钻孔潜在失效模式及后果分析31.docx
《钻孔潜在失效模式及后果分析31.docx》由会员分享,可在线阅读,更多相关《钻孔潜在失效模式及后果分析31.docx(53页珍藏版)》请在冰豆网上搜索。
钻孔潜在失效模式及后果分析31
工序:
钻孔/铣边
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成
日期
措施结果
采取的
措施
S
O
D
RPN
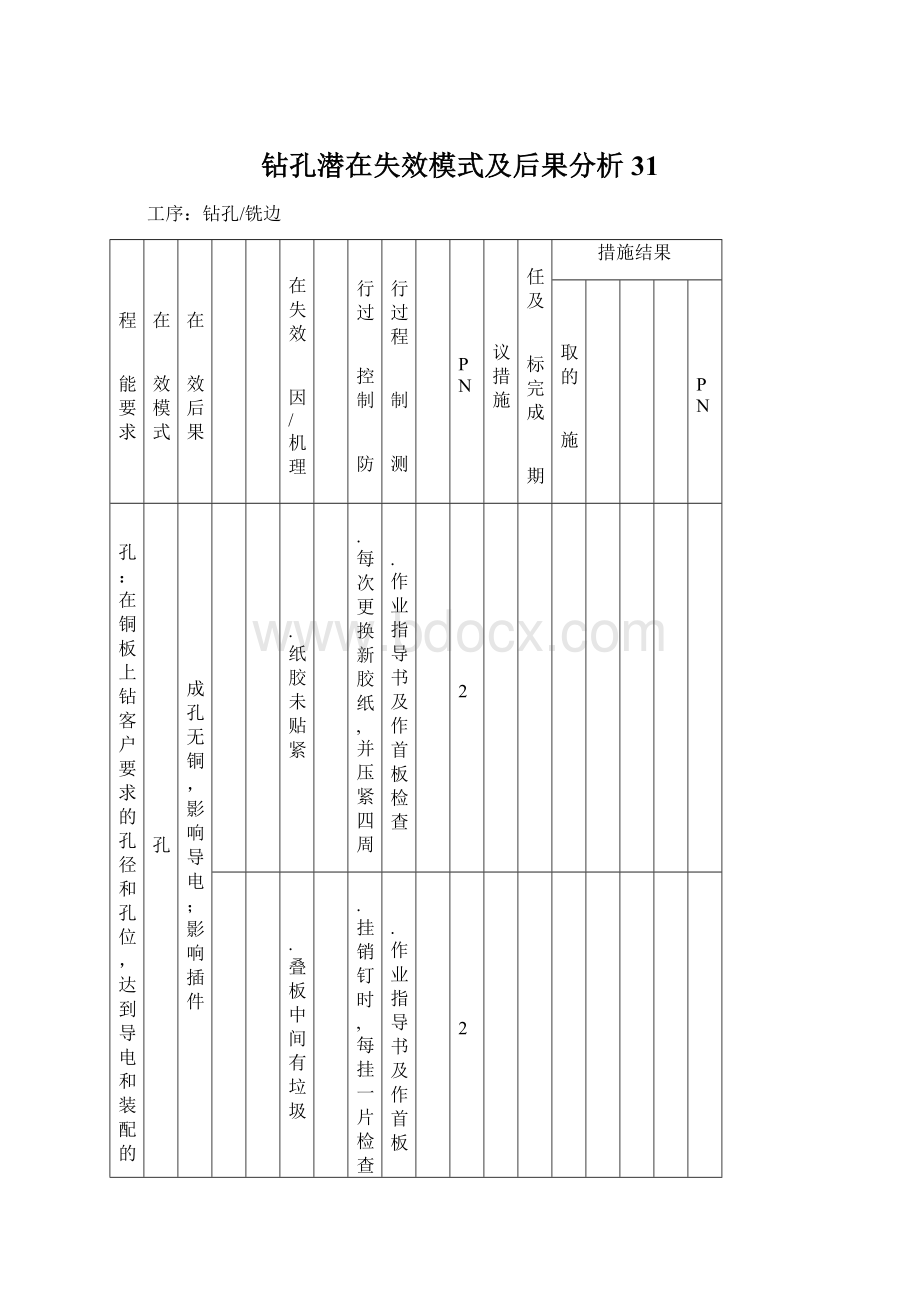
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
偏孔
造成孔无铜,影响导电;影响插件
8
1.纸胶未贴紧
3
1.每次更换新胶纸,并压紧四周
1.作业指导书及作首板检查
3
72
无
8
2.叠板中间有垃圾
3
2.挂销钉时,每挂一片检查一片,清洁干净。
2.作业指导书及作首板检查
3
72
无
8
3.主轴偏心偏大
3
3.每半年请设备厂商用千分表调校
3.作业指导书及作首板检查
3
72
无
8
4.钻头顶尖角不对
3
4.IQC进料抽检钻头顶角质量
4.作业指导书及作首板检查
3
72
无
8
5.钻头不锋利
4
5.按MAI034维护钻头
5.作业指导书及作首板检查
2
64
无
8
6.机床精度不够,钻Ø0.4㎜以下的都易偏孔
4
6.Ø0.5㎜以下孔外发钻
6.作业指导书及作首板检查
2
64
无
8
7.零点移位
2
7.接着钻孔需先钻一个头检查
7.作业指导书及作首板检查
3
48
无
8
8.铝片不平,有皱折
3
8.选择平整的铝片钻孔
8作业指导书及作首板检查
2
48
无
8
9.压脚有缺口,将铝片刮花
3
9.每周检查压脚,对有缺口的需磨平后再用
9.作业指导书及作首板检查
2
48
无
8
10.在同等转速条件下进刀太快
3
10.钻小过孔时进刀不宜太快
10.作业指导书及作首板检查
2
48
无
8
11.套靶孔的销钉松动
3
11.上、下板动作轻,平衡取板
11.作业指导书及作首板检查
2
48
无
PAGE:
1Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成
日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
偏孔
造成孔无铜,影响导电;影响插件
8
12.销钉未放入销钉槽
2
12.贴胶纸时检查板必须平整放入槽内
12.作业指导书及作首板检查
2
32
无
8
13.销钉槽松动移位
2
13.每周检查上销钉槽固定不松动
13.作业指导书及作首板检查
2
32
无
8
14.机床台面不平
2
14.由维修部半年调校一次水平
14.作业指导书及作首板检查
2
32
无
8
15.机床底座不牢,抖动利利害
2
15.主要受力部份压在屋梁柱上
15.作业指导书及作首板检查
2
32
无
8
16.设备故障
2
16.请厂商半年对设备进行一次全检
16.作业指导书及作首板检查
2
32
无
8
17.断钻嘴,露出铝片外压脚压在断钻嘴上
2
17.将露出铝片外的断钻头折平
17.作业指导书及作首板检查
2
32
无
8
18.钻头钻在胶纸上
2
18.贴胶纸时,尽量靠边贴
2、18.作业指导书及作首板检查
2
32
无
8
19Ø2.5㎜以上的孔未分工步钻,造成偏位
2
19..Ø2.5㎜以上的分工步钻孔
19.作业指导书及作首板检查
2
32
无
8
20.套靶孔的销钉不正
2
20.套板的方式重装销钉
20.作业指导书及作首板检查
2
32
无
8
21.靶孔本身偏位
2
21.要求外协层压公司打靶孔尽量打准
21.作业指导书及作首板检查
2
32
无
孔小
不能进行插件
5
1.钻头太旧,翻磨次数太多
4
1.只允许使用磨6以下的钻头
1.作业指导书及作首板检查
3
60
无
5
2.排刀时,放错钻咀
2
2.每排完一种型号的刀具检查无误上机
2.作业指导书及作首板检查
3
30
无
5
3.钻头品质太差,呈小头
3
3.IQC把关钻头质量
3.作业指导书及作首板检查
2
30
无
PAGE:
2Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成
日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
孔小
不能进行插件
5
4.板材收缩
2
4.层压后,钻孔前先散焗,再压焗
4作业指导书及作首板检查
3
30
无
5
6.机器取错钻咀
2
5.每半年由厂商调校设备一次
5.作业指导书及作首板检查
2
20
无
孔钻大
造成孔无铜影响装配
8
1.偏心度太大主轴
3
1.每半年由厂商对主轴进行调校
1.作业指导书及作首板检查
3
72
无
8
2.设备故障,取错钻头
2
2.每半年由厂商保养设备,并调校
2.作业指导书及作首板检查
3
48
无
8
3.断钻头
3
3.将断钻头从反面仔细推出钻头残余部份
3.作业指导书及作首板检查
2
48
无
8
4.排刀具时,排错刀
2
4.每排完一次刀,都作检查
4作业指导书及作首板检查
2
32
无
8
5.钻头质量不好,呈大头
2
5.IQC把关钻头的进货质量
5.作业指导书及作首板检查
2
32
无
8
6.切削刃残缺
2
6.按要求使用钻头寿命,IQC把关进货质量
6.作业指导书及作首板检查
2
32
无
8
7.刀数较多时,换错钻头
2
7.每次换钻头,用卡尺或千分尺卡钻头直径
7.作业指导书及作首板检查
2
32
无
8
8.钻带本身错误
2
8.作首板认可
8.作业指导书及作首板检查
2
32
无
8
9.钻两次
2
9.对未钻透的改用手工补钻
9.作业指导书及作首板检查
2
32
无
孔未钻透
影响导电和插件
8
1.钻头断半截未及时发现
3
1.每钻完一轮板用红胶片对底板
1.作业指导书及作首板检查
3
72
无
PAGE:
3Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成
日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
孔未钻透
影响导电和插件
8
2.顶尖到胶套的距离不够
4
2.用卡尺测量从顶尖到胶套上表面=22.0
2.作业指导书及作首板检查
2
64
无
8
3.钻头太旧太不锋利
3
3.按要求使用钻头寿命
3.作业指导书及作首板检查
2
48
无
8
4.主轴设置高度不够
2
4.用下垫板垫在台面上,作深度试验
4.作业指导书及作首板检查
2
32
无
8
5.未放下垫板
2
5.放完板,贴胶带时检查
5作业指导书及作首板检查
2
32
无
8
6.设备台面不平
2
6.每半年由厂商调校平台
6.作业指导书及作首板检查
2
32
无
8
7.大钻嘴未补偿
2
7.按要求对Ø3.2㎜以上进行补偿
7.作业指导书及作首板检查
2
32
无
多孔
造成开、短路,影响外观
8
1.钻孔文件错误
3
1.作首板认可
1.作业指导书及作首板检查
2
48
无
8
2.停机又接着开机,未回零位
2
2.每次开机都必须复位后再启动
2.作业指导书及作首板检查
2
32
无
8
3.断钻嘴用手工补钻时,不小心钻一个孔
2
3.有断钻头,先找出漏几个孔,再圈出来
3.作业指导书及作首板检查
2
32
无
8
4.钻机本身出故障
2
4.请厂商进行维修
4作业指导书及作首板检查
2
32
无
少孔
造成开路,严重时报废
8
1.断钻头,只断了半截
3
1.每次钻完孔用红菲林对底板
1.作业指导书及作首板检查
2
48
无
8
2.删重孔时不小心删掉
2
2.作首板认可
2.作业指导书及作首板检查
2
32
无
堵孔
导致沉铜困难,容易造成孔无铜
6
1.叠板太多,发热量太高,排屑困难
3
1.多层板叠板高度不能大于3.6㎜
1.作业指导书及作首板检查
3
54
无
6
2.钻头不锋利
4
2.多层板钻孔每1000孔换钻头
2.作业指导书及作首板检查
2
48
无
6
3.连孔,钻尘吸不起来
4
3.可改为槽孔的改为槽孔
3.作业指导书及作首板检查
2
48
无
PAGE:
4Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成
日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
堵孔
导致沉铜困难,容易造成孔无铜
6
4.吸尘口堵,吸风不够大
2
4.每班一次清理吸尘
4.作业指导书及作首板检查
2
24
无
6
5.下垫板钻过第一次,未翻面或没换,又接着钻
2
5.钻第二轮提前将下垫板套好并检查
5.作业指导书及作首板检查
2
24
无
6
6.钻孔深度过深,发热量太大造成排屑困难
2
6.作深度试验,第一面钻入垫板的1/3厚即可
6作业指导书及作首板检查
2
24
无
6
7.钻嘴排屑槽太浅,排屑不畅
2
7.只能使用磨6以下的旧钻头
7作业指导书及作首板检查
2
24
无
6
8.同等钻速下,退刀太快
2
8.钻多层板退刀一般在600-1500
8.作业指导书及作首板检查
2
24
无
板面毛刺
沉铜后界面易断裂,同时也影响曝光
7
1.钻速和进刀太快
3
1.按要求设置钻孔参数
1.作业指导书及作首板检查
2
42
无
7
2.钻头不锋利
3
2.钻多层板采用磨4以下的钻头
2.作业指导书及作首板检查
2
42
无
7
3.未加上垫板铝片
2
3.每次钻,每个头都要求贴上铝片钻孔
3.作业指导书及作首板检查
2
28
无
7
4.贴上垫板不平
2
4.铝片比钻孔板四周约小0.3㎜
4作业指导书及作首板检查
2
28
无
7
5.铝片下面有杂物
2
5.每次贴铝片前先清洁铝片下面
5.作业指导书及作首板检查
2
28
无
7
6.叠板中间有杂物
2
6.每套一片板,都必须将底板擦干净
6.作业指导书及作首板检查
2
28
无
7
7.钻头寿命设置太多
2
7.小孔钻头设置
最多不超过2000孔
7作业指导书及作首板检查
2
28
无
爆孔
严重时报废
7
1.钻头参数设置不对
3
1.按要求设置钻头参数
1.作业指导书及作首板检查
3
63
无
PAGE:
5Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
爆孔
严重时报废
7
2.钻头太短
3
2.钻头总长小于37㎜的不能使用
2.作业指导书及作首板检查
2
42
无
7
3.钻嘴套尺寸太短
2
3.钻头顶尖角到钻头套上平面尺寸为22.0㎜
3.作业指导书及作首板检查
3
42
无
7
4.叠板叠得太多
2
4.叠板的总厚度必须比要钻的钻头小
4.作业指导书及作首板检查
2
28
无
7
5.板材层压起泡
2
5.由IQC控制外协层压公司的质量
5.作业指导书及作首板检查
2
28
无
7
6.索咀取钻时,取得太长
2
6.每班一次清洁索咀并调松紧度
6.作业指导书及作首板检查
2
28
无
孔壁粗糙
造成孔内铜层断裂
7
1.钻头不锋利
3
1.小孔径按2000孔的寿命换钻嘴
1.作业指导书及作首板检查
3
63
无
7
2.钻头翻磨次数太多
4
2.旧钻头只允许使用磨6以下的
2.作业指导书及作首板检查
2
56
无
孔壁粗糙
造成孔内铜层断裂
7
3.转速进刀等参数设置不合理
3
3.按要求设置钻嘴参数
3.作业指导书及作首板检查
2
42
无
7
4.吸尘不畅
3
4.每班一次清理吸尘器
4.作业指导书及作首板检查
2
42
无
7
5.钻头钻入下垫板太深,灰尘带入孔壁粘附
3
5.作深度试验下垫板钻入板深1/3左右
5.作业指导书及作首板检查
2
42
无
7
6.钻嘴缺损
2
6.IQC来料进行控制,使用按要求更换
6.作业指导书及作首板检查
2
28
无
7
7.钻头排屑不畅,造成孔壁污染
2
7.磨4以上的钻头不能使用
7.作业指导书及作首板检查
2
28
无
7
8.冷却系统出问题
2
8.每3个月更换冷却液
8.作业指导书及作首板检查
2
28
无
PAGE:
6Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
板面氧化
影响外观
4
1.裸手直接接触板面
3
1.戴指手套操作
1.作业指导书及作首板检查
3
36
无
4
2.钻孔房温湿度太高
2
2.控制温度在20-26℃,湿度40-70%
2.作业指导书及作首板检查
2
16
无
板面擦花
影响外观
4
1.取、拿板不正确,拖板,甩板
4
1.带指手套平拿平放
1.作业指导书及作首板检查
3
48
无
4
2.取板、放板不正规,将板放在销钉上挂花
4
2.未钻、已钻的板放在工作台上,不放在钻机内
2.作业指导书及作首板检查
2
32
无
4
3.打磨用砂纸,是目数较小的新砂纸
3
3.钻孔打磨只采用800目的砂纸
3.作业指导书及作首板检查
2
24
无
4
4.套销钉不准,在销钉上擦花
3
4.套板对准销钉
4作业指导书及作首板检查
2
24
无
4
5.索咀挂不紧,掉刀
2
5.每天检查清洁,索咀调校
5.作业指导书及作首板检查
3
24
无
4
6.打孔后打磨底层有杂物
2
6.每次打磨前先清洁台面
6.作业指导书及作首板检查
2
16
无
4
7.压脚有口,在移动过程中刮花
2
7.每15天检查一次用1500#砂纸磨平
7.作业指导书及作首板检查
2
16
无
4
8.铝片下面有硬物
2
8.贴铝片时,先清洁铜面干净
8.作业指导书及作首板检查
2
16
无
孔边毛刺
孔界面易断裂
4
1.下垫板未翻面,铜屑特多
3
1.每次上板注意检查下垫板
1.作业指导书及作首板检查
2
24
无
4
2.打磨方式不正确
3
2.对于毛刺物多的应先用介刀片刮去,再打磨
2.作业指导书及作首板检查
2
24
无
孔烧焦
沉不上铜
8
1.叠板太多
3
1.叠板高度必须是小于4.8㎜
1.作业指导书及作首板检查
2
48
无
PAGE:
7Of10
过程
功能要求
潜在
失效模式
潜在
失效后果
S
C
潜在失效
起因/机理
O
现行过
程控制
预防
现行过程
控制
探测
D
RPN
建议措施
责任及
目标完成日期
措施结果
采取的
措施
S
O
D
RPN
钻孔:
在铜板上钻客户要求的孔径和孔位,达到导电和装配的作用。
孔烧焦
沉不上铜
8
2.钻孔径大的,转速和进刀都太快
2
2.按要求设置钻孔参数
2.作业指导书及作首板检查
2
32
无
8
3.在钻孔过程中掉刀
2
3.每天检查索咀,并调松紧度
3.作业指导书及作首板检查
2
32
无
8
4.刀太短
2
4.钻头长度必须大于37㎜
4.作业指导书及作首板检查
2
32
无
8
5.铣刀太旧
3
5.按要求换铣刀
5.作业指导书及作首板检查
2
30
无
8
6.定位钉太松,偏向一面
3
6.定位钉比孔小0.05-0.1㎜
6.作业指导书及作首板检查
2
30
无
8
7.设备精度不够
2
7.每半年由厂商对设备进行调校
7作业指导书及作首板检查
2
20
无
8
8.铣刀太小
2
8.拿取铣刀同时用卡尺测量直径
8.作业指导书及作首板检查
2
20
无
铣边:
用定位将待加工的PCB定位到工作台面上,准确铣出符合客户要求的外形尺寸
外形尺寸偏小
影响客户装配
6
1.刀具补偿错误
3
1.按文件要求正确补偿
1.作业指导书及作首板检查
3
54
无
6
2.铣刀太大
2
2.装铣刀时,用卡尺测量直径
2.作业指导书及作首板检查
2
24
无
6
3.环境温湿度太大,设备精度偏差太大
2
3.温度20-23℃,湿度45-70%,每半年调校
3.作业指导书及作首板检查
2
24
无
6
4.铣两次
2
4.按参数补偿之后,作首板检测
4.作业指导书及作首板检查
2
24
无
外形尺寸不规则
影响客户装配
6
1.销钉太松
3
1.销钉比定位孔小0.05㎜左右
1作业指导书及作首板检查
2
36
无
6
2.销钉太大
3
2.销钉比定位孔小0.05㎜左右
2.作业指导书及作首板检查
2
36
无
6
3.定位孔有金属,有的套进销钉,有的套不进
3
3.作为销钉的孔,用安装孔来作的,采取塞孔方式进行
3.作业指导书及作首板检查
2
36
无
6
4.文件
 升级会员
升级会员 