模具换型标准操作指导书docx.docx
《模具换型标准操作指导书docx.docx》由会员分享,可在线阅读,更多相关《模具换型标准操作指导书docx.docx(8页珍藏版)》请在冰豆网上搜索。
模具换型标准操作指导书docx
只有经过培训的员工才允许模具保养换型工作,此换型指导书仅仅使用于NissanConnectorSZC0001模具在生产结束,需要更换另外一套镶件生产时的换型步骤。
换型操作步骤
1.在生产结束后,关闭机器加热开关,模温机开关和冷却水开关;
3.合上模具,拔掉模具上的外部连接水管,热流道连接电缆;
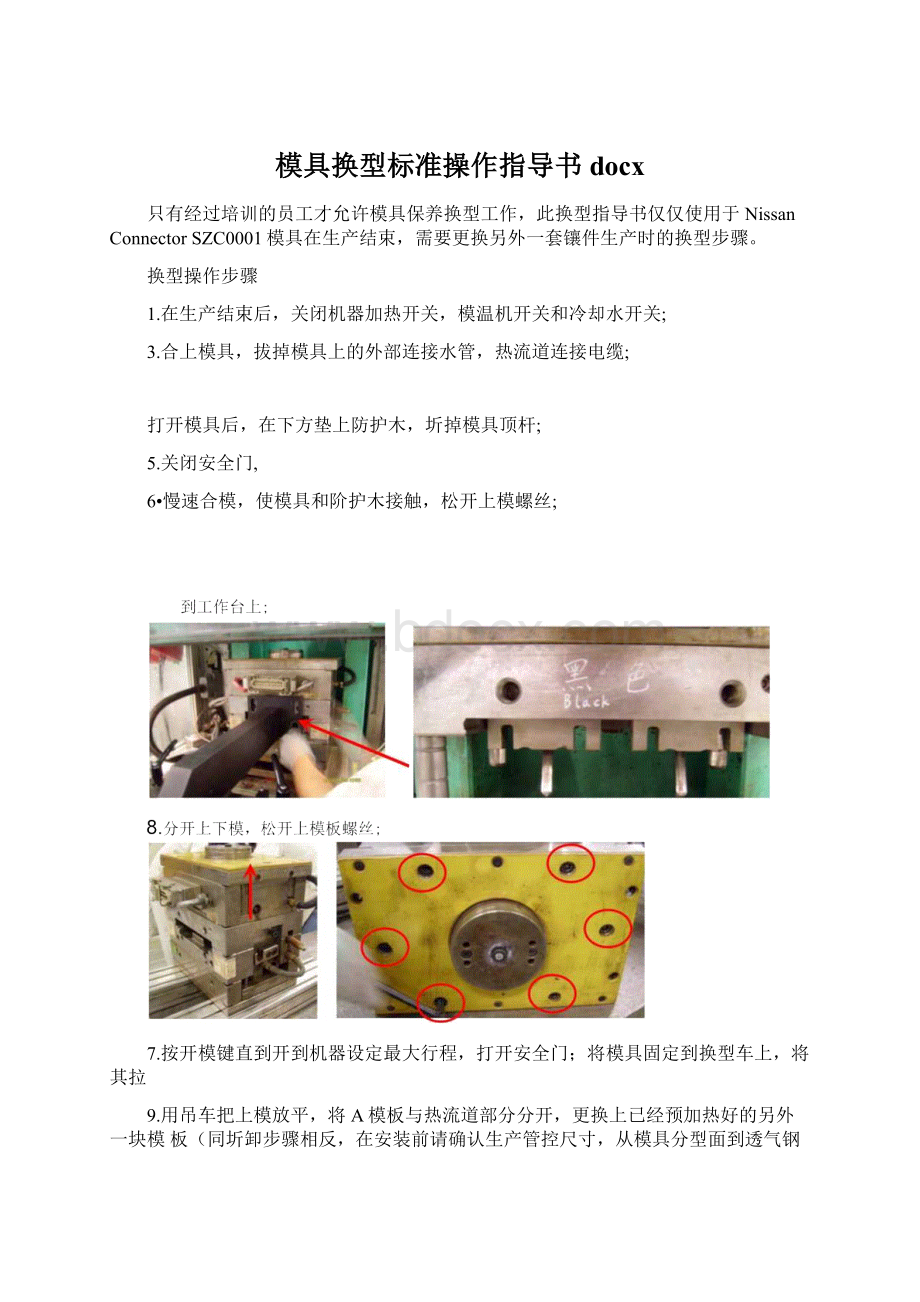
打开模具后,在下方垫上防护木,圻掉模具顶杆;
5.关闭安全门,
6•慢速合模,使模具和阶护木接触,松开上模螺丝;
7.按开模键直到开到机器设定最大行程,打开安全门;将模具固定到换型车上,将其拉
9.用吊车把上模放平,将A模板与热流道部分分开,更换上已经预加热好的另外一块模板(同圻卸步骤相反,在安装前请确认生产管控尺寸,从模具分型面到透气钢底面黑色连接器保持在7.11-7.14mm之间,灰色的保持在10.00-10.03mm之间),然后拧上螺丝;
11.松开下模模仁4个螺丝,用M10拉锤平衡取出模仁;
12检查密封圈是否完好,必要时请更换(如变形,损坏),安装上另外要生产的模仁,拧紧模仁螺丝,装上与模仁相配套的滑块;
13■合上模具,使用换型车将安装到机器上(安装步骤同圻模步骤相反),打开模温机加
14•关闭烘干机开关,将送料管和感应线更换到相对应的另一台烘干机上,并清空掉料筒
15•当温度升到位后,按自动清料键开始清空料管里的残料,把将要生产的塑料粒子切换过来.
16.然后开始生产Dummy件,检查完外观后,请使用游标卡尺初次确认产品管控尺寸,黑色连接器应在11.55+0.05mm之间,灰色连接器应在11.61+0.05mm之间(测量结果仅作为参考,以3D测量结果为准,测量位置见下图);
保养操作步骤
上模部分
1.
松开热流道模板螺丝,分开热流道和A模板部分,仔细检查热流道针尖是否完好,如有
2.圻开A模板镶件C和模仁D螺丝,用M10的拉锤依次拉出镶件C和模仁D(在装配时请先安装模仁D后在安装镶件C),针对所有零件进行除锈保养及水路疏通工作,结束后应仔细检查模仁及镶件是否有损坏及影响产品外观的应及时修复,检查密封圈是否完好,如有损坏、变形、无弹性的应更换;
3.在安装前请确认生产管控尺寸,从模具分型面到透气钢底面凹槽距离,黑色连接器保持在之间,灰色连接器保持在10.00-10.02mm之间,然后拧上螺丝;
4.
4.准备好后,重复换型中步骤15和16.
下模部分
2■松开压块螺丝,圻掉2个滑块F;再松开模仁G4个螺丝,用M10的拉锥将其拉出
3.圻开下模后盖板,取出顶针系统,进行保养除锈上润滑油工作,检查顶针是否变形、磨损,必要时及时更换;针对以上所有零部件进行除锈和清洁,并检查状态是否完好,如有损坏或影响产品外观的应及时更换或修复;检查密封圈,必要时更换;检查导柱和导套是否拉毛或磨损严重,必要时及时修复或更换;针对模板和模仁水路应进行疏通,水路接头如有损坏或漏水应更换;
4■在清洁保养完成后,按顺序安装好所有镶件,用水压表进行水路检查,确认水路畅通,无漏水后将模具合上,模具保养工作完成。
我签字确定,我已经接受本站的相关培训,会遵守相关的工作,规章
员工培训记录
名字
签字
培训者
时间
更新记录:
版本号
发布日期
变更信息
作者
成本中心
生效日期
01
08/31/10
Firsttime
DongQian
256710
02
09/13/10
Adddimensionconfirm
DongQian
256710
 升级会员
升级会员 