锤柄加工工序卡.docx
《锤柄加工工序卡.docx》由会员分享,可在线阅读,更多相关《锤柄加工工序卡.docx(41页珍藏版)》请在冰豆网上搜索。
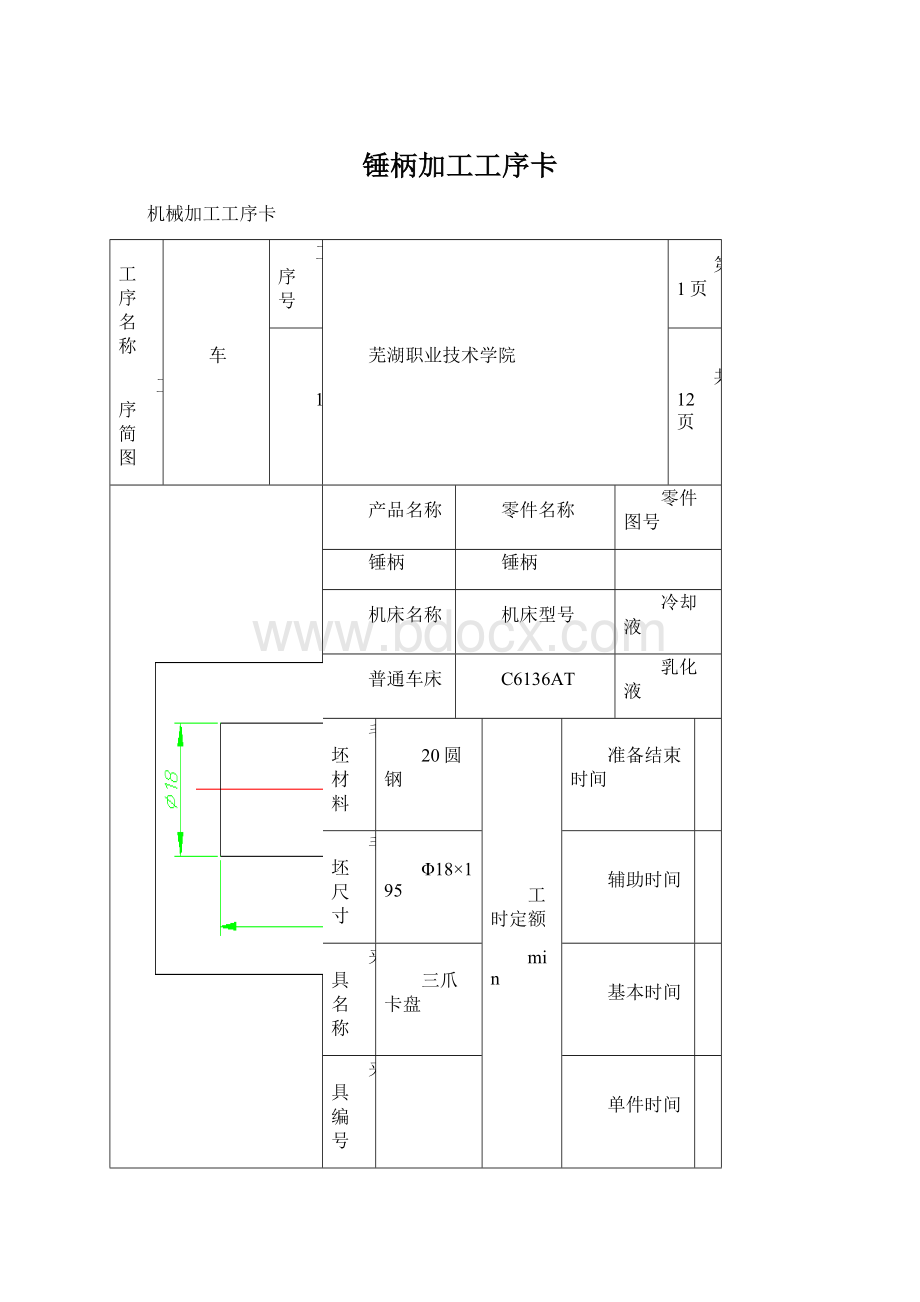
锤柄加工工序卡
机械加工工序卡
工序名称
工序简图
车
工序号
芜湖职业技术学院
第1页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
1
车左右端面,保证总长190(用三爪卡盘夹住工件的三分之二,开动机床使刀沿Z轴方向轻碰工件一端,再沿X轴方向退出钢刀,沿Y轴方向进刀2.5cm,沿X轴方向开动自动进给车去端面,换工件车另一端,取下工件测量)
625
107.26
0.1
高速钢车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第2页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
2
在左右端面上打顶针孔(换刀,用三爪卡盘夹住工件的四分之三,推动机床尾座至端面约10cm,之后开动钻头慢慢推进开始打顶针孔,之后换一段继续打孔,下工件)
625
107.26
0.1
高速钢钻头
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第3页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
3
车φ12外圆长190(用三爪卡盘夹住工件一端15cm,推动尾座顶在顶针孔上,调紧三爪卡盘,开动外圆车刀,轻碰工件表面沿Z轴移除刀,再沿X轴进刀2cm,开动自动进给,把工件的二分之一车到φ16,沿Z轴方向退出刀,关机测量,再沿X轴方向进刀2cm,开动自动进给,把工件的二分之一车到φ14,重复以上步骤把工件的二分之一再车到φ13,最后车到φ12,车完后换工件的另一端重复以上步骤车刀φ12,下工件)
625
107.26
0.1
外圆车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第4页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
4
粗车φ11.5外圆长110(用粉笔在工件的一端画下记号,用游标卡尺测量110mm的距离并在粉笔的记号上留下痕迹,用三爪卡盘夹住工件的五分之一,推动尾座顶住顶针孔,调紧三爪卡盘,开动车床,使刀在游标卡尺做的痕迹上轻轻的车个痕迹,退出刀,再使刀沿X轴方向轻碰工件,沿Z轴方向退刀,沿X轴方向进刀5mm,开动自动进给,车φ11.5外圆长110mm)
625
107.26
0.1
外圆车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第5页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
5
车φ9.7外圆长18(重复第四页车φ11.5外圆长110mm的步骤,车车φ9.7外圆长18mm,下工件)
625
107.26
0.1
外圆车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第6页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
6
倒角C2(换45车刀,用三爪卡盘夹住工件的三分之二,开动机床,使刀沿Z轴方向轻碰工件,手动调节使刀沿Z轴方向进2cm,倒角C2,下工件)
625
107.26
0.1
45车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第7页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
7
割槽,槽宽2,深1(换割槽刀,用三爪卡盘夹住工件的五分之一,推动尾座顶住顶针孔,调紧三爪卡盘,开动车床,目测使刀移至φ11.5和φ9.7的交接处,沿X轴方向轻碰工件,再手动进刀1cm,退刀,下工件)
340
107.26
0.1
割槽刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第8页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
8
扳牙(下掉尾座上的顶针,用三爪卡盘夹紧工件的四分之三,把扳牙平行放在工件的端面上,推动尾座挤在扳牙上,调动尾座沿Z轴方向进2cm,移出尾座,手动扳牙,顺时针转四分之一圈,再逆时针转八分之一圈,直至牙完全扳好,下工件)
0.1
板牙
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第9页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
9
滚花(换滚花刀,用三爪卡盘夹住工件的四分之一,推动尾座顶住顶针孔,调紧三爪卡盘,把滚花刀沿X轴方向轻碰工件,再沿X轴方向进刀1cm,沿Z轴方向开动自动进给,开始滚花,结束后下工件)
240
107.26
0.1
滚花刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第10页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
10
精车φ11外圆长92cm(调转速至840,进给量为0.07,用三爪卡盘夹住工件一端五分之一处,推动尾座顶在顶针孔上,调紧三爪卡盘,开动车床,沿X轴进刀轻碰φ11.5一段工件,沿Z轴退刀,再沿X轴进刀0.5cm,最后沿Z轴开动自动进给车φ11外圆长92cn)
840
107.26
0.07
高速钢车刀
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第11页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
11
打磨抛光(用三爪卡盘夹住工件的滚花部位一端5cm,推动尾座顶住顶针孔,调紧三爪卡盘,调动转速开始打磨抛光)
340
107.26
0.1
氧化铝砂纸
组员:
工序名称
工序简图
车
工序号
芜湖职业技术学院
第12页
1
共12页
产品名称
零件名称
零件图号
锤柄
锤柄
机床名称
机床型号
冷却液
普通车床
C6136AT
乳化液
毛坯材料
20圆钢
工时定额
min
准备结束时间
毛坯尺寸
Φ18×195
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品件数
1
工时定额
上工序
下工序
序号
工步内容
转数
(r/min)
切削速度
(m/min)
进给量
(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
12
车右端球面(同倒角C2步骤相同)
560
107.26
0.1
半圆刀
组员:
 升级会员
升级会员 