无损检测仪器设备的期间核查方法.docx
《无损检测仪器设备的期间核查方法.docx》由会员分享,可在线阅读,更多相关《无损检测仪器设备的期间核查方法.docx(15页珍藏版)》请在冰豆网上搜索。
无损检测仪器设备的期间核查方法
无损检测仪器设备的期间核查方法
一、射线检测
1、曝光曲线的核查方法
1.1核查周期
射线设备均应制作曝光曲线,曝光曲线每年至少核查一次;射线设备更换重要部件或经较大修理后,应及时对曝光曲线进行核查。
1.2准备
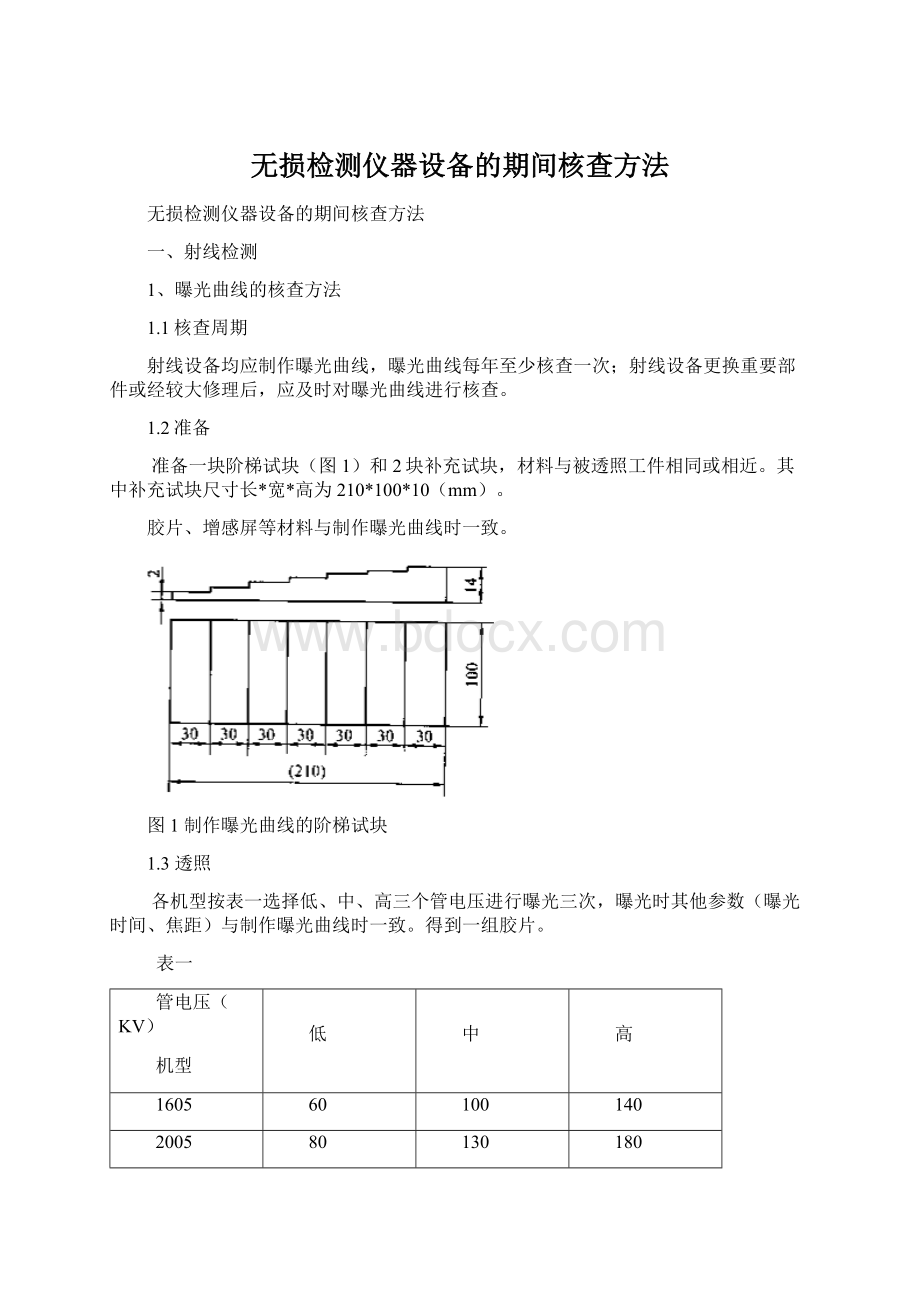
准备一块阶梯试块(图1)和2块补充试块,材料与被透照工件相同或相近。
其中补充试块尺寸长*宽*高为210*100*10(mm)。
胶片、增感屏等材料与制作曝光曲线时一致。
图1制作曝光曲线的阶梯试块
1.3透照
各机型按表一选择低、中、高三个管电压进行曝光三次,曝光时其他参数(曝光时间、焦距)与制作曝光曲线时一致。
得到一组胶片。
表一
管电压(KV)
机型
低
中
高
1605
60
100
140
2005
80
130
180
2505
120
180
230
3005
140
210
280
1.4暗室处理:
按照制作曝光曲线时的暗室处理条件进行冲洗胶片。
1.5测定:
分别测定底片黑度为3.0(该黑度值与曝光曲线一致)时,对应的阶梯试块厚度。
1.6核查结果判定:
当上述测定的三个厚度值,与低、中、高管电压查原曝光曲线的厚度值之差在±2mm范围内,曝光曲线合格。
否则为不合格,应重新制作。
1.7曝光曲线核查记录,按“文件编号:
YTHNDT/QM04–C-JL120”的表格进行记录。
2、黑度计(光学密度计)的核查方法
2.1.适用范围
本规程用于对射线照相底片的黑度测量的黑度计的校验,使黑度计能够对射线底片黑度作出可靠的测定。
黑度计应每6个月校验一次,标准黑度片应每2年送计量单位检定一次。
2.2.校验需用标准器具
检定合格的标准黑度片一个。
2.3操作步骤
2.3.1接通黑度计电源和测量开关,预热10min左右。
2.3.2用标准黑度片的零黑度点校准黑度计零点。
校准后顺序测量黑度片上不同黑度的各点的黑度,记录测量值。
2.3.3按3.2的规定反复测量三次。
2.3.3计算出各点测量值的平均值,以平均值与黑度片该点的黑度值之差作为黑度计的测量误差。
2.3.4对黑度不大于4.5的各点的测量误差均应不超过±0.05,否则黑度计应校准、修理或报废。
2.4记录及标识
校验完毕后在仪器上进行标识,校验人员应按黑度计校验报告内容对测试数据认真记录并评价结论。
2.5黑度计核查记录按“文件编号:
YTHNDT/QM04–C-JL121”的表格进行记录。
3、观片灯的亮度和均匀度的核查方法
3.1核查周期
观片灯的亮度和均匀度,应每年进行核查。
3.2技术要求
3.2.1亮度
观片灯应具有按照照相底片的黑度进行亮度选择的装置。
观片灯亮度要求的最小值见表二。
表二
底片黑度
观片灯亮度(cd/m2)
1.0
300
4.0
100000
透过射线照相底片的亮度,当底片黑度≤2.5时,应不小于30cd/m2;当底片黑度>2.5时,应不小于10cd/m2。
3.2.2均匀系数
观察屏各部分应有均匀照明,均匀系数应大于0.5。
3.3核查方法
3.3.1一般要求
所有的光度测定均在暗室进行,照明光度计必须放在测定范围的中心,而且即使当观察屏完全被遮住后,从观片灯漏出的光不影响测定。
3.3.2核查设备
试验时所用设备须持有国家计量单位签发的有效证书,测量光学参数时所用的亮度计应符合JJG221的要求。
3.3.3亮度测定
观片灯亮度测定用亮度计进行。
3.3.4均匀系数测定
照明均匀系数测定用亮度计进行。
把观察屏分成若干正方形,正方形每边长3.5cm,分别测定每个正方形的亮度。
找出四个最大亮度值和四个最小亮度值,并计算出Lmax和Lmin亮度的算术平均值,均匀系数g=Lmin/Lmax。
3.4观片灯的亮度和均匀度核查记录按“文件编号:
YTHNDT/QM04–C-JL122”的表格进行记录。
二、超声检测
1试块的核查方法
1.1初次使用的标准试块、对比试块,应有有效的合格证书。
1.2标准试块、对比试块每次使用前,应进行外观腐蚀及机械损伤情况核查;每4年应采用经校准的器具对其半径及其他尺寸进行核查。
1.3超声试块的核查记录按“文件编号:
YTHNDT/QM04–C-JL123”的表格进行记录。
2水平线性和垂直线性核查方法
水平线性和垂直线性核查方法见我公司“超声波探伤系统校验规程”,每隔3个月应核查一次。
垂直线性核查记录按“文件编号:
YTHNDT/QM04–C-JL124”的表格进行记录。
水平线性核查记录按“文件编号:
YTHNDT/QM04–C-JL125”的表格进行记录。
3探头使用前主要参数核查方法
探头使用前,应进行前沿距离(入射点)、K值与双峰、主声束偏离等主要参数核查。
3.1前沿距离的核查方法
3.1.2测试设备
探伤仪及CSK-IA试块。
3.1.3测试方法
将斜探头压在试块上如图2所示的位置,中间加适当的耦合剂以保持稳定的声耦合。
使声束朝向R100mm的曲面,并在探头声束轴线与试块侧面保持平行的情况下前后移动探头,至曲面回波的幅度达到最大。
图2
读出试块上R100mm圆心标记线所对应的探头侧面刻度,此刻度位置即斜探头的入射点,读数应精确到0.5mm。
前沿距离:
用刻度尺测量入射点到探头前沿距离,读数应精确到0.5mm。
3.2K值的核查方法
测试设备同3.1.2。
将斜探头压在试块上的不同位置,如图5a)和图5b),中间加适当的耦合剂以保持稳定的声耦合。
a)b)c)
图3
a)当K值为1.0~1.5时,探头放在图3a)的位置,使用φ50mm孔的回波进行测定。
b)当K值为2.0~3.0时,探头放在图3b)的位置,使用φ50mm孔的回波进行测定。
在探头声束轴线与试块侧面保持平行的情况下前后移动探头,使回波达到最大。
从探头入射点在试块侧面所对应的刻度值即可直接读出斜探头的K值。
3.3双峰的核查方法
探头双峰用CSK-IA深度15mm的Φ1.5横通孔来测定。
如图4a)所示。
探头对准横孔,并前后平行移动,当显示屏上出现图4b)所示的双峰波形时,说明探头具有双峰现象。
图4
3.4主声束偏离的核查方法
测试设备同3.1.2。
将探头置于CSK-IA标准试块25mm厚的表面上,其中,对于K≤1的探头,测试时用试块上端面;如图5(a),对于K>1的探头,测试时用下端面,如图5(b),前后移动和左右摆动探头,使所测试端面回波幅度最高,然后用量角器测量探头侧面与试块端面法线的夹角θ,如图5(c)。
夹角θ表示主声束偏离,读数精确到0.5º。
图5
3.5探头使用前核查记录按“文件编号:
YTHNDT/QM04–C-JL126”的表格进行记录。
4超声检测系统使用前主要参数核查方法
4.1斜探头主要参数核查方法
斜探头前沿距离、K值及主声束偏离核查方法同3条。
4.2直探头主要参数核查方法
4.2.1始脉冲宽度
4.2.1.1测试设备
探伤仪、标准试块CSK-IA、对比试块DB-P(Z20-2)。
4.2.1.2测试步骤
a)调节探伤仪的发射强度,使被测探头阻尼电阻值接近其等效电阻。
b)将被测探头置于CSK-IA标准试块上厚度100mm处,调节探伤仪,使第一次底波B1前沿对准水平刻度“5”,第二次底波B2前沿对准水平刻度“10”,并使B2的幅度为垂直刻度的50%~80%,如图6(a)。
c)将探头置于对比试块DB-P(Z20-4)上,移动探头使孔波最高,调节(衰减器)使孔波幅度为垂直刻度的50%,再把(衰减器)的衰减量减少12dB,然后读取从刻度板的零点至始波后沿与垂直刻度20%线交点所对应的水平距离W1如图6(b),W1为负载始波宽度,用钢中纵波传播距离表示。
图6
d)将探头置于空气中,摖去其表面油层,读取从刻度板的零点至始波后沿与垂直刻度20%线交点所对应的水平距离W0,W0为空载始波宽度,用钢中纵波传播距离表示。
4.2.2灵敏度余量
4.2.2.1测试设备
探伤仪、对比试块DB-P(Z20-2)。
4.2.2.1方法
a)探伤仪的抑制置于“0”或“断”,其他调整取适当值,最好选取在随后检测工作中将使用的调整值。
b)将仪器的增益调至最大,但如电噪声较大时应降低增益(调节增益控制器或衰减器),
使电噪声电平降至10%满刻度。
设此时衰减器的读数为s0。
c)将探头压在试块上,中间加适当的耦合剂,以保持稳定的声耦合,移动探头,使平底孔回波最大,调节衰减器,使平底孔回波高度降至50%满刻度。
设此时衰减器的读数为si。
d)超声检测系统的灵敏度余量s=si-s0。
4.2.3分辨力
4.2.3.1测试设备
探伤仪、CSK-IA试块。
4.2.3.1方法
a)探伤仪的抑制置于“0”或“断”,其他调整取适当值。
b)将探头压在试块上如图7所示的位置,中间加适当的耦合剂以保持稳定的声耦合。
调整仪器的增益并左右移动探头,使来自A、B两个面的回波幅度相等并约为20%~30%的满刻度,如图7中h1。
c)调节衰减器:
使A、B两波峰间的波谷上升到原来波峰高度,此时衰减器所释放的dB数(等于用衰减器的缺口深度h1/h2之值)即为以dB值表示的超声检测系统的分辨力X。
图7直探头的分辨力测试和回波显示
4.2.4直探头主要参数核查记录按“文件编号:
YTHNDT/QM04–C-JL127”的表格进行记录。
三、磁粉检测
1提升力核查方法
磁粉探伤机的提升力,至少每半年应采用经校准的提升力重力试块进行核查。
在磁轭损伤修复后应重新核查。
当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;直流电磁轭至少应有177N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为0.5mm)。
磁粉探伤机提升力核查记录按“文件编号:
YTHNDT/QM04–C-JL128”的表格进行记录。
2电流表精度核查方法
电流表在探伤机上与电流互感器或分流器一起校验,至少半年校验一次。
当设备进行重要电气修理、周期大修或损坏时,应进行校验。
(a)交流电流表核查方法
使用标准交流电流表(指已校验过的精度高一级的电流表)和标准电流互感器在探伤机上校验交流电流表的电路如图8-1所示。
如果探伤机的额定周向磁化电流为9000A,则可选用9000/5的标准电流互感器和5A的标准交流电流表进行校验。
将一长为500mm,直径至少25mm的铜棒穿在电流互感器中,夹持在探伤机的两夹头之间通电,至少应在可使用的范围内选三个电流值,比较标准电流表与探伤机上电流表的读数值,误差小于±10%为合格。
磁粉探伤机交流电流表精度核查记录按“文件编号:
YTHNDT/QM04–C-JL129”的表格进行记录。
图8-1校验交流电流表的电路图8-2校验直流电流表的电路
(b)直流电流表核查方法
使用标准直流电流表(指已校验过的精度高一级的电流表)和标准分流器在探伤机上校验直流电流表的电路如图8-2所示。
将标准分流器夹持在探伤机的两夹头之间进行通电,至少应在可使用的范围内选三个电流值,比较标准电流表与探伤机上电流表的读数值,误差小于±10%为合格。
磁粉探伤机直流电流表精度核查记录按“文件编号:
YTHNDT/QM04–C-JL130”的表格进行记录。
3测量仪器核查
黑光辐照计、照度计、磁场强度计、豪特拉斯计和袖珍式电秒表应每年送计量部门校验一次。
4设备内部短路核查
设备内部短路检查至少每年检查一次。
检查方法是:
将磁化电流调节到经常使用的范围的最大电流,当探伤机两夹头之间不夹持任何导体时,通电后电流表的指针如果不动,说明无短路。
此检查仅适用于磁化夹头通电的固定式探伤机。
其他类型探伤机不需要做该项核查。
设备内部短路检查核查记录按“文件编号:
YTHNDT/QM04–C-JL131”的表格进行记录。
5电流载荷核查
探伤机的电流载荷核查至少每年核查一次。
电流载荷指探伤机额定输出的周向磁化电流值。
核查方法是将一长为400mm,直径为25~38mm的铜棒夹持在探伤机的两夹头之间通电,观察电流表指示值。
将磁化电流值调节到最小和最大值,检查最小电流值是否是零或足够小,不至于在检验小工件时烧伤工件;检查最大电流值能否达到探伤机的额定输出,如果达不到,应挂标签说明实际可到达的磁化电流值范围。
探伤机的电流载荷核查记录按“文件编号:
YTHNDT/QM04–C-JL131”的表格进行记录。
6通电时间核查
在三相全波整流磁粉探伤机上,用时间继电器来控制磁化电流的持续时间,要求通电时间控制在0.5~1s之内。
可使用袖珍式电秒表测量,至少每年核查一次。
通电时间核查记录按“文件编号:
YTHNDT/QM04–C-JL131”的表格进行记录。
7磁粉检测系统综合性能核查
磁粉检测综合性能试验,应在每次检测前进行。
综合性能试验合格后,才能开始进行磁粉检测工作。
将标准试片贴在被检工件表面,按所采用的工艺进行磁化,按工艺要求的灵敏度等级,如果磁痕能清晰显示,综合性能试验合格。
磁粉检测综合性能核查记录按“文件编号:
YTHNDT/QM04–C-JL132”的表格进行记录。
8检测环境核查
检测环境核查应每次检测前进行。
a)可见光照度
可见光照度采用照度计进行测量。
采用非荧光磁粉检测时,被检工件表面的可见光照度应大于等于1000lx。
若现场由于条件限制,无法满足时,可以适当降低,但不低于500lx。
b)黑光辐照度
在荧光磁粉检测时,黑光辐照度采用黑光辐照计测量。
在工件表面的黑光辐照度应大于等于1000uW/cm2。
c)环境光照度
环境光照度采用照度计测量。
采用荧光磁粉检测时,暗室或暗处的白照度应不大于20lx。
磁粉检测环境核查记录按“文件编号:
YTHNDT/QM04–C-JL133”的表格进行记录。
四渗透检测
1黑光辐照计、荧光亮度计、照度计核查
黑光辐照计用来测量紫外线辐照强度,波长范围为320~400mm,峰值应为365nm。
荧光亮度计用于测定和比较荧光渗透剂的荧光亮度。
波长范围为430~600nm,峰值为500~520nm。
照度计用于测量白光照度,照度范围应为0~1600lx或0~6450lx。
黑光辐照计、荧光亮度计、照度计应每年由计量部门校验一次。
2黑光灯的核查
黑光灯的紫外线辐照强度应每周检查一次。
黑光灯辐照强度用黑光辐照计测量,测量方法如下:
开启黑光灯20min后,将黑光辐照计置于黑光灯下,调节黑光辐照计到黑光灯灯泡的距离为380mm,读出黑光辐照计上的读数,读数值应大于1000uW/cm2。
实际使用黑光灯时,要测量紫外线辐照的有效区,其测量方法如下:
首先,将黑光灯置于平时检验时的高度位置,开启预热20min;然后,将黑光辐照计置于黑光灯下,水平移动,使检测仪读数达最大位置为止。
在工作台上读数最大点位置画相互垂直的两条直线,见图9。
再将黑光辐照计置于交点处,沿每条直线按150mm的间隔点依次检测,并记下读数,直到测得读数为1000uW/cm2读数点为止。
记下这些点,将这些点连接成圆形。
这个圆内区域就是黑光灯辐照有效区。
工件检验应在上述有效区内范围进行。
黑光灯使用较长时间后,输出功率将降低,如果降低25%以上,黑光灯应更换。
可使用黑光辐照计进行测量,方法如下:
将新黑光灯打开20min后,在暗室里将黑光辐照计置于黑光灯一定的距离处,记下读数;黑光灯使用一段时间后,对同一黑光灯在同一距离测得第二个读数。
比较两次读数,如果输出功率降低25%以上,则需更换黑光灯。
图9
黑光灯核查记录按“文件编号:
YTHNDT/QM04–C-JL135”的表格进行记录。
3检测环境核查
检测环境核查应每次检测前进行。
a)可见光照度
可见光照度采用照度计进行测量。
采用着色渗透检测时,被检工件表面的可见光照度应大于等于1000lx。
若现场由于条件限制,无法满足时,可以适当降低,但不低于500lx。
b)黑光辐照度
在荧光渗透检测时,黑光辐照度采用黑光辐照计测量。
在工件表面的黑光辐照度应大于等于1000uW/cm2。
c)环境光照度
环境光照度采用照度计测量。
采用荧光磁粉检测时,暗室或暗区的白光照度应不大于20lx。
渗透检测环境核查记录按“文件编号:
YTHNDT/QM04–C-JL134”的表格进行记录。
五、涡流检测
1试样的核查方法
1.1初次使用的标准试样、对比试样,应有有效的合格证书。
1.2标准试样、对比试样每次使用前,应进行外观腐蚀及机械损伤情况核查;每4年应采用经校准的器具对其尺寸进行核查。
2检测能力核查方法
2.1使用ED-Φ试样进行测试。
图1ED-Φ试样
2.2开启涡流探伤系统电源,预热15~20min,以涡流探伤系统所给出的适当速度进行预运转。
根据试件的材质、规格、状态选择合适的检测频率、相位、滤波档次和报警档次。
2.3将检测线圈穿过ED-Φ试样,同时要让试样人工缺陷由小至大依次通过检测线圈,调节增益,使试样人工缺陷信号显示在屏幕上。
记录幅值占屏幕满刻度的50%的最小人工缺陷和此时的增益值G1。
2.4再将检测线圈穿过ED-Φ试样,调节增益至噪声显示占屏幕满刻度的50%,读取此时增益值G2,则检测能力表示为:
S/N(ED-Φ)=|G2-G1|
式中:
S/N——检测能力,dB;
ED-Φ——试件代号,其中Φ是幅值为50%的最小孔的直径,mm;
G1——人工缺陷显示为50%时的增益值,dB;
G2——噪声显示50%时的增益值,dB。
3周向灵敏度差核查方法
3.1使用EZ-d试样进行测试。
图2EZ-d试样
3.2开启涡流探伤系统电源,预热15~20min,以涡流探伤系统所给出的适当速度进行预运转。
根据试样的材质、规格、状态选择合适的探测频率、相位、滤波档次和报警档次。
3.3将检测线圈穿过EZ-d试样,调节增益,使试样上沿圆周分布的互为120º的三个通孔的信号显示在屏幕上的幅值最小值为50%。
记录此时增益值G3。
3.4再将检测线圈穿过EZ-d试样,以1dB的差值调节增益,直至三个通孔的信号显示在屏幕上的幅值全部低于50%。
记录其增益值G4,则周向灵敏度差表示为:
∆=|G3-G4|
式中:
∆——周向灵敏度差,dB。
4端部盲区核查方法
4.1使用EZ-d试样进行测试。
4.2在周向灵敏度差测试之后,将增益恢复到G3位置,然后将检测线圈穿过试样,测量管端各通孔的输出信号,当屏幕满刻度的35%以上范围能明显地得到某一个通孔的指示信号时,则该孔到试件端部的距离表示端部盲区。
5分辨力核查方法
5.1使用EF-B试样进行测试。
图3EF-B试样
5.2开启涡流探伤系统电源,预热15~20min,以涡流探伤系统所给出的适当速度进行预运转。
根据试样的材质、规格、状态选择合适的探测频率、相位、滤波档次和报警档次。
5.3将检测线圈穿过试样,调节增益,使试样单个通孔指示在屏幕上占满刻度的50%,然后不再调节仪器,再将检测线圈穿过试样。
记录试样有成对通孔的信号指示值,当屏幕满刻度的35%以上范围能明显地得到两个临近通孔的指示时,则用最小的两个通孔中心距离表示分辨力。
6连续工作稳定性核查方法
6.1使用EF-B试样进行测试。
6.2在分辨力测试的基础上,当以单个通孔信号指示的50%设定灵敏度之后,不再调节仪器,每隔1h测试一次,直至8h为止。
将测试结果记作Fi(i=1、2、……9)。
则连续工作稳定度表示为:
F=(1-
)×100%
式中:
F——连续工作稳定度;
FMAX——测试中的最大指示值;
FMIN——测试中的最小指示值。
7线性核查方法
7.1使用EF-B试样进行测试。
7.2开启涡流探伤系统电源,预热15~20min,以涡流探伤系统所给出的适当速度进行预运转。
根据试样的材质、规格、状态选择合适的探测频率、相位、滤波档次和报警档次。
7.3将将检测线圈穿过试件,调节增益,使单孔信号的指示占屏幕满刻度的100%。
然后,以4dB的量调节增益,每次调节后,用屏幕满刻度的百分数记下单孔信号的指示值,每档测试三次,取平均值,一直继续到单孔信号指示占屏幕的10%左右为止。
7.4将测试结果及理论值计算结果列入下表,测试值与理论值之差为偏差值。
衰减量dB
0
4
8
12
16
20
理论值
%
100
63.1
39.8
25.1
15.8
10.0
实测平均值
偏差值
8测试记录
在测试记录中,除应按要求的检查内容记录各个项目的测试结果外,还应同时记录下列各项:
a.涡流探伤系统的制造厂名、型号、编号;
b.试件的材质、规格、状态、编号;
c.测试时的频率、相位、滤波档次、报瞥档次及填充系数等;
d.测试时涡流探伤系统的检测速度;
e.测试操作者姓名、职称;
f.测试日期;
g.测试地点、环境条件;
h.事先规定需要记录的其他内容。
 升级会员
升级会员 