入到装配组件中,它的真实空间尺寸也同时被设计出来,复位操作技术是根据相关构件的相互关系而设计的。
另外由于实际空间和真实空间的关系,复位技术的设计也要根据实际物体做出相应的改变,这种自动复位功能进一步说明了客观取向的优点。
6.系统实施
在客观取样和表观取向基础上设计而出的模塑自动化装配组件技术,已经在美国国立大学被应用在IMOLD领域内。
这种绘图技术是提高应用程序的一个有效方式,通过这种技术的使用这可以将其它部分加入到装配组件中修改参数等。
尽管绘图技术提供了很好的功能,但是上文提到的方法仍然被用来推断构件的布局,因为在设计过程中必须考虑到构件自由运行的程度和检查构件在加入到装配组件以前所需要的空间。
这种系统的约束条件和图表约束是相辅相成的。
图6显示为一种注塑产品,图7a中显示成型这种塑件的注塑模具,图7b中指出了各个组件在装配时的父子关系。
这种装配组件使用IMOLD技术设计的,模具中的每一个非标准件被自动的安置在装配组件中。
同样,标准件(例如:
螺钉)也是被自动的加入到装配组件中,复位技术也不例外。
图6注塑产品
图7成型注塑产品6的模具
7.结论
在表观现象和客观取向技术上所设计的具有等级差别的注射模塑装配组件,不仅仅提高了装配组件设计技术,而且同时提高了操作功能和几何约束性,例如:
自由的程度,配合条件、镶嵌和取向约束。
因为,装配组件设计的这一技术的提高,装配组件中某一构件的尺寸变化可以在整体设计完以后再做出变动。
装配组件构件的封装有以下两个特点:
1、配合技术在装配构件中封装自动化装配组件设计时可以被容易的利用;2、装配组件的封装使得装配组件的设计在应用过程中自动完成,例如:
复位和构件检查。
提出的简单的统计方法可以直接降低自动化设计过程中程序的难度。
DVD-ROM上盖的建模和注塑成型工艺对收缩率影响的分析
塑料注射成型在生产高品质塑料零件中发挥着关键的作用。
收缩是影响注塑成型零件质量最重要的因素之一。
本文通过评估丙烯腈-丁二烯-苯乙烯共聚物(ABS)材质的DVD-ROM上盖质量着重研究建模和注塑成型工艺对收缩率的影响。
通过数据分析确定工艺参数(模具温度、熔点、注射压力、注射时间和冷却时间)与收缩率之间的数学关系开发一个有效的回归模型。
有限元(FE)分析(L27)田口所设计Moldflow仿真程序中运行的正交数组。
通过方差分析(ANOVA)校验回归模型并确定工艺参数对收缩率的影响。
通过Moldflow仿真分析,可获得有限元分析与控制的回归模型的准确性。
结果显示回归模型与有限元分析实验的结果高度一致。
由此可以得出结论这项建模的收缩问题在我们的应用程序中研究成功。
关键词:
塑料注塑成型,回归建模和方差分析,收缩。
1前言
注射成型是批量生产制造薄壳塑料零件常用的加工方法之一。
塑料部件的质量取决于材料的特性、模具设计和最重要的工艺参数。
几项研究发现,注射成型的工艺参数对塑料部件的质量都有关键的影响。
他们调查注射成型工艺在生产过程中零部件的收缩、弯曲、熔合纹、凹陷和残余应力等问题。
他们的研究还显示影响塑料部件质量的最重要参数是保压、熔化温度和模具温度。
然而,这些研究没有充分考虑到其他包括注射时间和冷却时间等工艺参数的影响。
此外,德米雷尔有对收缩和翘曲变形导致部件质量问题的计算进行实验研究。
这项研究还表明了收缩和翘曲变形随着温度的升高和注射压力的降低而增加。
在这个研究中,虽然没有考虑到主要影响工艺参数注射时间和冷却时间,但是这些实验条件足够得出宝贵的结论。
许多发表的论文指出,在薄壳塑料部件的注射成型中,工艺参数和影响零塑件质量问题的收缩与弯曲可以建立物理关系。
在以往的研究中,进行一系列的试验来测量收缩和翘曲变形下的工艺参数的值。
通过数学模型利用测量的值确定最佳工艺参数。
以类似的方式,利用回归分析取得薄壳塑料零件注射成型工艺参数与通过实验获得的收缩率之间的关系。
通过工艺参数与收缩率的数学关系式创建二阶广义多项式回归方程。
由此发现,工艺对零塑件的质量起着至关重要的影响。
另一方面,在上述研究中,它没有经过任何成型仿真工具(模流分析)对实验结果进行校核。
然而,有许多研究工艺参数对质量的影响的仿真塑料注塑成型的文章。
其中一篇由Chenetal写的文章具有典型代表性。
这篇文章涉及到计算机辅助工程结合统计技术应用,用以减少塑料注塑参数引起的翘曲变形。
为此,一些依赖田口正交数组的模塑仿真分析、回归方程和方差分析(ANOVA)可以结合预测各种注塑参数引起的翘曲变形。
但是,这篇文章只是简单说明了塑料注塑过程中的翘曲变形而未提到收缩。
然而,由Chen等人写的另一篇文章负责通过利用一系列模塑仿真分析研究注塑模制品收缩率变化有影响的有效参数。
与上述研究结果不同的是,由阿尔坦做的一项研究使用田口方法、方差分析和模拟脑神经网络使注塑成型收缩减小。
进行了二十七次注射成型试验获得的聚丙烯(PP)、聚苯乙烯(PS)两种不同的聚合物材料的收缩量。
从这项研究可以看到通过综合办法可以获得最佳工艺条件对应的最小收缩量。
与从上述论文不同的是,一些研究人员只研究电火花加工(EDM)。
总之,即使这些研究者工作在不同领域,但他们有采用和塑料注射成型类似的方法。
从这项研究中,从模塑仿真分析模拟得到以有限元分析为基础的有效回归模型可获得塑料注塑工艺参数(模具温度、熔化温度、注射压力、注射时间和冷却时间)和使用ABS高分子材料的体积收缩率之间的数学关系。
大多数研究文献中没有考虑到所有这些过程参数。
在不同学者的论文内工艺参数的范围也不同。
方差分析是塑料注塑成型测量工艺参数和评估回归模型最有效的方法。
此外,通过四次DVD-ROM上盖塑件的注塑成型实验得到的理论值和实际测量值进行比较来验证创建的回归模型的准确性。
2.实验研究方法
2.1田口正交数组设计实验
利用正交数组的实验设计方法,在大多数情况下,高效方便的实验方法与传统的试验设计方法相比,有必要减少和控制实验次数。
此外,当工艺参数增加时,必须要进行大量的实验。
在此研究中,27FE分析基于田口正交数组(L27)对塑料注塑工艺参数的研究,包括
 升级会员
升级会员 