单件小批量产品生产管理系统.docx
《单件小批量产品生产管理系统.docx》由会员分享,可在线阅读,更多相关《单件小批量产品生产管理系统.docx(16页珍藏版)》请在冰豆网上搜索。
单件小批量产品生产管理系统
版本类别
任
务
管
理
设
计
管
理
工
艺
管
理
人
工
排
产
进
度
提
交
生
产
监
控
设
备
管
理
质
量
管
理
外
协
管
理
自
动
排
产
初级版 E361
√
√
√
√
√
√
√
中级版 E362
√
√
√
√
√
√
√
√
高级版 E363
√
√
√
√
√
√
√
√
√
完全版 E364
√
√
√
√
√
√
√
√
√
√
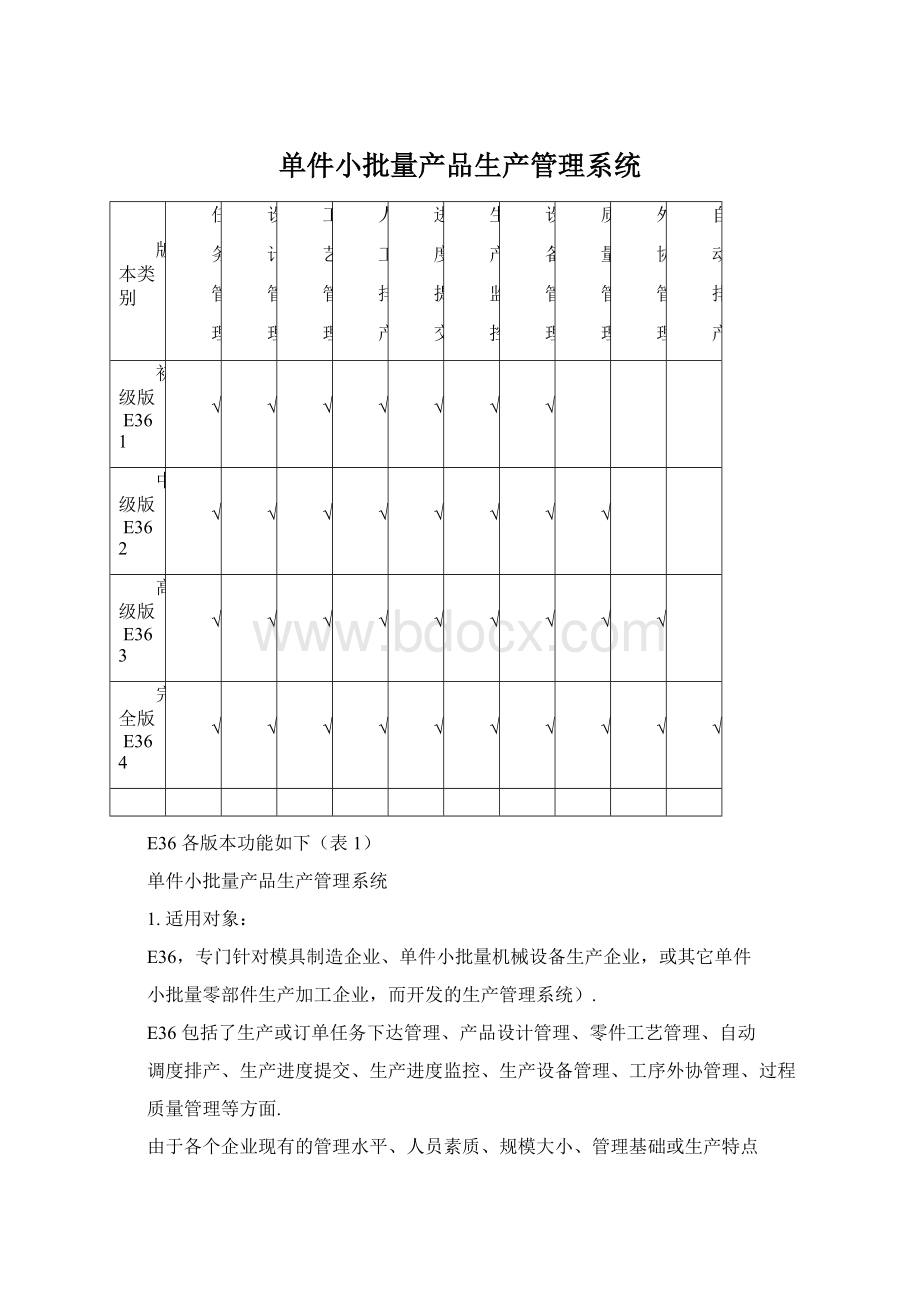
E36 各版本功能如下(表 1)
单件小批量产品生产管理系统
1. 适用对象:
E36,专门针对模具制造企业、单件小批量机械设备生产企业,或其它单件
小批量零部件生产加工企业,而开发的生产管理系统).
E36 包括了生产或订单任务下达管理、产品设计管理、零件工艺管理、自动
调度排产、生产进度提交、生产进度监控、生产设备管理、工序外协管理、过程
质量管理等方面.
由于各个企业现有的管理水平、人员素质、规模大小、管理基础或生产特点
不同,E36 软件分为初级、中级、高级、完全等四个等级的版本,从初级版本到
完全版本可以实现无缝升级.
1.1
1.2
初级版:
具有生产或订单任务下达,零件工艺管理,生产计划派工,
生产进度监控和人员业绩统计功能.
中级版:
在初级版本功能基础上,增加了质量模块,对各工序进行质
量检验和质量异常问题管理.
1.3高级版:
在中级版本的基础上,增加了外协管理模块,对外协厂商、
外协订单进行跟踪管理.
1.4完全版:
高级版本+自动调度排产,具有条码扫描功能,车间 LED 信
息实时发布功能.
表 1:
E36 各版本功能模块
2.模块功能:
2.1 任务管理:
下达生产任务号、任务名称、任务编码、开始日期、交付日期
及各种关键技术要求及附件;可以对生产任务进行暂停和完成设置,如设置暂
停后,此生产任务则自动不参与生产排产计划和进行相关操作.
2.2 设计管理:
具有录入或复制零件清单(BOM),上传设计图纸,具有图文共
享及版本管理的功能;支持 EXCEL 导入 BOM 零件清单;可按照规则自动生
成零件编码;支持在线 BOM 审批.
2.3
工艺管理:
具有导入典型工艺模板或复制相似零件的工艺,快速制定零件加
工工艺的功能;提供预估零件加工工时的计算功能;具有强大的虚拟加工件
(合件和拆件)工艺制订功能,即 CAPP 功能;可打印具有零件条码、工序条
码的标准格式的零件工艺卡片;具有工艺数据库管理功能.
2.4 进度提交:
具有人工录入、条码扫描录入、EXCEL 导入等多种方式的实际加
工信息的采集功能.对于临时没有做工序计划的加工任务也可方便的进行录入
实际加工信息.加工人员可扫描设备类型或设备条码,可即时查询到此设备当
天的待加工任务清单,系统对不应该加工的任务自动报警提醒.
2.5 生产监控:
可以动态实时的查看各个任务的所有工序任务的计划及实际进度
完成情况.系统提供以甘特图、表格、列表等多种方式来监控进度计划和完成
情况.也可监控所有设备类型及各个设备的嫁动率、负荷率,也进行柱状图、
折线图等形式查看设备负荷的平衡性和负荷率的变化趋势.
2.6 设备管理:
对设备台帐、设备工作日历、设备报修、设备维护进行管理.可
以进行维护保养提醒,可打印标准格式的设备报修单,录入设备维修信息等.
2.7 调度排产:
系统自动计算所有生产任务、所有待加工零件的所有加工工序的
排产计划,并对已经延迟或可能延迟的工序任务进行报警提醒;提供人工制定
2 / 12
加工计划和锁定加工计划、临时插单的人工干预功能.可打印具有条码的工序
派工单,也可导出 EXCEL 格式的日加工计划单.调度排产后,可以甘特图形式,
查看所有零件的所有加工工序任务在设备上的时间计划分布,也可查各设备上
各项加工工序任务的时间计划分布.
2.8 质量管理:
具有工序检验、外协检验的管理功能.如有返工、报废的工序,
系统会自动给相关人员发送提醒消息,同时会自动插入或删除需要重新加工的
或不需要加工的工序任务.系统具有强大的质量异常问题管理功能,如果有异
常质量问题,系统会自动给负责人发送提醒消息;同时如果设置了异常质量问
题处理流程,系统会自动给相应的负责人、参与人、知晓人发送任务提醒消息;
可打印标准格式的异常问题报告单;系统自动统计加工损失、材料损失、其它
损失等质量损失费用;可对异常原因进行分类统计和柏拉图分析.
2.9 外协管理:
可查看无设备及自动调度后可能延迟的工序任务清单,制定外协
询价单、外协订单,并对外协送出、外协送回信息进行跟踪.可实时统计外协
单位的准时率、不合格率及失败成本等,以便对外协单位的业绩进行跟踪管理.
3.业务流程:
(图 1:
E36 生产过程管理控制流程图)
3 / 12
生产任务排产派工车间加工过程监控
录入任务信息
加入生产计划
生产加工
录入加工信息
录入质量信息
导入加工零件
编制零件工艺
自动调度排产
人工插单调整
提交实际
加工信息
外协管理
生成进度跟踪单
生成加工业绩单
生成设备负荷表
工艺卡片下达
派工单下达
质量管理
生成质量统计表
图 1:
E36 生产过程管理控制流程图
4. E36 实施后的好处:
4.1帮助企业建立了生产过程的交期、质量和成本方面的闭环控制体系和执行体
系.
4.2帮助设计部门建立了设计 BOM、图文共享、在线审批、版本控制的
PDM(产品数据管理)管理平台.
4.3 实现了加工工艺的 CAPP(计算机辅助工艺管理),提高了工艺编制的效率和
质量,规范了企业的工艺管理.
4.4. 自动调度排产、延迟报警功能,可提高制订加工计划的效率和质量,大大提
高设备利用率.
4.5可实时监控生产加工进度,便于加工进度控制和监控,实现了车间的可视化
管理.
4.6可很方便的实现加工过程的质量检验管理,便于质量控制和快速地解决质量
问题.
4.7系统可自动实时动态统计加工人员的加工工时、报废工时、返工工时等业绩
4 / 12
E36 单件小批量产品生产管理系统(完全版)模块清单
1、任务管理
模块分类
子模块
功能描述
项目任务
管理
合同信息录入
录入订单或生产任务的任务编号、产品名称及
编码、计划开始日期和交付日期、客户技术要
求及相关附件等等信息.以便系统自动根据此要
求的交付日期进行自动调度排产等.
考核数据.
4.8 可很方便地实现外协控制和外协过程跟踪管理.
4.9 可动态实时的监控设备的嫁动率和负荷率,便于监控和分析设备利用率.
4.10系统可自动统计每个加工任务的生产加工成本、质量成本,便于成本控制
和成本分析- - -
5. E36 对企业的要求:
5.1 设计人员、工艺人员、生产管理人员、外协人员、质检人员的电脑内部联网.
5.2要有制订零件加工工艺的工艺人员,如果要自动调度排产,则需要对加工工
序预估加工工时.
5.3 生产车间要有加工任务计划排产人员(计划员或调度员).
5.4如果不用条码方式提交实际加工任务信息,车间则需要统计人员来录入实际
完成的加工信息.
5.5如果采用条码方式,实时提交加工信息,则车间工序组需要配备条码枪和电
脑或无线数据采集器.
6. E36 功能模块清单:
5 / 12
项目人员指定
指定订单任务的项目组成员后,被指定人会收
到任务消息.实现了只有项目组成员才能对此项
目如设计 BOM 进行修改等权限管理;在以后
的项目进度计划制定、相关审核流程中,系统
会自动替换责任人为设置的项目对应的负责人
并给发送任务和提醒消息.
生产任务管理
对下达的任务号进行管理(打印生产通知单,
对任务设置暂停、重启或已完成任等相关操作)
.[暂停]后各模块对此任务号,就无法再输入新
的相关信息如增加 BOM 清单、生产排产;设
置为已完成后,此任务号所有模块的的信息都
自动转到已完成的信息中.
2、设计管理
模块分类
子模块
功能描述
设计任务
管理
设计任务接收
接收需设计的已经下达的任务令号.
技术附件查看
查看相关的技术附件信息.
图文资料管理
在线查看各种格式的图文图档.
图文版本管理
支持文档签入签出管理.
零件设计
管理
加工零件录入
录入设计 BOM 清单信息(具有录入零件信息、
EXCEL 导入、复制其它类似的 BOM 的功能;
可根据设置的规则自动生成零件编码).
零件清单审批
提交要审批的设计 BOM 清单(在线退回、修
改、重新审批功能).
6 / 12
零件类型设置
设置零件清单中的零件类型(如钢材、铸件、
锻件、标准件等).
3、工艺管理
模块分类
子模块
功能描述
工艺设计
管理
零件工艺制定
制定零件工艺(有导入工艺模板,快速制订工
艺的功能,有计算预估工时的功能).根据“设
计 BOM 录入”审批后的零件 BOM 自制件,
和对某工序所需要的“电极或工装零件”制订
加工工艺.
零件工艺审批
提交审批所制定的零件加工工艺.审批后,可进
行自动加工调度排产.
设计资料
输出
工艺卡片打印
打印各任务号的自制零件、电极的工艺卡片
(有产生条码的功能).
零件设计
模板
整体工艺模板
可建立导入整个产品的工艺模板,以便制订工
艺时快速导入借鉴.
零件工艺模板
建立典型的可供参考借用的零件工艺模板,以
便制订零件工艺时导入修改,提高零件工艺的
编制效率.
工序工艺模板
可把企业能够用的所有加工手段进行分类(工
序)和编号,以便“零件工艺制定”时调用在
此已设置好的工序工艺信息,提高工艺编制效
率.
4、设备管理
7 / 12
模块分类
子模块
功能描述
设备资源
管理
设备类型定义
设置设备类型信息,如 CNC、磨床、EDM 等
等.
设备台帐维护
设置具体生产设备的资料信息.
工作时间设置
设置设备、人员的相关工作时间信息.
设备保养管理
系统自动进行保养提醒,并可记录和跟踪保养
记录.
设备报修申请
可提出报修申请单,打印标准格式的报修申请,
支持在线审批功能.
设备报修处理
对维修结果进行记录和查询.
5、生产管理
模块分类
子模块
功能描述
生产计划
控制
加入待加工零
件
查看所有待加工零件的生产准备状态及信息
(如设计、工艺、采购、是否入库等状态信息
及详细信息),如认为可以进行排产,则选择
加入,加入后,这些零件则会参与自动调度排
产计划.
自动调度排产
对所有已加入的任务号的所有已加入自制零件
各工序进行自动调度排产;如有临时插单或工
序增加或修改,可进入【人工修改计划】进行
操作;可查询各任务号的所有零件的加工工序
任务的设备排程甘特图,和查询各设备类型的
8 / 12
所有设备的零件加工工序任务排程甘特图.
生产任务打印
查看系统自动调度排产计划(计划开始时间、
计划完成时间)和延迟报警提醒信息,也可编
辑调整及打印具有条码的派工单下发给加工人
员.(也可打印零件工艺卡,或日工序加工任务
计划单)
生产进度提交
可把加工工人每个人实际加工信息输入到系统
中,以便查询统计加工进度(支持条码录入、
手工键盘录入等方式).
生产进度跟踪
可查询各任务号的零件加工进度(图形、表格、
列表三种显示方式)
生产综合跟踪
以各种条件查询各任务号的设计零件清单信息、
零件加工工艺编制信息等.
装配调试管理
调试申请,调试问题点,调试报告等管理.
6、外协管理
模块分类
子模块
功能描述
外协厂商
设置
厂商分类设置
设置外协厂类型信息,如线切割、数控铣等分
类,便于查找和统计.
厂商基本资料
管理外协厂商基本资料信息如外协厂名称及联
系电话等.
联系人员设置
管理外协厂联系人资料信息如联系人姓名及电
话等信息.
9 / 12
外协任务
管理
外协任务提请
查询生产调度后的计划结果,对没有设备资源
的,或者延迟的零件任务,提出外协,也可对
其它零件选择外协.
外协清单确认
对[外协任务提请]所提出的拟外协的清单,审
核确认是否外协,如选择[核准],则核准的外
协清单会转到[待外协清单]中以便制订外协订
单.对不核准的外协,也可选择外协[退回],不
予外协.
外协订单
管理
待外协清单
对确认核准的外协零件的工序任务清单,选择
建立询价单或外协单.
询价单管理
对确认外协的零件或工序任务清单,选择建立
外协询价单或外协订单.
外协订单管理
对建立的外协订单可查询修改,跟踪审批状态,
设置订单状态及打印.
外协订单
跟踪
外协送出接收
对外协订单的送出、接收信息进行录入,以便
跟踪外协流转信息.
外协流转查询
可根据各种查询条件查询外协订单的相关流转
信息.
外协计划跟踪
可根据已到货、已延迟等查询条件,查询外协
订单完成信息.
外协综合
统计
订单综合统计
可根据“外协单号”、“外协厂”、“任务号”查
询条件查询相关统计信息(外协额及详细外协
订单信息).
10 / 12
协方业绩统计
对外协厂商的准时率、失败成本、不合格率进
行统计查询.
7、质量管理
模块分类
子模块
功能描述
工序加工
检验
工序加工检验
录入生产提交的需检验的工序检验结果.
检验结果查询
查询零件工序的检验结果.
质检信息统计
按各种统计条件统计出质检数据.
外协加工质检
对外协送回的外协清单进行检验,录入检验信
息.
质量异常
管理
异常类型设置
可设置异常质量问题的原因类型,以便以后选
择和统计分析.
处理流程设置
可根据异常问题的严重程度等判断条件,设置
不同的处理流程,定义责任人,参与人和知晓
人等.
异常问题登记
发生异常质量问题时,进行登记,可打印标准
格式的异常问题报告单.
异常问题处理
责任人、参与人对自己负责的问题进行处理.
异常问题分析
系统自动生成异常问题分析报告.
异常损失统计
系统自动生产异常损失统计报告.
8、综合统计
模块分类
子模块
功能描述
成本统计
项目成本统计
统计具体机械设备项目的总体成本和分项成本
11 / 12
(材料、人工、设备、质量、外协).
成本综合查询
可根据各种查询条件查询与成本相关的费用明
细清单.
生产统计
设备负荷统计
统计设备负荷率及嫁动率(包括柱状图、趋势
图等).
加工任务统计
根据各种查询条件查询加工信息.
设备工时统计
统计设备加工工时.
人员工时统计
统计人员加工工时(统计汇总信息和查询加工
任务清单).
12 / 12
 升级会员
升级会员 