05法兰克系统的操作过程.docx
《05法兰克系统的操作过程.docx》由会员分享,可在线阅读,更多相关《05法兰克系统的操作过程.docx(14页珍藏版)》请在冰豆网上搜索。
05法兰克系统的操作过程
第5章法兰克系统的基本操作
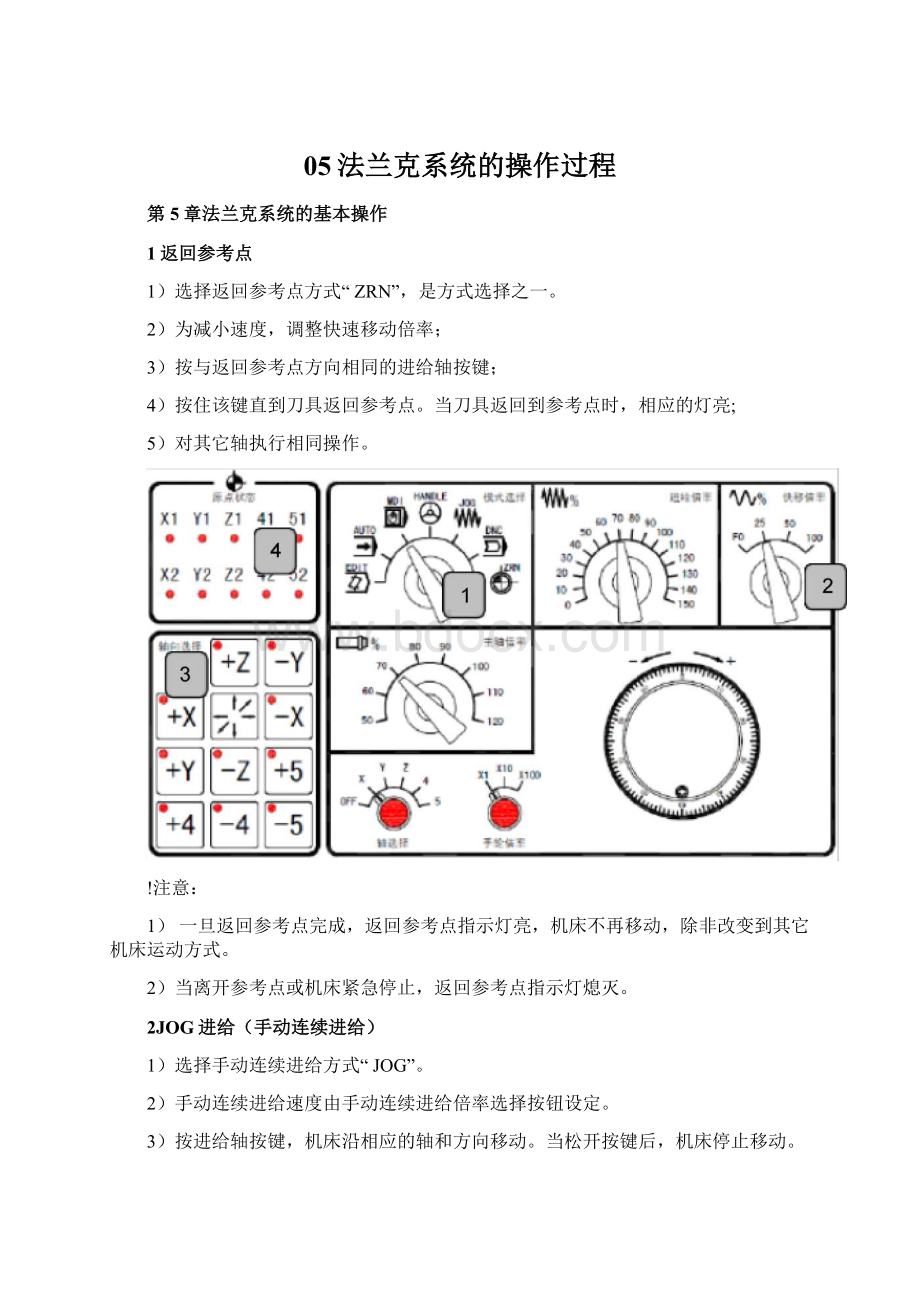
1返回参考点
1)选择返回参考点方式“ZRN”,是方式选择之一。
2)为减小速度,调整快速移动倍率;
3)按与返回参考点方向相同的进给轴按键;
4)按住该键直到刀具返回参考点。
当刀具返回到参考点时,相应的灯亮;
5)对其它轴执行相同操作。
!
注意:
1)一旦返回参考点完成,返回参考点指示灯亮,机床不再移动,除非改变到其它机床运动方式。
2)当离开参考点或机床紧急停止,返回参考点指示灯熄灭。
2JOG进给(手动连续进给)
1)选择手动连续进给方式“JOG”。
2)手动连续进给速度由手动连续进给倍率选择按钮设定。
3)按进给轴按键,机床沿相应的轴和方向移动。
当松开按键后,机床停止移动。
4)若按进给轴键的同时按住快速移动按键,则机床以快速移动速度运动。
快速移动倍率有效。
※简明步骤:
选择JOG方式设置进给倍率轴进给
!
注意:
1)在机床通电返回参考点前,按住快速移动按键,机床不能以快速移动速度运动。
3手轮进给
1)选择手轮进给方式“HANDLE”。
2)选择一个手轮要移动的轴;
3)选择手轮进给倍率;
4)旋转手轮,机床沿选择轴移动。
※简明步骤:
选择HANDLE方式设置手轮倍率选择进给轴旋转手轮
匚二十七BOM〒住三.
!
注意:
1)手轮旋转360°,机床移动距离相当于100个刻度的单位
4自动运行
程序预先存在存储器中。
当选择了一个程序并按了机床操作面板上的程序启动按
钮,开始自动运行。
在自动运行期间,当按了程序暂停,则自动运行暂停。
再按一次程序启动,自动运行恢复。
在按下MDI键盘上的【RESET】后,自动运行结束,进入复位状态。
操作步骤:
1)选择“AUTO”方式;
2)按|PROG|显示程。
画面;
3)按[>]直至出现[DIR];
4)按[(OPRT)];
5)输入程序名,如Oxxxx。
6)按[OSRH]软键。
7)按机床操作面板上的程序启动按键,自动运行启动。
8)在自动运行中,若暂停运行按程序暂停按键,若中止运行按MDI键盘上的RESET按键。
5MDI运行
在MDI方式下,用MDI键盘上的键在程序显示画面可编辑最多10行的程序段,然后执行。
MDI运行用于简单的操作。
操作步骤:
1)选择“MDI”方式。
2)按Prog|显示程序.面和[mdi]软键屏幕显示
{MDI)00100WO2
OOflOO;
GQDG90G94Q40GfiOQ&QG54GS9
G17Q22G21CM9G90GS7G64G15
BHM
TD
MDK餐0二国©二(>亳
.[iPFlGflM)[mmJ[UimNT)(NEXTjf(OHRT)])
自动输入程序号00000。
3)与普通的程序编辑方法类似,编辑用执行的程序。
在最后一个程序段中,输入M99,可在程序运行结束后自动回到程序开头。
4)如要删除MDI程序,则输入0,然后按MDI面板上的【DELETE]键。
5)移动光标到程序头,按程序启动,程序开始执行。
PROGRAM\MQI)ODM1NOGCKB
GOOX1t».£lZMO.;
□t11ZlK.CiFSOfl二
咏P9010:
QDOZO.Q;
MDi***■*******12139
][EAffll][CURRNT)NEXTJ[(QPFTT1)k.J
!
注意:
1)当执行到程序结束代码M02或M30时,程序自动删除并结束运行。
2)当执行到M99时,程序结束运行并自动回到程序开头。
3)按程序暂停,MDI程序执行暂停。
4)按【RESET】,MDI程序执行停止并复位。
5)MDI程序的行数,一般情况下在一页屏幕完全放得下,即最多6行
6DNC运行
DNC运行是读入接在阅读机/穿孔机接口的外设上的程序,同时进行自动加工。
7试运行
在实际加工之前用来检查机床是否按所编制的程序运行,包括:
单段执行
空运行
机床锁住
7.1单段执行
在“AUTO”方式下,“单段执行”方式通过一段一段程序执行来检查程序,按【单段执行】开关启动单程序段运行方式(指示灯亮,再次按下时灭,取消单段执行方式)在单程序段执行方式下,当按下【循环启动】按钮时,执行一个程序段,执行完成后机床停止;再次按【循环启动】按钮,执行下一程序段,直至程序结束。
操作步骤如下:
1)按操作面板上的【单段执行】开关按钮,指示灯亮。
2)按【循环启动】按钮,执行一个程序段。
执行完成后,机床停止。
3)再次按【循环启动】按钮,执行下一个程序段。
循环步骤2)直至程序结束c
4)按【单段执行】开关按钮,指示灯灭,取消“单段执行”方式。
7.2空运行
机床按参数设定的速度移动而不考虑程序设定的进给速度,该功能用于工件从工作
台卸下时检查程序驱动机床的运动。
操作步骤如下:
1)卸下工件(在本系统中,无需此步操作)。
2)在“AUTO”方式下,按操作面板上的【空运行】按钮,指示灯亮。
3)用快进修调改变进给速度。
4)按【循环启动】按钮,执行程序。
5)按操作面板上的【空运行】按钮,指示灯灭,取消“空运行”方式。
7.3机床锁住
当机床锁住时,机床不移动,但显示器上各轴的位置坐标在变化。
操作步骤如下:
1)在“AUTO”方式下,按操作面板上的【机床锁住】按钮,指示灯亮。
2)按【循环启动】按钮,执行程序。
3)再次按操作面板上的【机床锁住】按钮,指示灯灭,取消“机床锁住”运行方
4)执行此操作后,有些系统需再次回零。
8编辑程序
字是地址符及其紧跟其后的数字。
程序的编辑包括字的插入、更换和删除,还包括整个程序的删除和自动插入顺序号,扩展编辑功能还可以实现程序的复制、移动和合并
8.1字的插入、删除和修改
对存储器中的程序进行字的插入、删除和修改。
8.1.1字的插入、删除和修改
字的插入、修改和删除的一般方法如下:
选择“EDIT”方式。
按PROG。
选择要编辑的程序。
检索要修改的字,方法包括扫描法和字检索法执行字的修改、修改和删除。
4)当按下【J】按键,下一程序段的第一个字被检索。
5)当按下【T】按键,前一程序段的第一个字被检索。
6)连续按【J】或【T】按键,则光标连续移动到程序段开头。
7)按【PgDn;]显示下一页,并检索该页的第一个字。
8)按【PgUpt!
显示上一页,并检索该页的第一个字。
9)连续按【PgDn或【PgUpT】按键,则一页接一页显示。
8.1.3字检索
1)输入要检索的字,如M03。
2)按[检索J]软键,开始检索操作;按[检索T]软键,则反向开始检索操作检索操作结束时,光标显示在检索到的字处,如下图所示。
PROGRAM00050NQ1234
NQ12M
00050;■XI00.0Z12SD.0:
-!
S12;
N567MM03:
--一,
M02;
8.1.4指向程序头
指向程序头是指将光标移到程序的起始位置,有三种方法实现。
方法一:
在“EDIT”方式下当选择程序画面时按【RESET],光标返回程序的开始处,从程序开头显示程序内容。
方法二:
在“EDIT”或“AUTO”方式下选择程序画面后,输入程序号,按[O搜索]。
方法三:
在“EDIT”或“AUTO”方式下选择程序画面后,按[(OPRT)]软键再按[REWIND]。
8.1.5插入字的步骤
(1)在插入字前检索或扫描字(如Z1250.0)0
(2)键入要插入的字(如T15)。
(3)按【INSERT】键。
如在Z1250.0后插入T15。
8.1.6修改字的步骤
(1)在修改字前检索或扫描字(如T15)
⑵键入要替换的字(如M15)
⑶按【ALTER】键。
如把T15修改为M15
8.1.7删除字的步骤
⑴检索或扫描字要删除的字(如X100.0)
⑵按【DELETE)键。
8.2程序号检索
当程序存储器中存有多个程序时,可以检索程序号。
步骤如下:
(1)选择“EDIT”或“AUTO”方式。
(2)按ProgI显示程序画面,软键[程序]选中
(3)按[(OPRT)]软键(可不按,直接到第4步)。
(4)输入要检索的程序号,如O0021O
(5)按[O检索]软键,进行程序检索。
8.3程序顺序号检索
程序顺序号检索用于检索程序中的顺序号,从此顺序号的程序段启动或再启动。
步骤如下:
(1)选才(“AUTO”方式。
⑵按Prog|显示程序画面,软键[程序]选中。
(3)按[(OPRT)]软键(可不按,直接到第4步)。
⑷输入要检索的程序顺序号,如N00210
(5)按[N检索]软键,进行程序顺序号检索。
8.4删除程序
用于删除存储器中的程序,操作步骤如下:
⑴选择“EDIT”方式。
(2)按pROG|显示程序画面,软键[DIR]选中
(3)按[(OPRT)]软键。
⑷输入要删除的程序号,如O0021。
(5)按【DELETE】按键,删除程序。
8.5后台编辑程序
在程序执行期间编辑另一个程序称为后台编辑,编辑方法与普通编辑相同,操作步骤如下:
(1)选择“EDIT”或“AUTO”方式。
(2)按Prog|显示程序画面,软键[程序]选中。
(3)按[(OPRT)]软键。
(4)按[BG-EDT]软键。
(5)编辑程序。
(6)编辑后按[BG-END],编辑程序保存。
9创建程序
(1)选择“EDIT”方式。
(2)按Prog|键。
(3)按“O”并输入程序号
⑷按【INSERT】键。
(5)编辑程序。
10偏置设置
按下Offsetsetting功能键可以显示和设置刀具补偿值和其它数据。
10.1显示和设置刀具偏置值
显示和设置刀具偏置值的操作步骤如下:
(1)按功能键Offsetsetting|。
(2)按[偏置]软键选择[几何]画面,输入数值,则直接显示(4)
(3)或按[(操作)]软键,再按[几何],则界面显示为
K.
QMJ
ir―
1.
IrOM
B
Xa
q&Q2
If
力MO
Q
0MH
1-
ILCig
0
Q0M
o-Daoi
4,004
«
00D5
1.“工
-IB.9«1
配QM
巾
aQOfi
a'.OKK!
电
G0g
1
-4fr.941
O'.CM
■0
QGQB
l.HE
一■■.Hl
KH
0
Onsn/QVMZTKT
30H3gM
翔却。
X
j^RALKAIH*CMXATTVX]
口1。
1,网
wi
(4)按[(操作)]软键或直接输入数值,则显示
刀具补偿rJl何
O00D0
NOOOO
Nd
X
z
R
T
G01
-1^7.460
-183.040
0.000
0
G02
-140.00Q
-70.000
0.200
2
GQ3
20,00(3
-50,000
0,-500
0
GD4
20M0
20go
23.UOO
a
G05
忖,Q。
。
0总也
a
GUE
叩皿口
W.COT
口用。
口
3
GOT
Q・OQO
210.004
配HQO
0
GO需
385由8口
-32.100
0.500
0
G09
2g6初
2&G.242
0.000
1
S10
38之996
212.817
0.00D
0
明在也置(前希里标]
u:
■naooo
w:
皿如。
>Z2_
EDIT…
■■■
n:
3i:
ra
[Na.ft*]
[MH
]IINP.C.
][+恬及
]
I怙入
1
(5)用翻页键或光标键移至所需设定或修改的补偿值处,或输入欲设定或修改的补偿号码并按[No.检索]软键。
(6)为设定补偿值,输入一个值并按[输入]软键。
为改变补偿值,输入一个值并按[+输入]软键,该值与当前值相加,而[输入]则直接替换原值。
采用[测量]设定偏置值见10.2。
10.2刀具偏置值的直接输入
将编程时所用的刀具参考位置与加工中实际使用刀具的刀尖位置的差值设定为刀具偏置值,直接输入到刀偏寄存器。
10.2.1Z向偏置值设置
(1)在手动方式中,用一把实际刀具切削端面A(假定工件坐标系已设定)
(2)X向退刀,Z向保持不动,停止主轴
(3)测量工件坐标系原点到端面A的距离B。
(4)按功能键Offsetsetting|和软键[偏置/offset],显示补偿画面。
如果磨
损补偿值和几何补偿值需分别设置,就显示相对应的画面。
(5)将光标移到欲设定的偏置号处。
(6)输入'Z'和测量值B。
(7)按软键[测量/Measure]。
10.2.2X向偏置设置
(1)在手动方式中,切削表面Bo
(2)Z向退刀,X向保持不动,停止主轴
(3)测量表面B的直径a。
⑷将光标移到欲设定的偏置号处。
(6)输入'X'和测量值a。
⑺按软键[测量/Measure]。
对所有使用的刀具重复以上步骤,其刀偏值自动计算设定
10.3工件偏置值设置
显示工件坐标系(G54〜G59)的工件原点偏置。
步骤如下:
(1)按下功能键Offsetsetting。
⑵按下[坐标系/work]。
⑶按软键[(操作/OPRT)]。
(4)通过光标选择欲设定的工件偏置处。
(5)输入所需的值,然后按下软键[输入/INPUT],输入值设置为工件原点偏置值。
按软键[+输入/+INPUT]则是输入值与原值相加。
(6)重复(5)〜(6)改变其它偏置值。
11当前刀具位置显示
按功能键pOS~|用于显示刀具当前位置,有三种画面:
工件坐标系的位置(绝对
/ABS)、相对坐标系的位置(相对/REL)和综合位置显示(综合/ALL)。
11.1工件坐标系当前位置显示
显示工件坐标系的刀具当前位置,随刀具移动而改变。
操作步骤如下:
(1)按功能键pOS0
(2)按软键[绝对/ABS]。
XX
MUTUALPOSEOM再05CKUT1E)Q1DCOKKN10
X123.456
Z456.789
FWrTCQIJMT5
RUNTIME0H15MCYCLETIMEGHDUaBS
ACT.F3000MM,rM3OTOMO
A05J
MEMSJRTMTNg
11.2相对坐标系中的刀具位置显示
显示相对坐标系中的刀具位置。
操作步骤如下:
(1)按功能键pOs]0
(2)按软键[相对/REL]。
ACTUM.PQSmONIRELAriVE)CH80NW01D
U123.456
W456.789
FWTT5
RUNTIMEOHlfiMCYCLETIMEOlDM3&S
ACT.F罂MM皿SOTDOOC
HEMSTWTMTNa"
I[ABB|I||U|]|ML][HMDL]|(OFHTJ|
11.3设定相对坐标系
相对坐标系中的当前刀具位置复位为0或设置为某一给定值。
操作步骤如下:
(1)按功能键POslo
(2)按软键[相对对/REL]和[(操作/OPRT)]。
(3)输入‘U'或‘W'。
(4)为将坐标值设置为给定值,输入一个值后按[PRESET],选中轴的相对坐标设定为给定值。
(5)为使相对坐标设定为0,进一步按软键[ORIGIN]和[(操作/OPRT)],按[ALLEXE]使所有轴的相对坐标设定为0,按[EXEC]使选中轴的相对坐标设定为00
11.4综合位置显示
屏幕分别显示在工件坐标系中、相对坐标系工件坐标系中、相对坐标系中、机械坐
标系中刀具的当前位置,和剩余移动距离。
操作步骤如下:
(1)按功能键pOS]o
(2)按软键[综合/ALL]
IHELATIVE)II246.»13W为17部
X12X45«Z铀.颊
1MACHINEFXUgDZd.000
IDI5UNCETO
GOJxo.ooaZOKC
RUNTIME0H15M«T.F3»QMbLW
(MTCOLIMT5CYCLETIME0HW3S5SOTCXM»
09.DE:
33
ALL
 升级会员
升级会员 