机械加工工序卡 机械加工工艺过程卡片.docx
《机械加工工序卡 机械加工工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡 机械加工工艺过程卡片.docx(29页珍藏版)》请在冰豆网上搜索。
机械加工工序卡机械加工工艺过程卡片
机械加工工艺过程卡片
洛阳理工学院
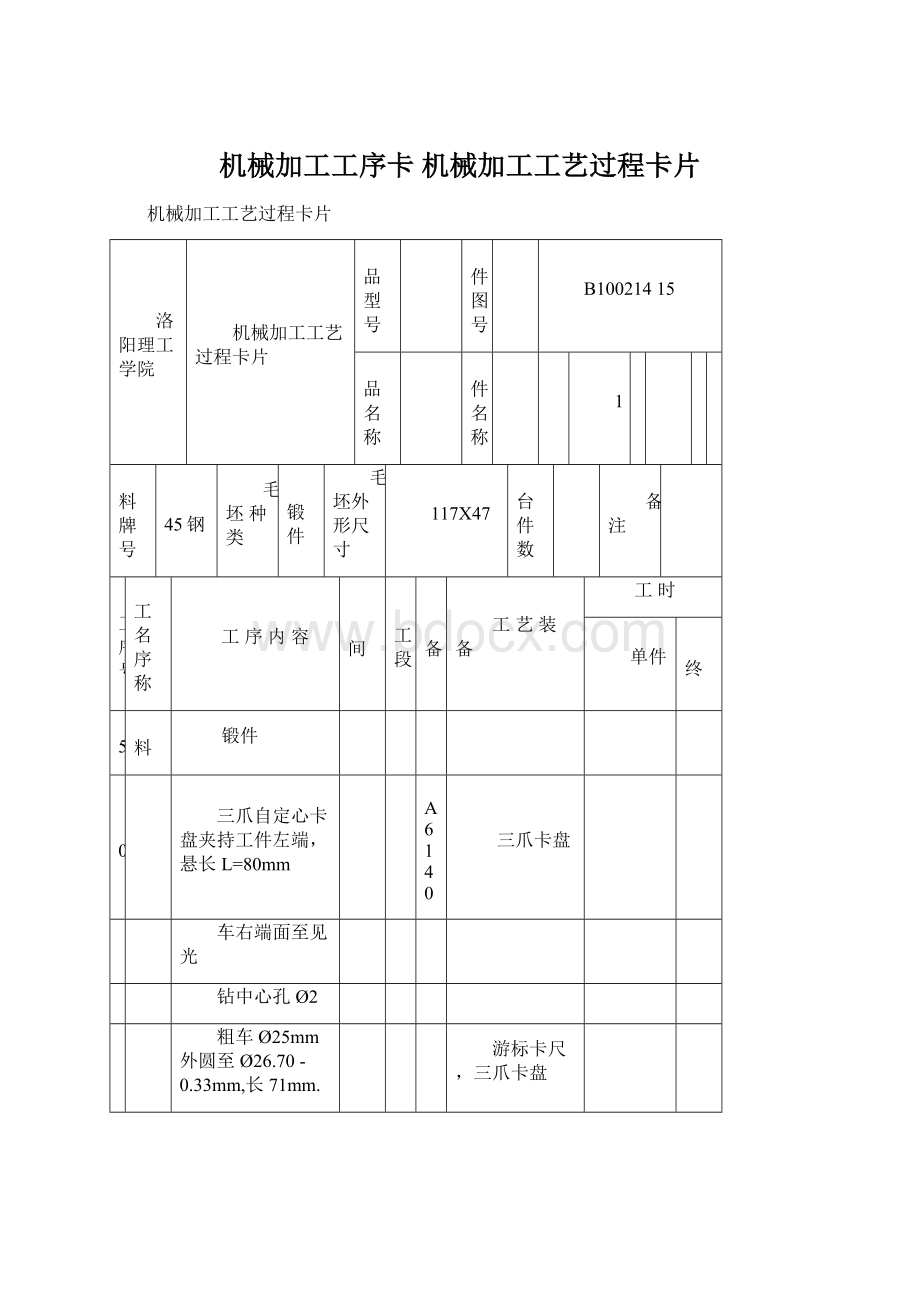
机械加工工艺过程卡片
产品型号
零件图号
B10021415
产品名称
零件名称
共
1
页
第
1
页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
117X47
每台件数
1
备注
工序号
工名序称
工序内容
车间
工段
设备
工艺装备
工时
单件
准终
05
下料
锻件
10
车
三爪自定心卡盘夹持工件左端,悬长L=80mm
车
CA6140
三爪卡盘
1
车右端面至见光
2
钻中心孔Ø2
3
粗车Ø25mm外圆至Ø26.70-0.33mm,长71mm.
粗车Ø18mm至Ø19.50-0.13mm,长36mm
粗车M16mm外圆至Ø180-0.27mm,长31.5mm
粗车Ø13mm外圆至Ø14.50-0.27mm,长14.5mm
游标卡尺,三爪卡盘
4
调头装夹,一夹一顶
5
钻中心孔Ø2
6
粗车Ø40mm外圆至41.50-0.39mm,长32mm
粗车M16mm外圆至Ø180-0.27mm,长24mm
15
热
调质220-240HBS
20
车
修研中心孔
车
CA6140
三爪卡盘
一夹一顶装夹
1
1半精车Ø25-0.020-0.045mm外圆至Ø25.20-0.33mm,长37.4mm,2半精车Ø18mm外圆至Ø18+-0.2mm,长38mm3半精车M16mm外圆至Ø16.50-0.27mm,长32.5mm4半精车Ø13mm外圆至Ø13+-0.2mm,长15mm1处5半精车3X1mm越程槽,6半精车3.4X1.5mm退刀槽.7倒外角1mmX45°,
调头,一夹一顶
2
8半精车Ø40mm外圆至Ø40+-0.3mm,长32mm9半精车M16mm外圆至Ø16.50-0.27mm,长26mm
10半精车3.4X1.5mm退刀槽.11倒外角1mmX45°,
25
铣
用万能分度头加三爪卡盘装夹M16处,顶尖顶住另一端,采用万能分度头分度,铣平面10X10+-0.2mm,长15mm,铣平面Ø18X16mm,长5mm
铣
X5032
万能分度头,顶尖
30
车
双顶尖装夹
车
CA6140
双顶尖
1精车M16mm外圆至Ø16+-0.2mm,长33mm2精车M16mm外圆至Ø16+-0.2mm,长27mm3车M16-6h两端螺纹至尺寸要求
检验
35
热
淬火Ø18X16mm,10X10mm处,HRC40-45
40
磨
磨削淬火Ø25-0.020-0.045mm外圆至尺寸要求,磨削轴肩面A,保证尺寸28+0.0250mm
磨
MA1402A
双顶尖
检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
签字
日期
标记
签字
日期
处数
更改文件号
更改文件号
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第
(1)页
车间
工序号
工序名称
材料牌号
1
钳
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
10
设备名称
设备型号
设备编号
同时加工件数
万能外圆磨床
MA1420A
1
夹具编号
夹具名称
切削液
双顶尖
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
双顶尖装夹
1
磨削Ø25-0.020-0.045mm至尺寸要求及技术要求
砂轮架
1250
25
18
0.01
10
2
磨削轴肩面A,至尺寸要求及技术要求
砂轮架
1250
25
18
0.04
10
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第
(2)页
车间
工序号
工序名称
材料牌号
金工
2
车
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
车床
C6136
1
夹具编号
夹具名称
切削液
拨叉孔夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻Ø13.5(
)孔,刮研Ø24保持尺寸36.5
钻刮复合钻Ø13.5xØ30
750
27
0.3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(3)页
车间
工序号
工序名称
材料牌号
金工
3
车
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
自制拉床
1
夹具编号
夹具名称
切削液
拉夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
拉Ø14H9(
)孔
圆孔拉刀Ø14H9L。
30∽50
750
27
0.3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(4)页
车间
工序号
工序名称
材料牌号
金工
4
车
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
车床
C616
1
夹具编号
夹具名称
切削液
拨叉第二次平端面夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
平端面,保证尺寸40.5
车刀
750
56.5
0.4
2
倒角1x45°
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(5)页
车间
工序号
工序名称
材料牌号
金工
5
车
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
车床
C616
1
夹具编号
夹具名称
切削液
拨叉第二次平端面夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
平端面,保证尺寸40.5
车刀
750
56.5
0.4
1
2
倒角1x45°
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(6)页
车间
工序号
工序名称
材料牌号
金工
6
整形
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
拨叉第二次平端面夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
整形
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(7)页
车间
工序号
工序名称
材料牌号
金工
7
粗细脚面
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X62w
1
夹具编号
夹具名称
切削液
12.37.108/x1
粗细脚面夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗细脚面,保证尺寸6.7±0.12,4.65±0.12
三面刃铣刀Ø120x12、游标卡尺
150
56.5
3.2
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(8)页
车间
工序号
工序名称
材料牌号
金工
8
铣开挡
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X62w
12.37.108/Dx2
1
夹具编号
夹具名称
切削液
拨叉开挡铣夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣开挡40B12(
)
三面刃铣刀Ø120x12
190
71.6
2.4
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(9)页
车间
工序号
工序名称
材料牌号
金工
9
铣槽
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X6232
1
夹具编号
夹具名称
切削液
铣槽14D7夹具
拨叉第二次平端面夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣14H13(
)槽,保证尺寸16.5±0,6,12
三面刃铣刀Ø125x14H13
190
74.5
2.4
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(10)页
车间
工序号
工序名称
材料牌号
金工
10
铣面
KTH350-10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
110×70×50
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X62w
1
夹具编号
夹具名称
切削液
12.37.108/x5
铣夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣面,保证尺寸
三面刃铣刀Ø125x13.5
2
 升级会员
升级会员 