钢结构的验收全套.docx
《钢结构的验收全套.docx》由会员分享,可在线阅读,更多相关《钢结构的验收全套.docx(28页珍藏版)》请在冰豆网上搜索。
钢结构的验收全套
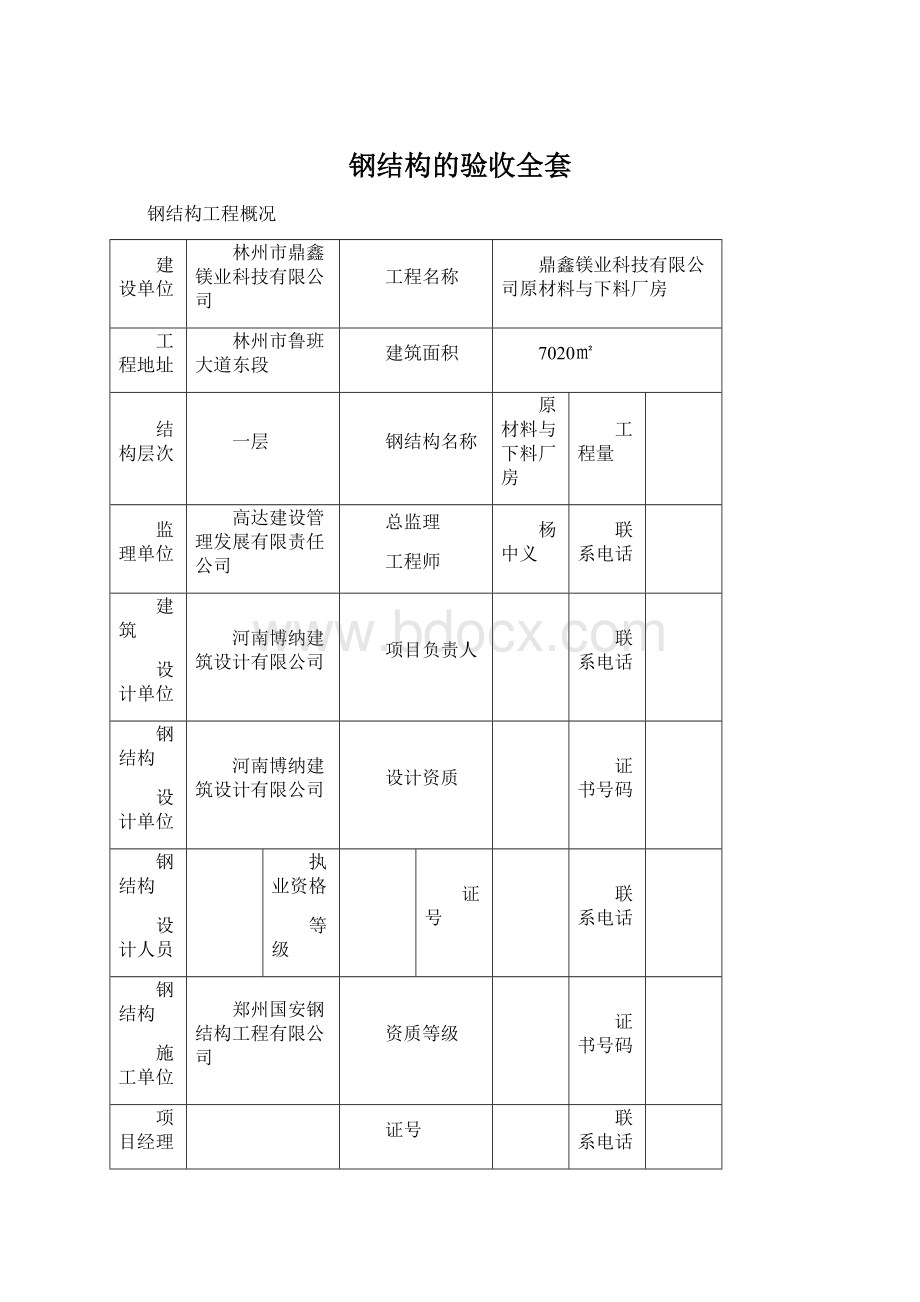
钢结构工程概况
建设单位
林州市鼎鑫镁业科技有限公司
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
工程地址
林州市鲁班大道东段
建筑面积
7020㎡
结构层次
一层
钢结构名称
原材料与下料厂房
工程量
监理单位
高达建设管理发展有限责任公司
总监理
工程师
杨中义
联系电话
建筑
设计单位
河南博纳建筑设计有限公司
项目负责人
联系电话
钢结构
设计单位
河南博纳建筑设计有限公司
设计资质
证书号码
钢结构
设计人员
执业资格
等级
证号
联系电话
钢结构
施工单位
郑州国安钢结构工程有限公司
资质等级
证书号码
项目经理
证号
联系电话
开工日期
竣工日期
附注:
复核人:
填表人:
高强度螺栓施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
紧固件连接
检查项目
高强螺栓及
摩擦面
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢梁跨中连接处、钢梁钢柱
连接处
1、高强度螺栓连接副终拧后,螺栓丝扣外露应为2~3扣
2、摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等
3、高强度螺栓应自由穿入螺栓孔。
高强度螺栓孔不应采用气割扩孔
1、高强度螺栓连接副终拧后,螺栓丝扣外露均为2~3扣
2、摩擦面干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等
3、高强度螺栓能自由穿入螺栓孔。
无气割扩孔
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢结构矫正施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
钢结构安装
检查项目
钢构件外观
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢构件
1、运输、堆放与吊装等造成得钢构件变形及涂层脱落,应进行矫正与修补
2、钢屋(托)架、桁架、梁及受压杆件得垂直度与侧向弯曲矢高得允许偏差应符合规定
1、对由于运输、堆放与吊装等造成得钢构件变形,均进行了矫正;涂层脱落处均进行了补漆
2、钢梁、钢屋架及受压杆件得垂直度与侧向弯曲矢高均在允许偏差范围内
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢零部件矫正成型施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
钢零件及钢部件加工
检查项目
加工质量
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢柱零部件
1、矫正后得钢材表面,不应有明显得凹面或损伤,划痕深度不得大于0、5mm,且不应大于该钢材厚度负允许偏差得1/2;
2、H型钢翼缘对腹板得垂直度b/100且不大于2、0;
3、钢板得局部平整度:
t≤14,△<1、5
t>14,△<1、0
4、冷加工温度低合金钢不低于-12℃,碳素钢不低于-16℃,热矫正时,加热温度均不大于900℃。
1、矫正后得钢材表面,无明显得凹面或损伤,划痕深度不大于0、5mm,且小于该钢材厚度负允许偏差得1/2。
2、H型钢翼缘对腹板得垂直度满足标准规定。
3、钢板得局部平整度均小于1、5mm
4、室温10℃,火焰矫正一般为700℃
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢零部件矫正成型施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
钢零件及钢部件加工
检查项目
加工质量
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢梁零部件
5、矫正后得钢材表面,不应有明显得凹面或损伤,划痕深度不得大于0、5mm,且不应大于该钢材厚度负允许偏差得1/2;
6、H型钢翼缘对腹板得垂直度b/100且不大于2、0;
7、钢板得局部平整度:
t≤14,△<1、5
t>14,△<1、0
8、冷加工温度低合金钢不低于-12℃,碳素钢不低于-16℃,热矫正时,加热温度均不大于900℃。
5、矫正后得钢材表面,无明显得凹面或损伤,划痕深度不大于0、5mm,且小于该钢材厚度负允许偏差得1/2。
6、H型钢翼缘对腹板得垂直度满足标准规定。
7、钢板得局部平整度均小于1、5mm
8、室温10℃,火焰矫正一般为700℃
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢零部件边缘加工施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
钢零件及钢部件加工
检查项目
切割
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢梁得腹板、翼缘板
主控项目:
钢材切割面或剪切面应无裂纹、夹渣、分层与大于1mm得缺棱。
一般项目:
1、气割得允许偏差(mm)a、零件宽度、长度±3、0b、切割面平面度0、05t,且不应大于2、0c、割纹深度0、3d、局部缺口深度1、0
2、机械剪切得允许偏差(mm)a、零件宽度、长度±3、0b、边缘缺棱1、0c、型钢端部垂直度2、0
主控项目:
钢材切割面或剪切面无裂纹、夹渣、分层与大于1mm得缺棱。
一般项目:
采用了机械剪切、且满足标准规定。
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢零部件边缘加工施工记录
工程名称
鼎鑫镁业科技有限公司原材料与下料厂房
分项工程名称
钢零件及钢部件加工
检查项目
钢结构
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢梁
主控项目:
气割或机械减切得零件,需要进行边缘加工时,其刨削量不应小于2mm
一般项目:
边缘加工得允许偏差1、零件得宽度、长度±、0mm2、加工边直线度L/3000,且不应大于2、03、相邻两边夹角±6’4、加工面垂直度0、025t,且不应大于0、55、加工面表面粗糙度50
1、气割剪切得零件,需要进行边缘加工时,其刨削量不小于2mm。
2、一般项目中满足标准规定。
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
钢零部件边缘加工施工记录
工程名称
鼎鑫镁业科技有限公司机工车间
分项工程名称
钢零件及钢部件加工
检查项目
钢构件
总包单位
河南省安阳市安装工程有限责任公司
分包单位
郑州国安钢结构工程有限公司
施工图号
/
检查部位
标准规定
施工单位自查(实查)记录
监理(建设)单位验收记录
钢柱得端板
1.一级得螺栓孔得允许偏差应符合规定要求;
2.螺栓孔孔距允许偏差应符合规定要求。
主控项目:
端板制孔均采用机械制孔,螺栓孔在加工前按1:
1比例放样划线;
一般项目:
C级螺栓孔孔壁表面粗糙度均小于25mm,其直径、圆度垂直度均小于规定要求;端板长度在500~1200mm以内,任意两孔距离端孔间距离均符合规定要求。
施工单位
自查结论
自查合格
质检员:
施工单位项目技术负责人:
年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):
年月日
焊接材料得烘焙记录
材料种类
烘焙温度(ºC)
烘焙时间(min)
保存温度(ºC)
存放时间(h)
回烘温度(ºC)
回烘时间(min)
回烘次数
日期
Ф4、0J422
300
80
100
2
Ф3、2J422
300
80
100
2
Ф4、0J502
300
80
100
2
焊剂H08MnA
300
50
100
2
Ф4、0J422
300
80
100
2
Ф3、2J422
300
80
100
2
Ф4、0J502
300
80
100
2
焊剂H08MnA
300
50
100
2
Ф4、0J422
300
80
100
2
Ф3、2J422
300
80
100
2
Ф4、0J502
300
80
100
2
焊剂H08MnA
300
50
100
2
班组长或专业工长:
符合要求
签字年月日
质检员或项目技术负责人:
检查合格,符合设计要求
签字年月日
监理工程师:
(建设单位项目技术人员)
签字年月日
焊工合格证汇总表
姓名
性别
施工焊条件
合格证号
钢印号
备注
李响
男
电焊
T3253415
李伟
男
电焊
T3251599
马孟
男
电焊
T3276836
魏家友
男
电焊
T3286838
孙保龙
男
电焊
T3254018
王署田
男
电焊
T32471X
海港
男
电焊
T3201076
权太亮
男
电焊
T3206814
李广彬
男
电焊
T3274232
谢成刚
男
电焊
T3244252
梁志刚
男
电焊
TS6JAYS10101
 升级会员
升级会员 