最新《模具设计经验》心得.docx
《最新《模具设计经验》心得.docx》由会员分享,可在线阅读,更多相关《最新《模具设计经验》心得.docx(14页珍藏版)》请在冰豆网上搜索。
最新《模具设计经验》心得
《模具设计经验》心得
一《模具设计经验》——滑块设计心得
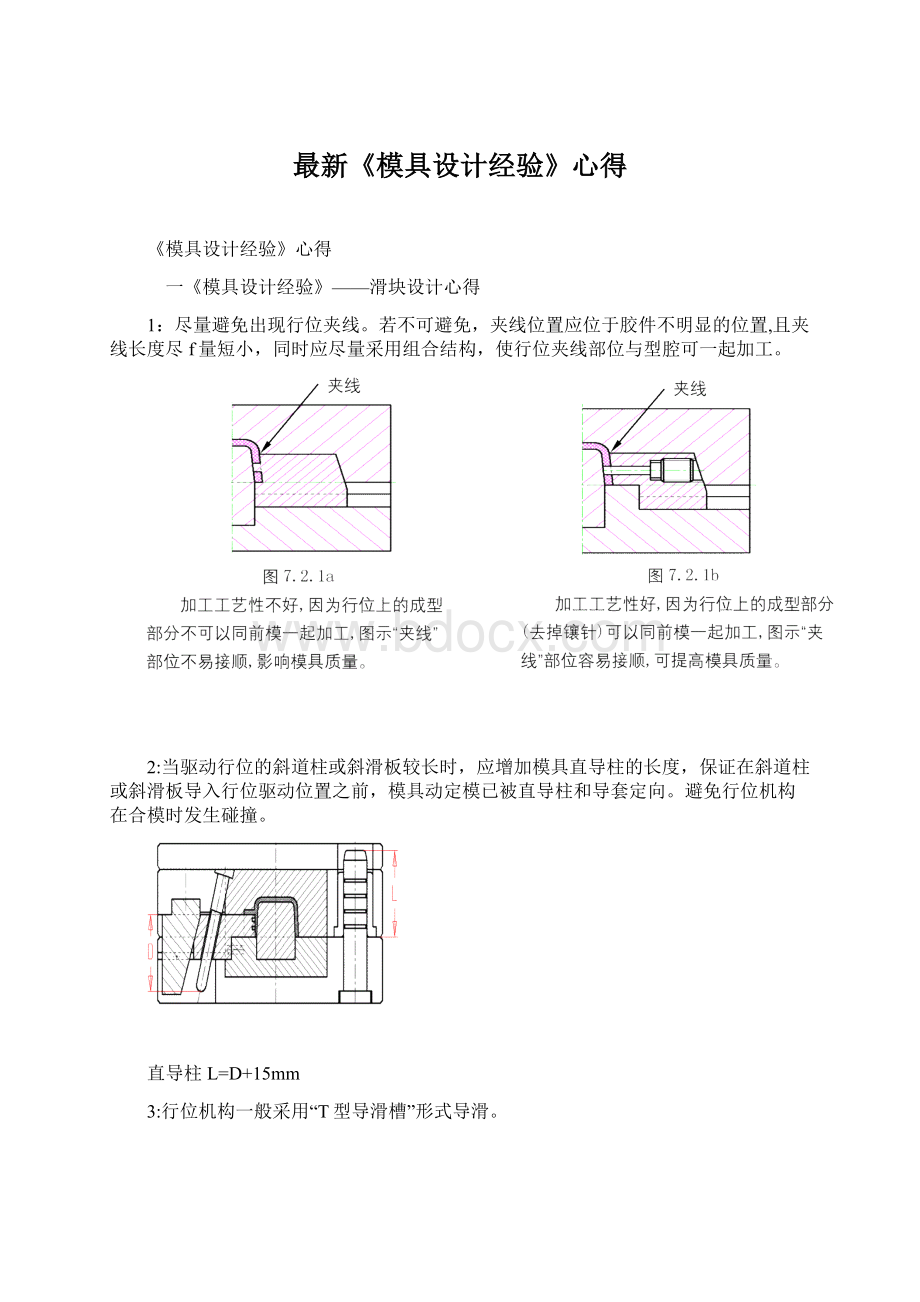
1:
尽量避免出现行位夹线。
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽f量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
2:
当驱动行位的斜道柱或斜滑板较长时,应增加模具直导柱的长度,保证在斜道柱或斜滑板导入行位驱动位置之前,模具动定模已被直导柱和导套定向。
避免行位机构在合模时发生碰撞。
直导柱L=D+15mm
3:
行位机构一般采用“T型导滑槽”形式导滑。
4:
行位的导滑面(运动接触面和受力面)必须要有足够的硬度和润滑。
一般来说行位组件需热处理,其硬度应达到HRC40以上;导滑部分硬度应达到HRC52—56,同时导滑部分需加工油槽。
5:
当行位完成抽芯动作后停止,行位在导滑槽内配合
长度不小于2/3行位全长。
6:
右图所示,用于行位在上方或侧面和抽芯距较大的
情况滑块定位。
行位在模具上方时,弹簧弹力应大于滑块
自重的1.5倍。
7:
行位开启需有机械结构保证,避免单独采用“弹簧”弹出的
形式(一般情况)。
当某些特殊情况下也允许单独使用“弹簧”弹出
(如滑块较小且装拆方便,定期更换弹簧)。
8:
前模滑块结构。
一般需使用“细水口模架”或“简化细水口模架”或“假三板模架”(特殊形式也用“二板式模架”<“前模哈夫式滑块”或类似的“斜弹滑块”以及“前模液压缸抽芯滑块”>
9:
因为行位设置在前模一方,前模行位所成型的胶件上的成型位置就直接影响着前模强度。
为了满足强度要求,前模行位所成型的胶件上的位置应满足下面要求,当不能满足时,应同相关负责人协商。
L≤20mm
D≥5mm
L>20
D>L/4
A:
当成型圆形或椭圆形时,边距大于3mm
B:
当成型为长方形时,边距D取决于长度L
10:
前模行位时为减小薄钢位采取的措施(见下图)
11:
后模滑块机构。
典型结构1:
1优点:
结构紧凑,工作稳定可靠,侧向抽拔力
大。
适用于行位较大、抽拔力较大的情
况。
2缺点:
制作复杂,铲鸡与斜滑槽之间的摩擦力
较大,其接触面需提高硬度并润滑。
典型结构2:
1优点:
结构简单。
适用于行程较小、抽拔力较小
的情况。
锁紧块与行位的接触面需有较高硬
度并润滑。
锁紧块斜面角应大于斜导柱斜
度角2~3º。
2缺点:
侧向抽拔力较小。
行位回位时,大部分行位
需由斜导柱启动,斜导柱受力状况不好。
特别注意:
当驱动行位的斜导柱或斜滑板
开始工作前,前、后模必须由导柱导向。
12:
后模内行位结构(最基本的三种形式)
13:
哈夫式滑块:
由两个或多个滑块拼合形成型腔,开模时滑块同时实现侧向分型的行位机构称为哈呋模。
哈呋模的侧行程一般较小。
哈方式滑块的倾斜角不大于30°
1前模哈夫式滑块结构;(一般情况下需有“弹簧”,“拉钩”和“限位块”)
2后模哈夫式滑块机构;(一般情况下需有“顶杆”和“限位块”)
14:
斜顶和摆杆机构
1斜顶机构(详细情况另附)
2摆杆机构(详细情况另附)
15:
液压(气压)行位结构:
液压(气压)行位机构的特点是行位行程长,分型力量大,分型、抽芯不受开模时间和顶出时间的限制,运动平稳灵活。
二《模具设计经验》——脱模机构设计心得
1:
回针(复位杆)设计:
模具回针长度应在合模后,
与前模板接触或低于0.1mm。
2:
脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,
如摆杆、斜顶脱模,应提高滑碰面强度、耐磨性,滑动面开
设润滑槽;也可渗氮处理提高表面硬度及耐磨性。
3:
顶位面是斜面,顶针固定端须加定位销;为防止顶出滑动,
斜面可加工多个R小槽(如右图);
4:
顶针距型腔边至少0.15mm,扁顶针、顶针与孔配合长度L=10~15mm;对小直径顶针L取直径的5~6倍。
5:
顶针头部直径d及扁顶针配合尺寸t、w与后模配合段按配作间隙0.04mm配合。
6:
顶针顶部端面与后模面应齐平,
高出后模表面e0.1mm。
(见右图)
7:
司筒脱模
①司筒常用于长度20mm的圆柱位脱模。
标准司筒表面硬度HRC60,表面粗
糙度Ra1.6。
另外,司筒的壁厚应
1mm;布置司筒时,司筒针固定位
不能与顶棍孔发生干涉。
(见右图)
8:
司筒配合关系
①司筒与后模配合段长度为L=10~15mm,
其直径D配合间隙应0.04mm
②其余无配合段尺寸为D0.8mm
9:
推板推出机构设计要点
①推板与型芯的配合结构应呈锥面;这样可减少运动擦伤,
并起到辅助导向作用;锥面斜度应为3~10(图1)
②推板内孔应比型芯成形部分(单边)大0.2~0.3mm(图1)
③型芯锥面采用线切割加工时,注意线切割与型芯顶部应
有0.1mm的间隙,;避免线切割加工使型芯产生过切(图2)
④模坯订购时,注意推板与边钉配合孔须安装直司(直导套),
推板材料选择应相同于M202。
(图4)
10:
推块脱模设计要点
①推块应有较高的硬度和较小的表面粗糙度;选用材料应
与呵镶件有一定的硬度差(一般在HRC5度以上);推块需渗
氮处理(除不锈钢不宜渗氮外)。
②推块与呵镶件的配合间隙以不溢料为准,
并要求滑动灵活;推块滑动侧面开设润滑槽。
③推块与呵镶件配合侧面应成锥面,不宜
采用直身面配合。
④顶出距离(H1)大于胶件顶出高度,同时小于推
块高度的一半以上。
⑤推块推出应保证稳定,对较大推块须设置两个以上的推杆。
三《模具设计经验》——浇注系统设计心得
1A:
主流道:
1:
主流道冷料井设计原则:
一般情况下,主流道冷料井圆柱体的直径为6~12mm,其深度为6~10mm。
对于大型制品,冷料井的尺寸可适当加大。
对于分流道冷料井,其长度为(1~1.5)倍的流道直径。
验证公式:
(D-d)/D<δ1,则表示冷料井可强行脱出。
其中δ1是塑料的延伸率。
树脂的延伸率(%)
树脂
PS
AS
ABS
PC
PA
POM
LDPE
HDPE
RPVC
SPVC
PP
δ1
0.5
1
1.5
1
2
2
5
3
1
10
2
2:
分流道冷料井设计原则:
3:
分流道设计:
①流道截面形状的选用比较
名称
圆形
正六边形
U形
正方形
梯形
半圆形
矩形
流道截面
图形及尺寸代号
热量损失
最小
小
较小
较大
大
更大
最大
结论:
圆形截面的优点是:
比表面积最小,热量不容易散失,阻力也小。
圆形截面的缺点是:
需同时开设在前、后模上,而且要互相吻合,故制造较困难。
U形截面的流动效率低于圆形与正六边形截面,但加工容易,又比圆形和正方形截面流道容易脱模,所以,U形截面分流道具有优良的综合性能。
理论概念:
比表面积(截面周长与截面面积的比值)越小,流动效率越高。
②分流道的截面尺寸:
分流道的截面尺寸应根据胶件的大小、壁厚、形状与所用塑料的工艺性能、注射速率及分流道的长度等因素来确定。
第一,对于我们现在常见(2.0~3.0)mm壁厚,采用的圆形分流道的直径一般在3.5~7.0mm之间变动,
第二,对于流动性能好的塑料(比如:
PE、PA、PP等),当分流道很短时,可小到Φ2.5mm
第三,对于流动性能差的塑料(比如:
HPVC、PC、PMMA等),分流道较长时,直径可Φ10~Φ13mm。
第四,实验证明,对于多数塑料,分流道直径在5-6mm以下时,对流动影响最大。
但在Φ8.0mm以上时,再增大其直径,对改善流动的影响已经很小了。
4:
浇口设计:
①压力降和流道及型腔断面尺寸有关。
流道断面尺寸越小,压力损失越大。
矩形
流道深度对压力降的影响比宽度影响大得多。
②一般浇口的断面面积与分流道的断面面积之比约为0.03~0.09,浇口台阶长1.0~1.5mm左右。
断面形状常见为矩形、圆形或半圆形。
 升级会员
升级会员 