企业生产与物流管理实训项目一.docx
《企业生产与物流管理实训项目一.docx》由会员分享,可在线阅读,更多相关《企业生产与物流管理实训项目一.docx(30页珍藏版)》请在冰豆网上搜索。
企业生产与物流管理实训项目一
实训项目一生产计划及作业计划的编制
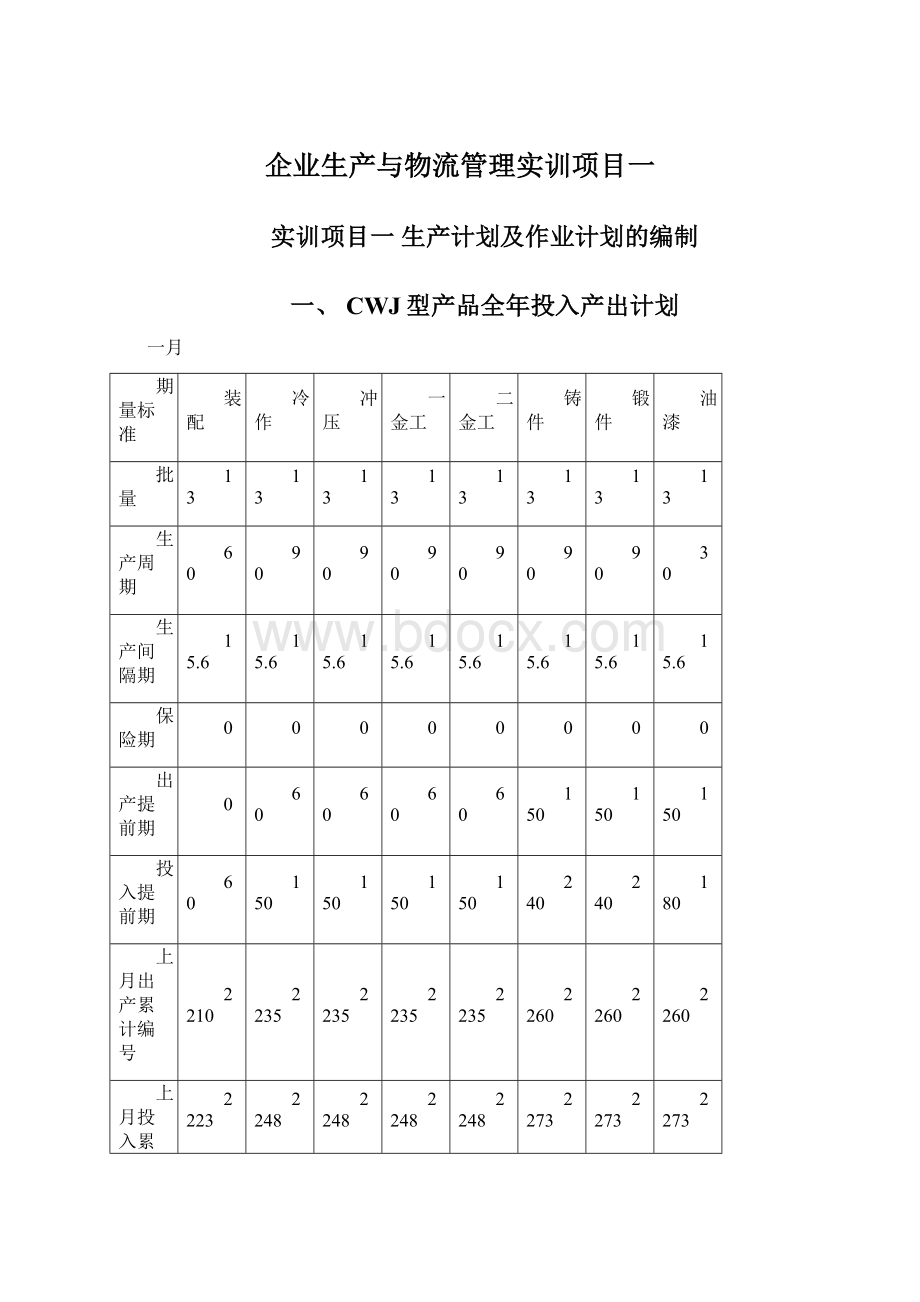
一、CWJ型产品全年投入产出计划
一月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15.6
15.6
15.6
15.6
15.6
15.6
15.6
15.6
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
180
上月出产累计编号
2210
2235
2235
2235
2235
2260
2260
2260
上月投入累计编号
2223
2248
2248
2248
2248
2273
2273
2273
该月出产累计编号量
2235
2285
2285
2285
2285
2360
2360
2360
该月投入累计编号
2285
2360
2360
2360
2360
2435
2435
2385
出产量
25
50
50
50
50
100
100
100
投入量
62
112
112
112
112
162
162
112
二月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15
15
15
15
15
15
15
15
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
180
上月出产累计编号
2235
2285
2285
2285
2285
2360
2360
2360
上月投入累计编号
2285
2360
2360
2360
2360
2435
2435
2385
该月出产累计编号量
2261
2313
2313
2313
2313
2391
2391
2391
该月投入累计编号
2313
2391
2391
2391
2391
2469
2469
2417
出产量
26
28
28
28
28
31
31
31
投入量
28
31
31
31
31
34
34
32
三月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
8.23
8.23
8.23
8.23
8.23
8.23
8.23
8.23
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2261
2313
2313
2313
2313
2391
2391
2391
上月投入累计编号
2313
2391
2391
2391
2391
2469
2469
2417
该月出产累计编号量
2280
2318
2318
2318
2318
2375
2375
2375
该月投入累计编号
2318
2357
2357
2357
2357
2432
2432
2394
出产量
19
5
5
5
5
0
0
0
投入量
5
0
0
0
0
0
0
0
四月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15
15
15
15
15
15
15
15
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2280
2318
2318
2318
2318
2391
2391
2391
上月投入累计编号
2318
2391
2391
2391
2391
2469
2469
2417
该月出产累计编号量
2306
2358
2358
2358
2358
2436
2436
2436
该月投入累计编号
2358
2436
2436
2436
2436
2514
2514
2462
出产量
26
40
40
40
40
45
45
45
投入量
40
45
45
45
45
45
45
45
五月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
16.5
16.5
16.5
16.5
16.5
16.5
16.5
16.5
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2306
2358
2358
2358
2358
2436
2436
2436
上月投入累计编号
2358
2436
2436
2436
2436
2514
2514
2462
该月出产累计编号量
2344
2420
2420
2420
2420
2534
2534
2534
该月投入累计编号
2420
2534
2534
2534
2534
2648
2648
2572
出产量
38
62
62
62
62
98
98
98
投入量
62
98
98
98
98
134
134
110
六月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2344
2420
2420
2420
2420
2534
2534
2534
上月投入累计编号
2420
2534
2534
2534
2534
2648
2648
2572
该月出产累计编号量
2373
2431
2431
2431
2431
2518
2518
2518
该月投入累计编号
2431
2518
2518
2518
2518
2605
2605
2547
出产量
29
11
11
11
11
0
0
0
投入量
11
0
0
0
0
0
0
0
七月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15.6
15.6
15.6
15.6
15.6
15.6
15.6
15.6
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2373
2431
2431
2431
2431
2534
2534
2534
上月投入累计编号
2431
2534
2534
2534
2534
2648
2648
2572
该月出产累计编号量
2398
2448
2448
2448
2448
2523
2523
2523
该月投入累计编号
2448
2523
2523
2523
2523
2598
2598
2548
出产量
25
17
17
17
17
0
0
0
投入量
17
0
0
0
0
0
0
0
八月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15
15
15
15
15
15
15
15
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2398
2448
2448
2448
2448
2534
2534
2534
上月投入累计编号
2448
2534
2534
2534
2534
2648
2648
2572
该月出产累计编号量
2424
2476
2476
2476
2476
2554
2554
2554
该月投入累计编号
2476
2554
2554
2554
2554
2580
2580
2632
出产量
26
28
28
28
28
20
20
20
投入量
28
20
20
20
20
0
0
60
九月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
8.23
8.23
8.23
8.23
8.23
8.23
8.23
8.23
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2424
2476
2476
2476
2476
2554
2554
2554
上月投入累计编号
2476
2554
2554
2554
2554
2648
2648
2632
该月出产累计编号量
2443
2481
2481
2481
2481
2538
2538
2538
该月投入累计编号
2481
2538
2538
2538
2538
2595
2595
2557
出产量
19
5
5
5
5
0
0
0
投入量
5
0
0
0
0
0
0
0
十月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
15
15
15
15
15
15
15
15
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2443
2481
2481
2481
2481
2554
2554
2554
上月投入累计编号
2481
2554
2554
2554
2554
2595
2595
2557
该月出产累计编号量
2469
2521
2521
2521
2521
2599
2599
2599
该月投入累计编号
2521
2599
2599
2599
2599
2677
2677
2625
出产量
26
40
40
40
40
41
41
41
投入量
40
41
41
41
41
82
82
68
十一月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
16.5
16.5
16.5
16.5
16.5
16.5
16.5
16.5
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2469
2521
2521
2521
2521
2599
2599
2599
上月投入累计编号
2521
2599
2599
2599
2599
2677
2677
2625
该月出产累计编号量
2507
2583
2583
2583
2583
2697
2697
2697
该月投入累计编号
2583
2697
2697
2697
2697
2811
2811
2735
出产量
38
62
62
62
62
98
98
98
投入量
62
98
98
98
98
134
134
110
十二月
期量标准
装配
冷作
冲压
一金工
二金工
铸件
锻件
油漆
批量
13
13
13
13
13
13
13
13
生产周期
60
90
90
90
90
90
90
30
生产间隔期
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
保险期
0
0
0
0
0
0
0
0
出产提前期
0
60
60
60
60
150
150
150
投入提前期
60
150
150
150
150
240
240
240
上月出产累计编号
2507
2583
2583
2583
2583
2697
2697
2697
上月投入累计编号
2583
2697
2697
2697
2697
2811
2811
2735
该月出产累计编号量
2536
2594
2594
2594
2594
2681
2681
2681
该月投入累计编号
2594
2681
2681
2681
2681
2768
2768
2710
出产量
29
11
11
11
11
0
0
0
投入量
11
0
0
0
0
0
0
0
二、车间一工段设备新布置
1、编制零件的综合工艺路线图
该公司某机器厂加工车间设备的初始排列方案及其承担加工十四种零件的加工线路如下表1所示。
根据该图绘制初始从至表。
假定表中相邻两个设备之间距离相等,均为一个长度单位,试确定车间各生产设备之间的最佳布置。
设备
零件号
B
铣床
C
1号车床
D
钻床
E
刨床
F
磨床
G
2号
车床
H
锯床
I
钳台
J
检验
A1008
A→H→C→D→B→I→J
A1009
A→G→F→I→J
A1203
A→H→C→G→F→I→J
A1204
A→H→C→B→D→I→J
A1205
A→D→C→D→G→B→G→F→I→J
A1310
A→G→F→I→J
A1312
A→E→B→I→J
A1313
A→G→I→J
B2101
A→H→I→J
B2103
A→I→E→B→J
B2105
A→C→D→I→J
B2106
A→I→C→J
C1108
A→C→B→I→J
C1109
A→I→C→I→J
表1
2、绘出原零件加工的从至表和改进后零件的从至表
根据题中所给的工艺路线就可以得到以下的原零件加工的从至表如下:
初始从至表
至从
A
B
C
D
E
F
G
H
I
J
小计
A
2
1
1
3
4
3
14
B
1
1
4
1
7
C
2
4
1
1
1
9
D
1
1
2
2
6
E
2
2
F
1
4
5
G
1
5
1
7
H
4
4
I
2
1
12
15
J
0
小计
0
7
9
6
2
5
7
4
15
14
65
69
所谓从至表就是指零件从一个工作地到另一个工作地搬运次数的汇总表。
表的列为起始工序,行为终止工序,对角线右上方数字表示按箭头前进的搬运次数之和,对角线左下方数字表示按箭头后退的搬运次数之和。
在从至表中,格子越靠近对角线,说明格子中所填从至数的运输距离越短;反之则越长。
因此,在从至数一定(受产品工艺路线约束)的条件下,最优排列方案应能使较大的从至数向对角线靠拢,而较小的从至数则向从至表的左下角和右上角疏散。
据此将初始从至表逐次调整,最后得到改进的从至表。
最佳的工序布置,应使单位内典型零件加工过程中总的往返距离最小。
因此,工序之间零件往返次数最多的应调到相邻位置。
故而就应该选择调换B与H的位置。
就可以得到初次
修改方案如下:
至从
A
H
B
C
D
E
F
G
I
J
A
4
2
1
1
3
3
H
4
B
1
1
4
1
C
2
4
1
1
1
D
1
1
2
2
E
2
F
1
4
G
1
5
I
2
1
12
J
零件移动总距离计算表
方案
对角线右上方(正向从至)
对角线下方(逆向从至)
初始方案
1*(4+12)=16
2*(2+1+1)=8
3*(1+2+4)=21
4*(1+1)=8
5*(1+2)=15
6*(3+1)=24
7*(4+4+1)=63
8*(3+1)=32
1*(2+1+5)=8
2*1=2
3*2=6
4*(1+1)=8
5*(1+4)=25
6*2=12
小计
187
61
总移动距离187+61=248
初次修改方案
1*(4+4+12)=18
2*(4+4+1)=18
3*(2+2)=12
4*(1+1+2)=16
5*(1+1+1)=15
6*(4+1)=30
7*(3+1)=28
8*3=24
1*(2+1+5)=8
2*1=2
3*(2+1)=9
4*(1+1)=8
5*(1+2)=15
小计
161
44
总移动距离161+44=205
再次进行修改如下:
至从
A
H
G
B
C
D
E
F
I
J
A
4
3
2
1
1
3
H
4
G
1
5
B
1
1
4
1
C
1
2
4
1
1
D
2
1
1
2
E
2
F
1
4
I
2
1
12
J
零件移动总距离计算表
方案
对角线右上方(正向从至)
对角线下方(逆向从至)
初始方案
1*(4+12)=16
2*(2+1+1)=8
3*(1+2+4)=21
4*(1+1)=8
5*(1+2)=15
6*(3+1)=24
7*(4+4+1)=63
8*(3+1)=32
1*(2+1+5)=8
2*1=2
3*2=6
4*(1+1)=8
5*(1+4)=25
6*2=12
小计
187
61
总移动距离187+61=248
再次修改方案
1*(4+1+4+4+12)=25
2*(3+1)=8
3*(4+2)=18
4*(2+1)=12
 升级会员
升级会员 