常用焊接材料选用表7.docx
《常用焊接材料选用表7.docx》由会员分享,可在线阅读,更多相关《常用焊接材料选用表7.docx(17页珍藏版)》请在冰豆网上搜索。
常用焊接材料选用表7
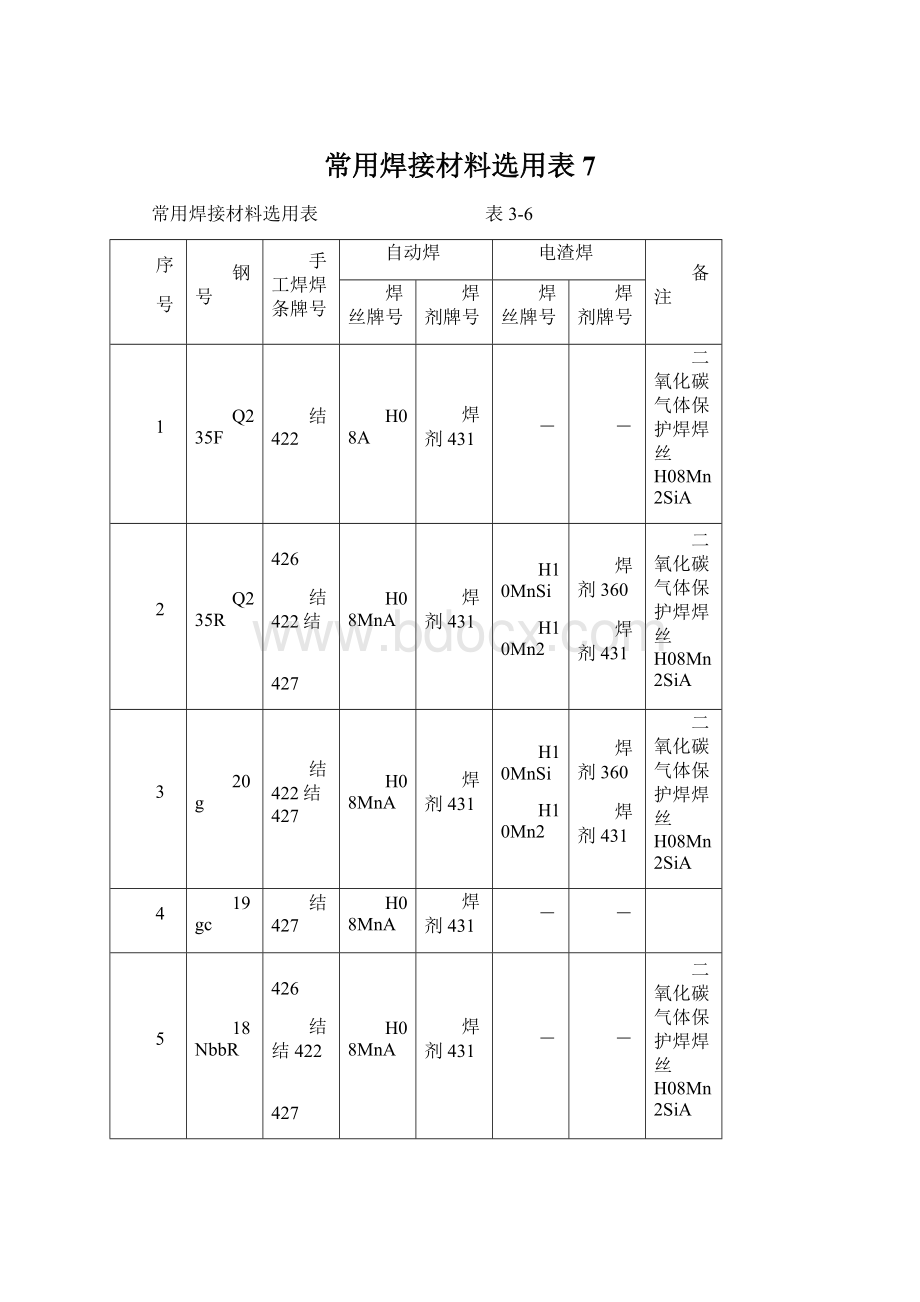
常用焊接材料选用表 表3-6
序
号
钢号
手工焊焊条牌号
自动焊
电渣焊
备注
焊丝牌号
焊剂牌号
焊丝牌号
焊剂牌号
1
Q235F
结422
H08A
焊剂431
-
-
二氧化碳气体保护焊焊丝H08Mn2SiA
2
Q235R
426
结422结
427
H08MnA
焊剂431
H10MnSi
H10Mn2
焊剂360
焊剂431
二氧化碳气体保护焊焊丝H08Mn2SiA
3
20g
结422结427
H08MnA
焊剂431
H10MnSi
H10Mn2
焊剂360
焊剂431
二氧化碳气体保护焊焊丝H08Mn2SiA
4
19gc
结427
H08MnA
焊剂431
-
-
5
18NbbR
426
结 结422
427
H08MnA
焊剂431
-
-
二氧化碳气体保护焊焊丝H08Mn2SiA
6
14MnNbR
506
结 结502
507
H10MnSi
H10Mn2
焊剂431
-
-
二氧化碳气体保护焊焊丝H08Mn2SiA
7
16MnR
506
结 结502
507
H10MnSi
H10MnSi
焊剂431
H08MnMoA
焊剂360
焊剂431
二氧化碳气体保护焊焊丝H08Mn2SiA
8
09MnVR
特117 特107
H08Mn2MoVA
焊剂205
-
-
9
15MnVR
506502
结 结
557553
H08MnMoA
H10MnSi
焊剂250
焊剂330
H08Mn2MoVA
焊剂360
焊剂431
10
14MnMoVg
结606Mo结707
H08Mn2MoVA
焊剂250
H10Mn2MoVA
焊剂360
焊剂431
结606Mo含Mo为0.5%
11
18MnMoNbR
结606Mo结707
H08Mn2MoVA
H08Mn2MoA
焊剂250
H10Mn2MoVA
H10Mn2MoA
焊剂360
焊剂431
12
12CrMo
热207
H12CrMo
焊剂260
焊剂250
-
-
13
15CrMo
热307
H15CrMo
焊剂260
焊剂250
-
-
14
12Cr2Mo1
热407
H08CrMoVA
焊剂260
焊剂250
-
-
常用焊接材料选用表
序
号
钢号
手工焊焊条牌号
自动焊
备注
焊丝牌号
焊剂牌号
1
0Cr18Ni9Ti
奥132 奥137
H0Cr18Ni9Ti
H00Cr22Ni10
焊剂772
焊剂260
2
1Cr18Ni9Ti
奥132 奥137
H0Cr18Ni9Ti
H00Cr22Ni10
焊剂772
焊剂260
3
00Cr18Ni10
奥002
H00Cr22Ni10
焊剂260
4
0Cr17Ni13Mo2Ti
奥212
H00Cr17Ni13Mo2
焊剂772
焊剂260
5
00Cr17Ni13Mo2
奥022
H00Cr17Ni13Mo2
焊剂772
焊剂260
6
0Cr17Ni13Mo3Ti
奥022
H00Cr17Ni13Mo3Ti
焊剂772
焊剂260
7
0Cr13+Q235
422 302 102
基层:
结 ,过渡层:
奥 ,复层:
奥
427 307 107
H08MnA
基层:
H08A
焊剂431
8
16Mn
0Cr13+
(15MnV)
502 302 102
基层:
结507,过渡层:
奥 ,复层:
奥
(557) 307 107
H10Mn2
基层:
H10MnSi
(H08MnMoA)
焊剂431
330
焊剂
250
9
0Cr13+12CrMo
302 102
基层:
热207,过渡层:
奥 ,复层
307 107
基层:
H12CrMo
焊剂260
焊剂250
10
0Cr18Ni19Ti+Q235
422 302 132
基层:
结 ,过渡层:
奥 ,复层:
奥
427 307 137
H08MnA
基层:
H08A
焊剂431
11
1Cr18Ni9Ti+16Mn
(15MnV)
502 302 132
基层:
结507,过渡层:
奥 ,复层:
奥
(557) 307 137
H10Mn2
基层:
H10MnSi
(H08MnMoA)
焊剂431
330
焊剂
250
12
0Cr17Ni13Mo2Ti+Q235
422
基层:
结 ,过渡层:
奥312,复层:
奥212
427
H08MnA
基层:
H08A
焊剂431
13
0Cr17Ni13Mo2Ti+16Mn(15MnV)
502
基层:
结507,过渡层:
奥312,复层:
奥212
(557)
H10Mn2
基层:
H10MnSi
(H08MnMoA)
焊剂431
330
焊剂
250
常用管子、管件前预热及焊后处理要求 表3-7
钢号
焊前预热
焊后热处理
壁厚(mm)
温度(℃)
壁厚(mm)
温度(℃)
10、20
ZG25
≥26
100~200
>36
600~650
16Mn
15MnV
12CrMo
≥15
150~200
>20
600~650
520~570
650~700
15CrMo
ZG20GrMo
≥10
≥6
150~200
200~300
>10
670~700
12Cr1MoV
ZG20CrMoV
ZG15Cr1MoV
≥6
200~300
250~300
>6
720~750
12Cr2MoWVB
12Cr3MoWVSiTiB
Cr5Mo
≥6
250~350
任意
750~780
铝及铝合金
任意
150~200
-
-
铜及铜合金
任意
350~550
-
-
注:
1、当焊接环境温度低于0℃时,表中示规定作预热要求的金属(除有色金属外)均应做适当的预热,
使被焊母材有手温感;表中规定须作预热的金属(除有色金属外),则应将预热温度作适当的提高。
2、黄铜焊接时的预热温度:
壁厚为5~15mm时,为400~500℃;壁厚15mm时,为550℃。
3、有应力腐蚀的碳素钢、合金钢焊缝,不论其壁厚条件,均应进行焊后热处理。
4、黄铜焊接后,焊缝应进行焊后热处理。
焊后热处理温度:
消除应力处理为400~450℃;软化退火
处理为500~600℃。
高压管焊条和焊丝的选择表 3-8
高压管材
手工电弧焊焊条
氧乙炔焰气焊用焊丝按YB199-63
氩弧焊焊丝
按YB199-63
GB981-67
按GB892-67
GB893-67
按电焊条统一牌号
20号①
T426
T427
结426
结427
H08,H08A
15MnV
T506
T507
结506
结507
H10MnSi
Cr5Mo
TR5
TA3
热507
奥402、奥407
HCr5M
1Cr18Ni9Ti
TAINb
奥132 奥137
HICr18Ni9Nb
Cr18Ni12Mo2Ti
TAIMo2Nb
奥212
含Nb的18-12-Mo2②
15CrMo
TR3
热307
H12CrMo
12CrMo
TR2
热207
H12CrMo
注:
1、20钢推荐用T500或T422焊条打底,其余各层应采用T426、T427焊条。
2、含Nb的18-12Mo2焊丝应有制造厂化学分析合格证,必须含Nb做稳定剂。
高压管焊接层数与焊条直径 3-9
管壁厚度(mm)
焊接层数
焊接次序
焊条直径(mm)
4~12
2~4
12~4
2.5~3.23.2~4
12~22
5~7
1~23~7
3.2~44~5
22~34
8~12
1~23~12
3.2~44~5
高压管道焊接允许最低环境温度及预热要求 3-9
管材钢号
允许焊接最低环境温度(℃)
壁厚(mm)
预热温度(℃)
备注
20号
-10
<16
16~26
>26
不预热
100~200
150~250
>10℃不预热
15MnV
-5
<16
16~24
>24
不预热
150~200
200~250
>10℃不预热
12CrMo
15CrMo
-5
<16
16~24
>24
150~200
200~250
250~300
Cr5Mo
+5
<16
16~24
>24
200~250
250~300
300~350
高压管道焊接热处理要求 表3-11
管材钢号
壁厚(mm)
焊接方法
热处理条件
20号
>20
手工电弧焊
焊后保温缓冷
≤6
氧-乙炔焰气焊
加热880~900℃,保温时间每1mm壁厚0.5~1min,然后在平静空气中冷却
15MnV
>20
手工电弧焊
加热温度600~650℃,保温时间每1mm壁厚2~2.5min,然后缓冷
≤6
氧-乙炔焰气焊
加热930~950℃,保温时间每1mm壁厚1~1.5min,然后在平静空气中冷却
12CrMo
15CrMo
不限
手工电弧焊
加热温度680~710℃,保温时间每1mm壁厚1~1.5min,然后缓冷
≤6
氧-乙炔焰气焊
加热930~950℃,保温时间每1mm壁厚1~1.5min,然后在平静空气中冷却
Cr5Mo
不限
用TR5焊丝和HCr5Mo焊丝施焊
加热850~870℃,保温时间每1mm壁厚3~5min,然后以15℃/h的冷却速度缓冷至600℃,再以较慢速度冷至600℃,再以较慢速度冷至室温
不限
用TA3(奥402或奥407)焊条施焊
焊后缓冷,不进行其他热处理
常用管子热弯温度及热处理条件 表3-16
材质
钢号或金属
〈合金〉种类
热弯温度
区间,℃
热处理条件
热处理温度℃
恒温时间
冷却方式
碳素钢
10、20
1050-750
不处理
合
金
钢
15Mn
16Mn
1050-900
16Mo
12CrMo
15CrMo
1050-800
920-900
正火
每mm壁厚2min
5℃以上静止空气中冷却
Cr5Mo
1050-800
875-850
完全退火
恒温2h
以15℃/h的速度降到600℃,然后在5℃以上的静止空气中冷却
750-725
高温回火
保温2.5h
以40~50℃/h的速度降到650℃,然后在5℃以上的静空气中冷却,处理后的硬度值HB为200~225
12CriMoV
1050-800
1020-980
正火加760-720回火
每mm壁厚1min不少于20min保温3h
空冷
不
锈
钢
lCr18Ni9Ti
Cr18Ni12Mo2Ti
Cr25Ni20
1200-900
1100-1050
淬火
每mm壁厚
0.8min
水急冷
有
色
金
属
铜
600-500
不处理
铜合金
700-600
铝11~17
260-150
铝合金LF2、LF3
310-200
铝锰合金
450
铅
130-100
注:
Cr5Mo钢热处理可任选一种.
常用高压管爆弯及热处理规范表 3-19表
管子材料
煨弯加热温度(℃)
允许最高加热温度(℃)
终弯温度(℃)
热处理规范
20
15MnV
12CrMo,15CrMo
Cr5Mo
奥氏体不锈钢
17CrMoV10(N8N)
850-900
950-1000
850-900
850-900
900-1000
920-980
<1000
<1050
<1650
<1050
<1100
<1000
>700
>800
>750
>750
>850
>870
650~700℃回火
890~930℃正火
850-875℃退火〈热弯时禁止烧水回火〉
1100~1150℃水猝
940~990℃加热1.抽空搏,
640~690℃加热5h回火
二、合金钢管安装
(1)管道常用的合金钢管钢号为:
15Mn、16Mn、16Mo、12CrMo、15CrMo、CrMo、12CrMoV等。
一般输送流体用无缝钢管中有普通低合金钢管(16Mn、15MnV)和合金结勾钢(12CrMo、15CrMo、12CrMoV),使用于除强腐蚀介质外的中、低压工业管道工程;锅炉用高压无缝钢管中一般有普通低合金钢管(16Mn、15MnV、12MnMoV、12MoVWBSiRE)和合金结构钢管(15CrMo、12CrlMoV、12Cr2MoMV、12Cr3MoVSiTiB),主要用于输送高压高温水汽介质或高压高温含氢介质。
(2)合金钢管应有材质标记。
工作温度低于-20℃的钢管应有低温冲击韧性试验结果,否则应按(YB19-64)的规定进行试验,其指标应不低于规定值的下限。
(3)合金钢管道宜采用机械方法切断,高压合金钢管道切断后的管段上无钢号者应重新打上原有钢号。
合金钢管安装时不应焊有临时支撑物,如必须进行,其焊接工艺应与正式焊接相同。
(4)合金钢管道的焊口焊接,底层应采用手工氧弧焊,以确保焊口管道内壁焊肉饱满、光滑、平整,其上各层可用手工电弧焊接成型。
合金钢管焊接一般应进行焊前预热和焊后热处理。
预热时应使焊口两侧及内外壁温度均匀,为减少热损失应在加热区附近进行保温;焊后热处理应在焊接完毕后立即进行,若不能及时进行热处理的则应在焊接后冷却至300~350℃时进行保温,使之缓慢冷却。
异种钢材焊前预热温度应按可焊性较差的一侧确定,焊后热处理的要求按合金成分较低的一侧进行。
不合格的返修及硬度不符合规定的焊缝应重新进行热处理。
合金钢管系统安装完毕后,应检查材质标记,无标记者,应进行复查。
三、不锈钢管安装
(1)不锈钢按其金相组织分为:
奥氏体不锈钢、铁素体不锈钢、马氏体不锈钢;按耐
腐蚀性能分为:
耐大气腐蚀、耐酸碱腐蚀和耐高温等不锈钢。
不锈钢管具有较高的电极电位,表面致密氧化膜和均匀的内部组织以及很高的耐腐蚀性。
在常温下能抗浓度在95%以下的硝酸、80%~100%的硫酸、10%的铅酸、79%以下的氢氧化纳介质的腐蚀。
(2)不锈钢的主要牌号有:
1Cr13、2Cr13、1Cr17、Cr25Ti、Cr28、1Cr18Ni9、1Crl8Ni9Ti、Cr23Ni18、Cr18Ni12Mo2、Cr18Nil3Mo2Ti、Cr18Nil3Mo3Ti、1Cr21Ni5Ti、Cr17Mn13、Mo2N、Cr18Mn8Ni5N、Cr18Mn1ONi5Mo2N、00Cr18NilO、OCr18NilOTi、00Cr17Ni13Mo2、00Crl7Ni13Mo3。
(3)不锈钢管及管件应有制造厂的合格证书、化学成分和机械性能等资料;外观不得有裂缝、起皮、机械损伤等现象,对表面机械损伤应进行修整使其保持光滑,同时要进行酸洗及钝化处理;输送腐蚀介质的不锈钢管又未注明晶间腐蚀试验结果的,应进行晶间腐蚀的试验;不锈钢管的运输与存放应避免与碳钢材料相互碰撞、摩擦、挤压,同时应注意防止雨水、铁锈等的腐蚀。
(4)不锈钢硬度较大,且具有较高的韧性及耐磨性,因此宜采用手工锯条、锯床、砂轮切管机、车床及等离子切割机等进行切割,注意切割速度不宜过快,采用砂轮切割机切割时应使用不锈钢专用砂轮片。
高压不锈钢管道切断后的管段上无钢号者,应重新打上坡有钢号。
(5)不锈钢管坡口一般采用机械、等离子切割机、砂轮机等制出,用等离子切割机加工坡口必须打磨掉表面的热影响层,并保持坡口平整。
(6)不锈钢管组对时,管口组对卡具应采用硬度低于管材的不锈钢材料制作,最好采用螺栓连接形式。
严禁将碳素钢卡具焊接在不锈钢管口上用来对口。
(7)不锈钢管焊接一般可采用手工电孤焊及氢弧焊。
为确保内壁焊接成型平整光滑,薄壁管采用全钨极氩弧焊,壁厚3mm时,应采用氩电联焊;焊接材料通常应与母材化学成分相近,且应保证焊缝金属性能和晶间腐蚀性能不低于母材;不锈钢(OCr18Ni9Ti、1Cr18Ni9Ti、0Cr17Ni13Mo2Ti)与碳素钢、低合金钢或耐热钢(Cr5Mo、12CrMo、15CrMo)之间的异种钢材焊接,宜选用A302或A307O焊条,对不锈钢复合钢材的焊接,还应选用过渡层焊条。
不锈钢焊条的牌号、用途及尺寸分别见表3-21、3-22。
奥氏体不锈钢管道上不许打上焊工代号印,必要时可采用其他办法替代。
焊接前应将坡口两侧20mm范围内的毛刺、污物、油污、杂质清除干净,还应在距焊口4~5mm以外、焊口两侧40~50mm的长度区间内,用非金属片遮住或涂白垩粉,防止焊接时的飞溅物飞溅到管壁上。
壁厚大于16mm的管子焊前应预热。
焊接后应对焊缝及附近表面进行酸洗及钝化。
酸洗的目的是除去氧化皮,因焊接受热后都产生一层氧化皮,将直接影响管道的耐腐蚀性能;钝化的上的是为了使不锈钢表面产生一层无色致密的氧化薄膜,起耐腐蚀作用。
酸洗常用酸液或酸膏酸洗,酸液酸洗又有浸洗和刷洗两种方法。
A.浸洗法是将浸洗酸液倒入浸洗槽中,并将焊好的不锈钢管浸在酸洗液里,浸泡25~
45min,取出用清水洗净。
B.刷洗法是用毛刷蘸取酸洗液刷洗,对焊缝区内反复刷洗数次,直至出现银白色为止,然后用清水清洗。
C.酸膏酸洗法是将酸膏涂敷于焊缝及焊缝受热区内,停留几分钟后用清水冲净。
(8)法兰连接可采用焊接法兰、焊环活套法兰、翻边活套法兰。
不锈钢法兰应使用不锈钢螺栓;不锈钢法兰使用的非金属垫片其氯离子含量不得超过50ppm。
(9)不锈钢管安装时不得用铁质的工具及材料敲击和挤压;在碳钢支、吊架与不锈钢管道之间应垫入不锈钢片使碳钢支、吊架不与不锈钢管道直接接触;不锈钢管道穿墙及穿楼板时应加装套管,其间隙不应小于10mm并填绝缘物,绝缘物中不应含有铁质杂质,一般填物为石棉绳。
不锈钢焊条常用牌号的主要用途 表3-21
焊条牌号
主要用途
A002
焊接OCr19Nill不锈钢结构,如合成纤维、化肥、石油等设备
AI02
AI07
焊接工作温度低于300-C的同类型不锈钢结构
A132
A137
焊接重要不锈钢结构,如OCr19NillTi不锈钢结构
A232
A237
焊接具有一般耐热,耐蚀性的OCr19NillTi和Cr17Ni12Mo2Ti不锈钢结构
A302
A307
焊接同类不锈、异种钢〈如Cr18Ni9不锈钢与碳铜〉、高络、高锺结构铜
A312
焊接Cr18Ni9复合钢、异种铜〈如含锢不锈钢与碳钢〉结构
A402
A407
焊接在高温条件下工作的同类型耐热不锈钢结构,或中硬化性错钢〈如Cr5Mo、Cr9Mo、Cr13、Cr28等〉结构
A412
焊接在高温下使用的耐热不锈钢,或不锈钢衬里、异种钢等结构,在焊接_硬
性高的碳钢、低合金钢时韧性极好
A502
A507
焊接呈摔火状态下的低、中合金钢、异种钢和相应的热强结构铜
注
(1)焊条的规格,习惯上以牌号表示,注明相当的国际型号。
牌号中:
A--(旧牌号为奥)表示奥氏体不锈钢焊条;
A后第一位数字――表示焊缝金属主要化学成分组成等级;
A后第二位数字――表示同一焊缝金属主要化学成分组成等级中的不同牌号;
A后第三位数字――表示焊条的药皮类型和焊接电源种类,2表示钛氢型和交直流,7表示低氢型和直流反接。
(2)焊条的国际型号中:
E――表示不锈钢焊条;
E后第一组数字――表示焊缝金属中最大含碳量;
E后第二组数字――表示铬的大约含量(%);
E后第三组数字――表示镍的大约含量(%);若焊缝金属中含有其他重要元素时,则在第三组数字后标明核元素的符号和大约含量(%);
最后一组数字――表示焊条的药皮类型和焊接电流,15表示低氢钠型和直流反接,16表示低氢钾型或其它类型和交直流。
不锈钢焊条的主要尺寸(mm) 表3-22
焊芯直径
1.6,2
2.5
3.2
4.5,6
焊条长度
220~240
220~240
290~310
300~320
340~360
340~360
380~400
表1-30焊条电弧焊用不锈钢焊条(GBIf983-1995)
1.铬不锈钢焊条
焊条牌号
国标型号
药皮类型
焊接电源
主要用途
G202
E410-16
铁钙型
交直流
用于OGr13及lCr13不锈钢结构焊接,也可用于耐磨耐蚀堆焊
G207
E410-15
低氢型
直流反接
用途同G202.可全位置焊接
 升级会员
升级会员 