380 4#机正常浇注工序作业标准.docx
《380 4#机正常浇注工序作业标准.docx》由会员分享,可在线阅读,更多相关《380 4#机正常浇注工序作业标准.docx(24页珍藏版)》请在冰豆网上搜索。
3804#机正常浇注工序作业标准
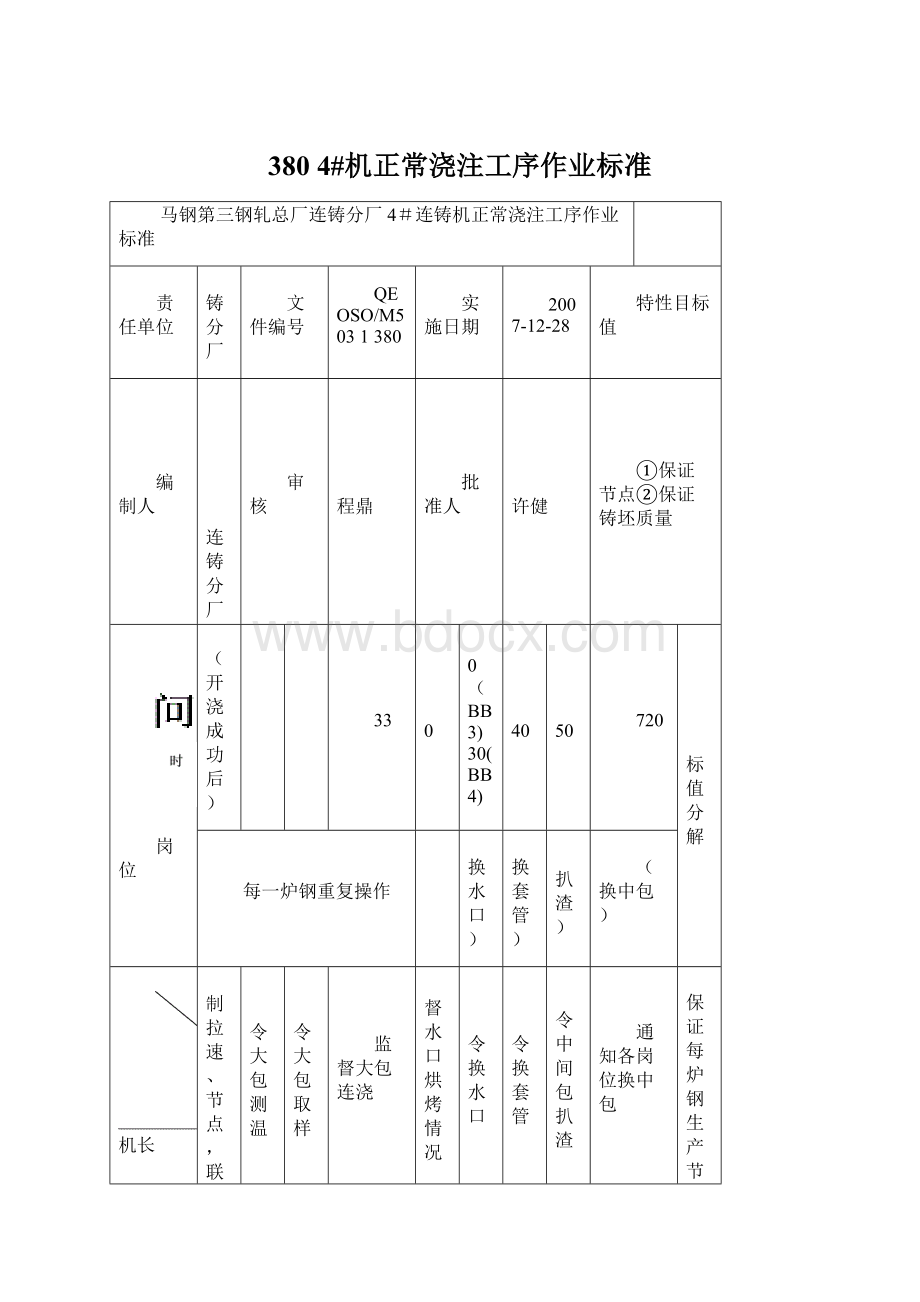
马钢第三钢轧总厂连铸分厂4#连铸机正常浇注工序作业标准
责任单位
连铸分厂
文件编号
QEOSO/M5031380
实施日期
2007-12-28
特性目标值
编制人
连铸分厂
审核
程鼎
批准人
许健
①保证节点②保证铸坯质量
岗位
0(开浇成功后)
5
6
33
40
90(BB3)
30(BB4)
240
450
720
目标值分解
每一炉钢重复操作
(换水口)
(换套管)
(扒渣)
(换中包)
机长
控制拉速、节点,联系钢水上台温度,时间
指令大包测温
指令大包取样
监督大包连浇
监督水口烘烤情况
指令换水口
指令换套管
指令中间包扒渣
通知各岗位换中包
①保证每炉钢生产节点②保证上台钢水的连浇性
大包工
1
按标准加覆盖剂
用测温枪在测温点测温
用取样器取中包钢样并送样
连接油管、风管,监督协力工套好套管
监督协力工换套管
测温,扒渣后加覆盖剂
连接油管风管,监督协力工套套管
①黑渣操作
②液面不低于400mm
③按节点测温取样
④保护浇注做好
⑤渣厚低于100mm
2
控好中间包钢液面
关闭滑板,回转大包
升起液面扒渣
把满钢包回转到浇铸位
中包工
1
控制好结晶器钢液面,
加保护渣
挑出水口
把钢水搅成箱体
①黑渣操作
②液面波动在规定范围内
③换好水口
④换中包成功
2
3
4
制作水口
更换水口并加保护渣
插入连接件
5
烘烤水口
取新水口
6
套上水口
主控
监控画面传达信息
做好记录
开具样票
提示中包工大包连浇
监控画面,做好记录、传达信息
①监控参数
②记录准确
操作钳工
检查拉矫机,火切机的工作情况和铸坯的运行情况
①出坯顺利
出坯工
写上流号、炉号,检查铸坯质量并吊运铸坯,定时量定尺
①铸坯标号
②检查质量
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
1.开浇结束后机长根据钢水温度与拉速之间的关系控制好拉速。
2.机长与上道工序联系,保证上台钢水的连浇温度和连浇时间。
3.机长根据所生产钢种和工艺要求对生产节点进行严格控制。
4.大包工根据拉速控制好中间包钢液面。
5.中间包测温。
5.1钢包开浇5分钟后大包工用测温枪测第一个温度。
5.2测第一个温度后每隔8分钟再测温一次。
6.大包工取、送中间包钢样。
6.1把取样器插入中间包钢液面下200mm左右的深度停留2~3秒钟,然后取出来。
6.2检查所取钢样是否合格,在合格钢样的一面写上炉号,另一面写上样号。
6.3带着合格钢样到主控领取样票。
6.4大包工把样票和钢样一起送到化验室。
7.中间包加覆盖剂。
7.1单开炉大包工加入碱性覆盖剂12袋,均匀铺满中间包液面,然后加入6包碳化稻壳。
2.对于浇注中出现的高温钢或低温钢要及时向调度反映,并做记录。
4.保证液面高度不低于400mm。
5.1测温枪需进入钢水200mm左右的深度。
5.2根据生产情况机长可指令适当增加测温次数。
6.1依据工艺要求或主控和机长的指令进行取样,一般用有铝取样器,在接到工艺通知后才可以使用无铝取样器。
6.2钢样上没有气孔、表面平整,拿在手上没有轻飘飘的感觉。
6.3主控必需对大包工所取钢样进行确认;大包工也必须检查样票填写是否正确。
6.4必须是大包工亲自送样。
7.覆盖剂和碳化稻壳必需保证干燥。
1.拉速控制表:
BB4
BB3
断面
13.5
13.2
13.5
13.2
水口直径
1.50
1.44
0.98
0.95
-15℃
1.44
1.40
0.95
0.92
-10℃
1.42
1.38
0.92
0.90
-5℃
1.40
1.35
0.90
0.88
目标温度
1.38
1.32
0.88
0.86
+5℃
1.35
1.30
0.86
0.84
+10℃
1.32
1.30
0.84
0.82
+15℃
1.32
1.30
0.84
0.82
≥20℃
3.生产节点:
33±2分钟。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
7.2正常浇注时覆盖剂与碳化稻壳按3:
1加入中间包,中间包液面不见红。
8.中间包扒渣。
8.1大包工用量棒测量渣厚,渣厚达到扒渣要求时通知机长。
8.2机长检查渣盆情况和渣盆小车的工作情况。
8.3大包工把溢流嘴清理干净。
8.4在机长指示下大包工缓缓涨起中间包钢液面,使浮渣从溢流嘴缓缓流出。
8.5大包工控制滑板开度缓慢降下中间包液面至正常工作液面。
8.6液面稳定后大包工加入碱性覆盖剂12包,碳化稻壳4包。
9.大包连浇。
9.1大包浇完后大包工迅速升起接受臂。
9.2另一大包工拔下液压油管和冷却风管,同时
督促协力工取下大包保护套管。
9.3大包工按下OS-5B上旋转带灯按钮将另一满钢包转到浇注位。
9.4另一大包工迅速接上液压油管和冷却风管,同时督促协力工套好大包套管。
9.5降下大包打开滑板进行浇注。
10.更换保护套管。
10.1大包浇完后协力工迅速取下保护套管。
10.2协力工旋转机械手臂把保护套管移到中包车的西北角更换套管位。
10.3协力工翻转机械手臂去掉保护套管。
8.扒渣时通知中包工注意避让。
8.2渣盆内无废钢残渣,渣盆必须干燥,小车行走正常,轨道上无杂物。
8.4扒渣时通知中包工注意避让;扒渣前要测温,对于高温钢不得扒渣。
9.3当1#臂在接收位时顺时针转到浇注位,当2#臂在接收位时逆时针转到浇注位。
9.5确认套管已套好。
10.2确认保护套管已使用到时或套管破损不能再继续使用。
10.3若托架变形则需连托架一起更换。
8.1渣厚必须小于100mm。
8.4高温钢:
SS400、Q235B中包温度高于1556℃,Q345B、Q345BD、Q345C、A572中包温度高于1550℃。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
10.4协力工装上新套管。
10.5协力工旋转机械手臂把套管转到大包下,同时大包工关闭滑板升起大包。
10.6协力工迅速套上大包套管后,大包工降下大包打开滑板进行浇注。
11.中包工加保护渣。
11.1把一袋保护渣放到结晶器罩子上的簸箕里,打开保护渣袋口,确认保护渣能用
。
11.2遵循“黑渣操作”原则,即向结晶器内均匀少量的添加保护渣。
11.3关注渣圈情况,当渣圈异常长大时,要用捞渣棒及时挑出。
11.4用细铁丝在结晶器液面内蘸几下看有无冷钢。
11.5关注保护渣使用情况,发现耗渣量不正常或化渣不良时要及时更换保护渣并向机长汇报。
12.中包工结晶器液面控制。
12.1手动控制液面:
看着结晶器钢液面通过手动调节调速旋纽来控制结晶器液面。
12.2自动控制液面。
如果设定的液位偏高或偏低,可以通过“moldlevelsetpoint”(液位设定)开关进行“lower”(向下)或“raise”(向上)调节液面设定值。
10.6清除地上的套管碎片和废钢,以防妨碍中间包车的行走。
11.保护渣必需在干燥占里干燥6小时以上。
11.1保护渣必需放在簸箕里,不能直接放在结晶器上。
11.2遵循“少、匀、勤、黑渣”原则,渣厚保持在30~40mm,一次不要加入过多,避免保护渣在结晶器角部堆积。
11.3挑渣圈速度要快,不要用捞渣棒在结晶器内大面积搅动。
11.5保护渣发白,发粘,液渣层变厚等要及时更换。
12.1调拉速必须看着结晶器钢液面进行操作,不能只看屏幕上的曲线。
12.2一般情况下,对于设定好的液位设定值不要轻易去调整。
11.保护渣加入厚度大约30~40mm。
加渣时间40~60秒。
12.液面设定值为:
182mm。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
13.中包工烘烤半浸入式水口和更换半浸入式水口。
13.1将半浸入式水口放入水口托架内,并用铁丝固定。
13.2将制作好的水口放入烘烤箱上的烘烤孔内。
13.3按工艺制度调节煤气和风量对石英质或铝碳质半浸入式水口进行烘烤。
13.4观察在用的水口情况,确定是否需要更换。
13.5用氧枪烧断需要更换水口上面的固定铁丝。
13.6更换水口。
13.6.1一人(甲)用水口叉从烘烤炉内按照水口烘烤的先后顺序挑出已烘烤好的水口,在当流前面等待。
13.6.2另一人(乙)迅速挑出要更换的水口。
把水口放到指定地方。
13.6.3甲迅速把水口放好并对中。
13.6.4对中后加入适量保护渣,保证液面不发红。
13.6.5用小氧量烧掉水口碗部的冷钢。
14.换中包操作。
14.1机长与调度联系确认换中包并传达到各岗位。
14.2大包停浇后中包工减少保护渣的加入量。
13.换水口时注意防止钢水飞溅烫伤。
13.1
(1)水口与托架接触的地方包裹一层石棉。
(2)注意水口托架分铝碳和石英水口托架两种。
13.3烘水口时机长要及时与调度室联系,确认停浇时间来控制烘水口和使用水口,以免造成浪费。
13.4注意水口的使用时间和水口的状况,对于侵蚀严重或已通的水口要及时更换。
13.6
(1)换水口时必须两个人操作。
(2)换水口时可适量减少保护渣的加入量。
(3)若水口断掉并掉入结晶器内,务必要捞出来,否则通知主控做好记录和跟踪。
13.6.5间隔10s烧一次,不能对着钢流烧,烧氧时防止钢花飞出烫伤。
13.4铝碳水口1小时;
石英水口40分钟。
13.6.3铝碳质水口插入深度:
70±15mm;
石英水口插入深度:
65±15mm。
水口对中:
处于翼缘和腹板中心线交点处
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
14.3随着中间包液面的降低中包工逐渐降低拉速。
14.4中间包快浇完后,中包工堵掉水口并停止拉坯。
14.5中包工按亮OS-1上“TundishFly”带灯按钮。
14.6机长在OS-6上操作把中间包从浇注位开到预热位。
14.7中包工捞掉结晶器内的渣圈。
14.8中包工用弯好的大氧枪把结晶器内钢液搅成“箱体”形状,并插入准备好的连接件。
14.9机长在OS-6上操作把烘烤好的中间包从预热位开到浇注位同时大包工把满钢包从接受位回转到浇注位。
14.10机长对中间包对中同时大包工连接上大包油管、冷却风管并监督协力工套好保护套管。
14.11主控查看浇注条件是否满足,满足通知机长。
14.12机长指令大包开浇,大包工打开滑板进行浇注。
14.13机长指令中间包开浇,中包工烧氧引流开第一个水口。
14.14当结晶器液面达到300mm左右时中包工在OS-1上起步给拉速。
14.15液面稳定后烧氧开第二个流。
15.火切机的操作(主控)。
15.1MENU菜单内,按自动模式,自动模式变为绿色后,方可操作。
进入Preselection(预选择)菜单内,长度、称重、2级故障均打至0位,冲渣水打开至1位。
选择切头模式,准备切割切头,火
14.换中间包时间一般控制在5分钟之内,超过5分钟不允许再继续换中间包。
14.4可适当把结晶器钢液面放低一点。
14.10小心地板上有油滑倒。
14.4中间包钢液面大约在200mm左右。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
切机切割铸坯切头为半自动状态。
15.2切割完切头后,及时进入Preselection(预选择)菜单内,将长度跟踪打至1位,返回自动画面查看是否在全自动的NormalCut(正常切割)状态。
火切机切割铸坯切头为半自动状态(即在画面上按下切头模式),切头割完后,等火切小车回到原始位后,选择长度跟踪模式。
16.移钢机的操作(主控)。
16.1挡板全部打至“down”(降下)位置。
16.2将火切辊道打至自动位。
16.3铸坯出来后,开辊道将铸坯开至冷床终端升降挡板处。
16.4使用1推和2推将铸坯推倒冷床末端。
17.主控及时与台下联系,了解铸坯质量情况。
18.主控根据钢水量和浇注时间进行分炉并做好主控记录卡的记录。
19.浇注过程中主控进行以下项目的监控。
(1)结晶器冷却水流量和温差。
(2)二次冷却水流量和压力。
(3)雾化空气流量和压力。
(4)浇铸速度。
(5)中间包钢液温度。
(6)结晶器液位控制状态。
(7)设备冷却水状态。
(8)振动台振动曲线趋势和振动参数。
20.主控进行二级系统的录入。
16.3当辊道停止后,方可开动横移机将铸坯开至1推和2推。
铸坯到达终端升降挡板后不允许继续开动辊道空转。
当横移机、1推钢机、2推钢机推钢时,到达极限位置后必须立即返回。
18.记录数据要准确、真实。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
20.1在OrderDetail界面中,建立Heatorder(计划炉号)。
在OrderDetail界面中录入钢种、铸坯根数、定尺长度、允许最大长度、允许最小长度、数据储存方式(normalstock)。
20.2在Heat内录入即将浇注的实际炉号、钢水状态、钢包号、钢种。
20.3在OrderLineup内对计划炉号与实际炉号的匹配。
同时可以对已生产完成的炉号进行clear(删除)。
20.4在CasterStatus内的In-Transit下拉菜单栏中,选择即将上台的实际炉号。
21.出坯检查铸坯的质量情况,并向主控汇报。
22.机长对铸坯质量进行检查。
22.1每两个小时到冷床区域检查铸坯质量,对于发生的划痕、芯裂、边裂、凹坑、夹渣、接痕、鼓肚、裂纹、掉肉、缩孔、形状变形等情况要及时向作业长或有关技术人员汇报。
22.2对于质检第一责任人汇报的问题,要及时到冷床区域检查确认。
并采取相应的措施。
22.3对于铸坯上出现形状变形严重、掉肉的质量缺陷要及时与产检联系,确认是否超标,若超标,则及时停浇该流并汇报调度室。
23.出坯工在铸坯上写上流号和炉号,负责对冷床上铸坯进行吊运,及时与产检、技术质量部联系铸坯的外发,有问题及时向作业长汇报。
25.浇注过程中报警的处理。
20.1Heatorder的生成是由“年+月+日+连浇序号+班次”,比如2005年10月8日小夜班生产的第三炉,其Heatorder为0510083c,a代表大夜班,b代表白班,c代表小夜班。
22.2质检第一责任人:
出坯工;
第二责任人:
机长;
第三责任人:
作业长。
23.流号写在每个流铸坯的断面,炉号写在当流最后一根铸坯的侧面。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
主要参数
25.1出现以下报警信息,浇钢工立即停止该流浇注:
◆TrackingEncoderFault(跟踪编码器故障)
◆Hyd.OscFault(液压振动故障)
◆E-stopOnStrand(铸流紧急停止)
◆MWHeaderFlowLowLow(结晶器总管流量低-低位)
◆Hyd.TankPressureLowLow(液压油箱压力低-低位)
◆Hyd.TankLevelLowLow(液压油箱油位低-低位)
25.2出现以下报警信息,机长必须通知作业长、检修长,确认报警来源,汇报调度室后做好停浇准备:
●AirPressureHeaderLowLow(压缩空气总管压力低-低位)
●MoldLevelFault(结晶器液位错误)
●E-ClosefromMLC(结晶器液位控制紧停)
●StopperRodAcc.Fault(塞棒电机故障)
●SWHeaderPressureLowLow(喷淋水总管压力低-低位)
●MWHeaderPressureLowLow(结晶器水总管压力低位)
●MWHeaderFlowLow(结晶器水总管流量低位)
●TDLiftNotLevel>10mm(中包车水平偏差>10mm)
●MWHeaderTemp.HighHigh(结晶器总管水温高-高位)
25.3出现以下报警信息,机长必须通知作业长、检修长,确认报警来源,在该组停浇之后有针对性地做彻底检查:
25.报警信息出现在OS-1“Alarm”屏幕上或HMI“Alarm”屏幕上。
对于发生的报警信息要求机长确认信息来源,采取果断措施。
编制
连铸分厂
审核
程鼎
批准
许健
日期
2007-12-28
连铸分厂(浇钢)标准化作业
作业区
4#机
作业名称
正常浇注
编号
QEOSO/M5031380
涉及岗位
机长、大包工、中包工、主控、操作钳工、出坯工。
定义
连铸机连续不断的进行浇注和拉坯的作业过程。
工器具
大包工:
测温枪、测温热电偶、取样器、量钢棒、氧气管、氧枪等。
中包工:
水口锥、捞渣棒、撬棍、烧氧枪、小氧管、托架、水口叉子等。
操作钳工:
大锤、撬棍、夹钳、割具、软吊具、事故割枪等。
出坯工:
卷尺、高温粉笔。
防护用品
皮手套、护目镜、皮围裙、护袖。
作业顺序
注意事项
 升级会员
升级会员 