机械加工工艺过程卡片4.docx
《机械加工工艺过程卡片4.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片4.docx(23页珍藏版)》请在冰豆网上搜索。
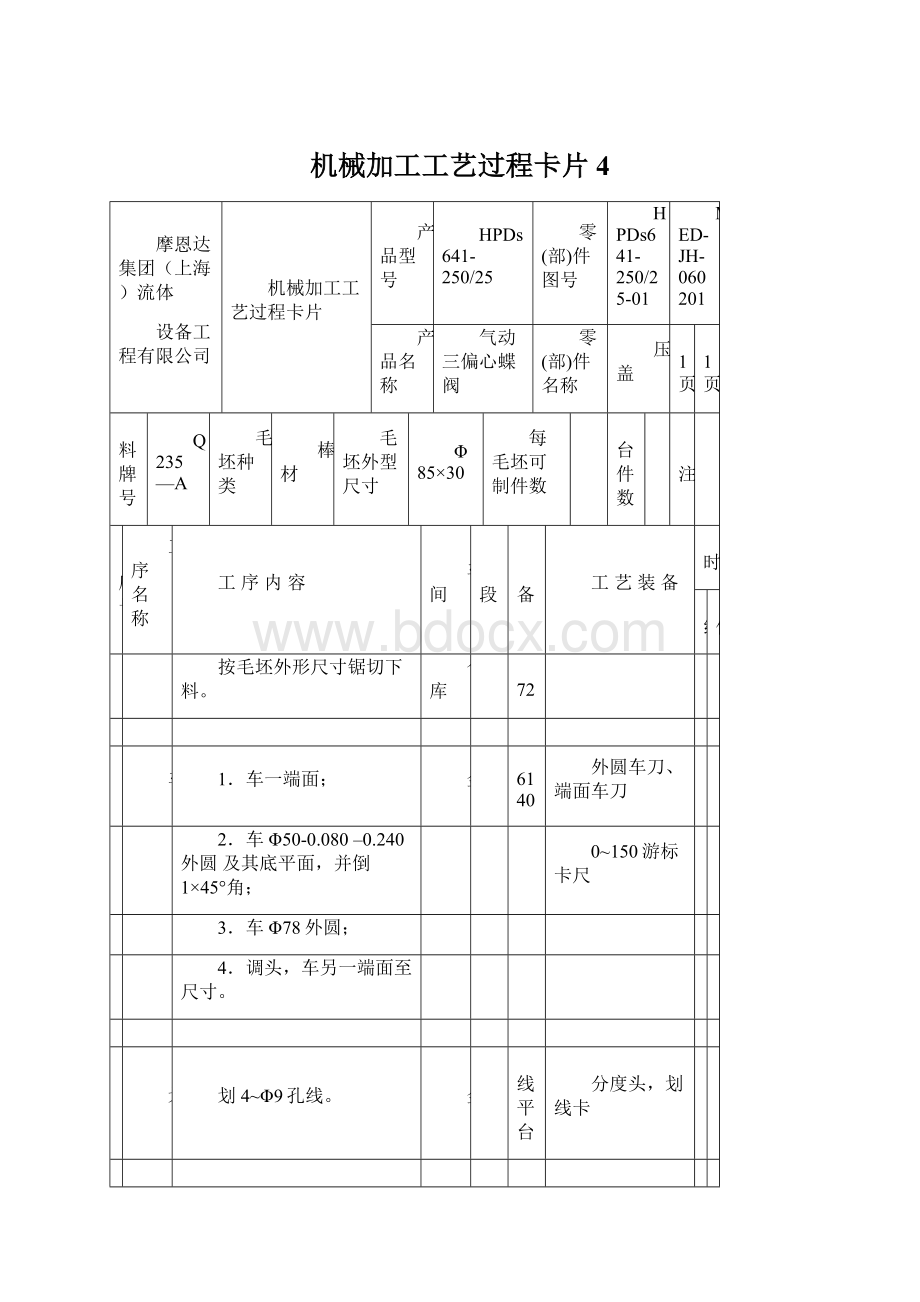
机械加工工艺过程卡片4
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-01
MED-JH-060201
产品名称
气动三偏心蝶阀
零(部)件名称
压盖
共1页
第1页
材料牌号
Q235—A
毛坯种类
棒材
毛坯外型尺寸
Φ85×30
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
按毛坯外形尺寸锯切下料。
仓库
G72
2
车
1.车一端面;
金
C6140
外圆车刀、端面车刀
2.车Φ50-0.080–0.240外圆及其底平面,并倒1×45°角;
0~150游标卡尺
3.车Φ78外圆;
4.调头,车另一端面至尺寸。
3
划
划4~Φ9孔线。
金
划线平台
分度头,划线卡
4
钻
钻4~Φ9孔。
金
Z3040
Φ9钻头
5
检
按图样检验。
检
0~150游标卡尺
6
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-03
MED-JH-060202
产品名称
气动三偏心蝶阀
零(部)件名称
调整垫
共1页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
车
1.车一端面;
金
6140
外圆车刀、端面车刀
2.车Φ35-0.065–0.195外圆;
0~150游标卡尺
3.调头,车另一端面至尺寸。
2
检
按图样检验。
检
0~150游标卡尺
3
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-04
MED-JH-060203
产品名称
气动三偏心蝶阀
零(部)件名称
密封组合
共1页
第1页
材料牌号
1Cr18Ni9Ti/XB350
毛坯种类
复合材料板材
毛坯外型尺寸
Φ250×6.5
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
车
1.卡外圆,车内圆至尺寸;
金
C6140
外圆车刀
2.卡内圆,车外圆至尺寸Φ246。
0~300游标卡尺
2
车
与蝶板、压板组装,同车斜锥面至尺寸。
金
C6140
外圆车刀;DsJ71-250-06车蝶板密封面夹具;
0~300游标卡尺。
3
检
按图样检验。
检
0~300游标卡尺
4
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-
MED-JH-0602
产品名称
气动三偏心蝶阀
零(部)件名称
压板
共1页
第1页
材料牌号
Q235—A
毛坯种类
δ=20钢板
毛坯外型尺寸
Φ245×Φ105×20
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
按毛坯外形尺寸气割下料。
仓库
2
车
1.车一端面;
金
C6140
端面车刀、内圆车刀、外圆车刀;
2.车内圆至Φ125+0.1000;
0~300游标卡尺
3.车外圆至尺寸Φ240;
4.车Φ135~Φ202深为0.5的槽;
5.调头,车另一端面至总厚尺寸14;
6.车40°锥面。
3
划
划12~Φ11孔线。
金
划线平台
划线卡、洋冲等
4
钻
钻12~Φ11孔。
金
Z3040
Φ11钻头
5
车
与密封组合、蝶板组装,同车斜锥面至尺寸。
金
6140
外圆车刀;DsJ71-250-06车蝶板密封面夹具;
0~300游标卡尺。
6
检
按图样检验。
检
0~300游标卡尺
7
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-06
MED-JH-060205
产品名称
气动三偏心蝶阀
零(部)件名称
蝶板
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
划
以两端Φ36+0.0250内圆毛面为基准,划工件一条距Φ36+0.0250中心
金
划线平台
划线盘
线尺寸为7的中心平面线;
以两端距离尺寸为200的毛平面为基准,划工件另一条中心平
面线。
2
车
车距离尺寸为200的两毛平面,按线找正工件。
金
C6140
外圆车刀、端面车刀
车距阀杆孔中心尺寸为36的端面至尺寸,车蝶板外圆至尺寸
0~300游标卡尺
Φ250;
粗、精车Φ125+0.145+0.245、Φ200-0.050–0.122外圆及其底平面至尺寸。
调头,卡工件外圆并找正。
车Φ230-0.050–0.096外圆及其底平面至尺寸。
3
划
划12~M10孔线。
金
划线平台
划线卡、洋冲等
4
钻、攻
钻、攻12~M10螺孔。
金
Z3040
Φ10钻头、M12丝锥
5
车
与压板、密封组合组装,同车斜锥面至尺寸。
金
C6140
6
检
按图样检验。
检
7
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-07
MED-JH-060206
产品名称
气动三偏心蝶阀
零(部)件名称
阀体
共3页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
划
以上、下两端阀杆孔为基准,划阀杆孔两条互相垂直的中心平
金
划线平台
划线盘
面线;以其中一条中心线为基准,划距此中心线尺寸为7的阀
体通道中心线;再以Φ310外圆毛面为基准,划阀体通道另一中
心线;以阀杆孔另一中心线为基准,划距离尺寸为165的两端
面加工线。
划一端Φ250内圆加工线。
2
车
卡一端法兰外圆,找正Φ250内圆加工线,找正端面加工线。
金
C630
外圆车刀、内圆车刀、端面车刀
车一端法兰外圆至尺寸;
0~300游标卡尺
车一端面至尺寸;
车一端Φ250内圆至尺寸;
车Φ260内圆及其两端平面至尺寸;
车一端Φ330凸台至尺寸。
调头,卡工件已加工法兰外圆并找正工件。
车另一端法兰外圆至尺寸;
车另一端面至尺寸;
车另一端Φ330凸台至尺寸;
车另一端Φ250内圆及其底平面至尺寸。
3
车
以后端Φ250内圆及后端面为基准,将工件装在车阀体斜锥面夹
金
C630
内圆车刀;Ds71-250-07车阀体斜锥面夹具
具的定位底座上,并用压板压紧工件。
0~300游标卡尺
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-07
MED-JH-060206
产品名称
气动三偏心蝶阀
零(部)件名称
阀体
共3页
第2页
材料牌号
WCB
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
找正夹具Φ200H7内圆并压紧夹具在机床花盘上。
粗、精车斜锥面至尺寸:
斜锥面小端椭圆长轴尺寸为239.4,斜
锥面小端椭圆短轴尺寸为238。
4
堆焊
在阀体斜锥面上堆焊D507Mo,堆焊层厚度为4mm。
金
电焊机
5
车
仍以后端Φ250内圆及后端面为基准,将工件装在车阀体斜锥面
金
C630
内圆车刀;Ds71-250-07车阀体斜锥面夹具
夹具的定位座上,并用压板压紧工件。
0~300游标卡尺
找正夹具Φ200H7内圆并压紧夹具在机床花盘上。
粗、精车密封斜锥面,留余量0.05mm。
研磨密封斜锥面至尺寸。
6
镗
将蝶板组件(包括密封组合、压板等)装入阀体斜锥面内,并
T618
镗刀杆、镗刀头
压紧蝶板组件。
内径千分表
找正阀体后端Φ250内圆及后端面,压紧工件。
粗、精镗蝶板上Φ36+0.0250孔至尺寸。
将蝶板组件拆下。
粗镗阀体两端Φ40.2、Φ36.2、粗镗上端Φ44+0.0250、Φ48+0.0390、
Φ100+0.0540内圆,粗铣顶面。
精镗Φ40.2、Φ36.2内圆至尺寸;
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-07
MED-JH-060206
产品名称
气动三偏心蝶阀
零(部)件名称
阀体
共3页
第3页
材料牌号
WCB
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
精镗Φ44+0.0250内圆及其底平面至尺寸;
精镗Φ48+0.0390内圆及其底平面至尺寸;
精铣顶面至尺寸;
精镗Φ100+0.0540内圆及其底平面至尺寸;
调头,找正两端Φ40.2内圆及Φ36.2内圆。
粗铣底平面,粗镗Φ39+0.0250内圆,粗镗Φ50+0.0390内圆。
精铣底平面至尺寸;
精镗Φ39+0.0250内圆及其底平面至尺寸;
精镗Φ50+0.0390内圆及其底平面至尺寸。
7
划
划两端法兰上之8~Φ30、4~M27孔线;划顶部4~Φ18孔线;
金
划线平台
划线卡、洋冲、划规等
划2~M16螺孔线。
8
钻、攻
钻两端法兰上之8~Φ30孔,钻攻两端法兰上之4~M27孔,钻顶
金
Z3040
Φ30、Φ23.7、Φ13.8、Φ18钻头
部4~Φ18孔,钻攻2~M16孔。
M16、M27丝锥
9
检
按图样检验。
检
10
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-08
MED-JH-060207
产品名称
气动三偏心蝶阀
零(部)件名称
填料垫
共1页
第1页
材料牌号
1Cr13
毛坯种类
棒材
毛坯外型尺寸
Φ55×12
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
按毛坯外形尺寸锯切下料。
仓库
G72
2
车
卡一端,车一端面至尺寸。
金
C6140
端面车刀、内圆车刀、外圆车刀;
粗、精车内、外圆至尺寸;
0~150游标卡尺
车100°内,外圆锥面至尺寸,并车R2圆弧至尺寸。
调头,车另一端面至尺寸。
4
检
按图样检验。
检
5
入库
检验合格后入库。
仓库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
处数
更改文件
签字
日期
摩恩达集团(上海)流体
设备工程有限公司
机械加工工艺过程卡片
产品型号
HPDs641-250/25
零(部)件图号
HPDs641-250/25-11
MED-JH-060208
产品名称
气动三偏心蝶阀
零(部)件名称
填料压盖
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
车
用四爪卡盘卡工件Φ58外圆及R16圆弧面,找正至底面尺寸为
金
C6140
端面车刀、内圆车刀、外圆车刀;
14的毛平面,找正Φ34内圆。
0~125游标卡尺
车一端面至尺寸;
粗、精车Φ32+0.1300内圆、Φ48-0.080–0.240外圆及其底平面至尺寸。
调头,卡Φ48-0.080–0.240外圆并找正工件。
车另一端面至尺寸;
车Φ34内圆及其底平面至尺寸并车R3圆弧至尺寸。
2
划
划2~Φ18孔线。
金
划线平台
划线卡
3
钻
钻2~Φ18孔。
Z3040
Φ18钻头
4
检
按图样检验。
检
5
入库
检验合格后入库。
仓库
 升级会员
升级会员 