简单零件加工刀具补偿功能.docx
《简单零件加工刀具补偿功能.docx》由会员分享,可在线阅读,更多相关《简单零件加工刀具补偿功能.docx(14页珍藏版)》请在冰豆网上搜索。
简单零件加工刀具补偿功能
一、零件图样
03
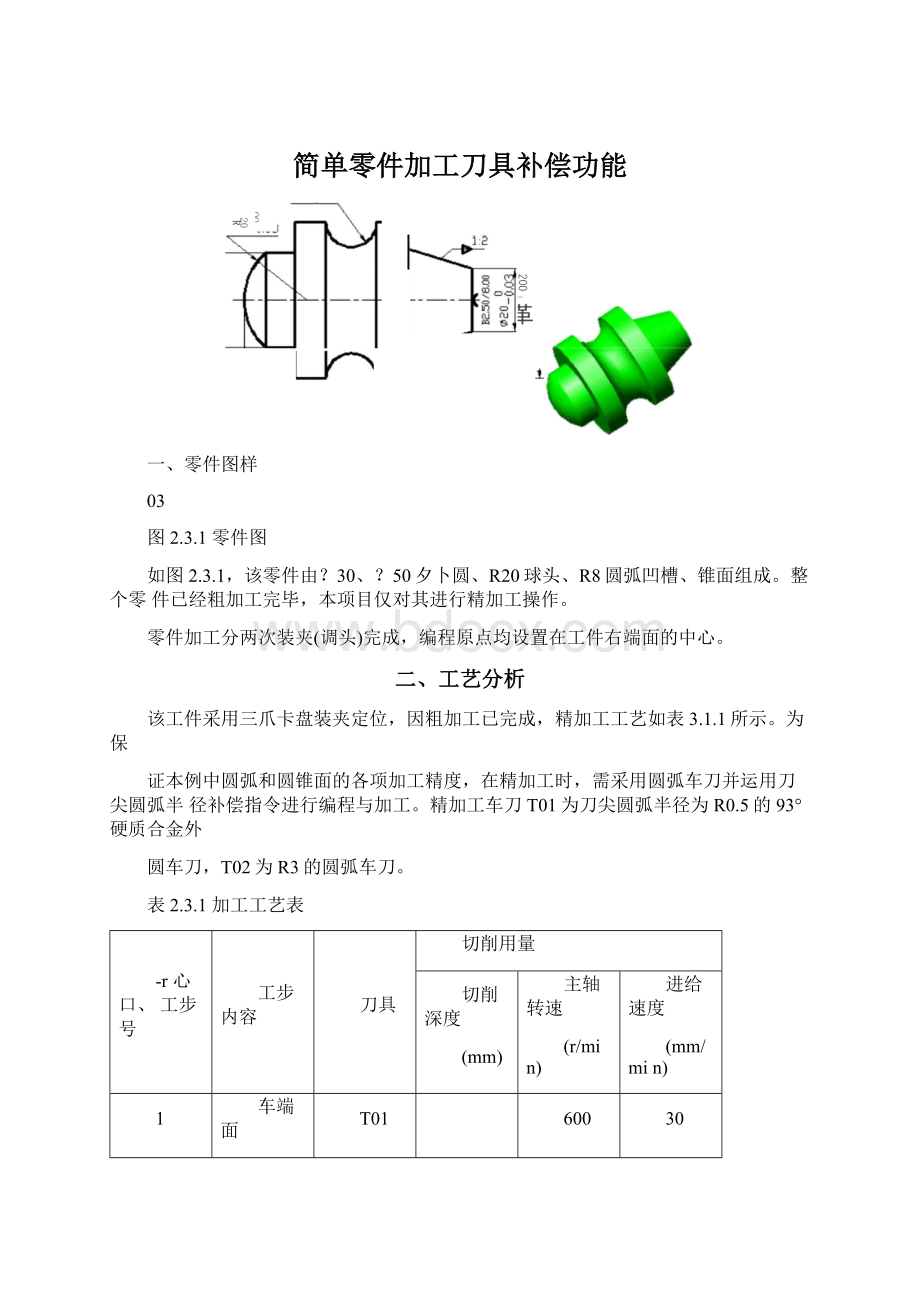
图2.3.1零件图
如图2.3.1,该零件由?
30、?
50夕卜圆、R20球头、R8圆弧凹槽、锥面组成。
整个零件已经粗加工完毕,本项目仅对其进行精加工操作。
零件加工分两次装夹(调头)完成,编程原点均设置在工件右端面的中心。
二、工艺分析
该工件采用三爪卡盘装夹定位,因粗加工已完成,精加工工艺如表3.1.1所示。
为保
证本例中圆弧和圆锥面的各项加工精度,在精加工时,需采用圆弧车刀并运用刀尖圆弧半径补偿指令进行编程与加工。
精加工车刀T01为刀尖圆弧半径为R0.5的93°硬质合金外
圆车刀,T02为R3的圆弧车刀。
表2.3.1加工工艺表
-r心口、工步号
工步内容
刀具
切削用量
切削深度
(mm)
主轴转速
(r/min)
进给速度
(mm/min)
1
车端面
T01
600
30
2
精加工锥面
T01
0.6
1000
40
3
钻顶尖孔,顶尖
4
加工R8内凹圆弧槽
T02
5
调头装夹,车端面,保证尺寸
T01
3
精加工球头、?
30外圆
T01
600
30
三、程序编制
(一)刀具补偿功能
1、刀具补偿功能
数控程序是针对刀具上的某一点(即刀位点),按工件轮廓尺寸编制的。
车刀的刀位
点一般为理想状态下的假想刀尖点或刀尖圆弧圆心点。
但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一理想点,而是一段圆弧,切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖不影响加工尺寸和形状;但在切削锥面和圆弧时,会造成过切或欠切现象,如图232所示,此时,可以用刀具补偿功能来消除误差,
数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹一致。
图2.3.2刀尖圆角造成的过切和欠切
刀具补偿功能是数控车床的主要功能之一。
它分为两类:
刀具的偏置(即刀具长度补偿)和刀尖圆弧半径补偿。
2、刀位点的概念
所谓刀位点是指编制程序和加工时,用于表示刀具特征的点,也是对刀和加工的基准点。
数控车刀的刀位点如图233所示,尖形车刀的刀位点通常是指刀具的刀尖;圆弧形
车刀的刀位点是指圆弧刃的圆心;成形刀具的刀位点也通常是指刀尖。
3、刀具的偏置
(1)刀具偏置的含义
刀具偏置是用来补偿假定刀具长度与基准刀具长度之差的功能。
当车刀刀尖位置与编程位置(工件轮廓)存在差值时,可以通过刀具补偿值的设定,使刀具在X、Z轴方向上加以补偿,它是操作者控制工件尺寸的重要手段之一。
刀具的偏置可以根据实际需要分别或同时对刀具轴向和径向的偏移量实行修正。
在程
序中必须事先编入刀具及其刀具号(例如在粗加工结束后精加工开始前,在程序中专门输入“T0101”,每个刀补号的X向补偿值或Z向补偿值根据实际需要由操作者输入,当程序在执行如“T0101”后,系统就调用了补偿值,使刀尖从偏离位置恢复到编程轨迹上,从而实现刀具偏移量的修正。
刀具偏置分为刀具几何补偿和刀具磨损补偿两种。
由于刀具的几何形状不同和刀具安
装位置不同而产生的刀具补偿称为刀具几何补偿,由刀具刀尖的磨损产生的刀具补偿则称
为刀具磨损补偿(即“磨耗”)。
以下叙述的刀具补偿主要指刀具几何补偿。
例题1如图2.3.4所示,以1号刀作为基准刀具,工件原点采用G54设定,则其他刀具与基准刀具的长度差值(比基准刀具短用负值表示)及换刀后刀具从刀位点到A点的移动距离见下表。
刀具补偿值表(单位:
mm)
刀具
项目
T01(基准刀具)
T02
T04
X(直径)
Z
X(直径)
Z
X(直径)
Z
长度差值
0
0
—10
5
10
10
刀具移动距离
20
30
30
25
10
20
当换为2号刀后,由于2号刀在X直径方向比基准刀具短10mm,而在Z方向比基准刀具长5mm,因此,与基准刀具相比,2号刀具的刀位点从换刀点移动到A点时,在X方向要多移动10mm,而在Z方向要少移动5mm。
4号刀具移动的距离计算方法与2号刀具相同。
图234刀具偏移
FANUC系统的刀具几何偏置参数设置如图2.3.5所示,图中的代码“T”指刀具切削
沿类型,不是指刀具号,也不是指刀补号。
如要进行刀具磨损偏置设置则按下“摩耗”键进入相应的设置画面。
现在位置〔纯对坐标)
X50.000Z30.000
【摩耗][形状】【工件移动j
图2.3.5刀具补偿参数设定画面
(2)利用刀具几何补偿进行对刀操作
1对刀操作的定义调整每把刀的刀位点,使其尽量重合于某一理想基准点,这一
过程称为对刀。
采用G54设定工件坐标系后进行对刀时,必须精确测量各刀具安装后相对于基准刀具的刀具长度差值,给对刀带来了诸多不便,而且基准刀具的对刀误差还会直接影响其他刀
具的加工精度。
当采用G50或G92设定工件坐标系后进行对刀时,原设定的坐标系如遇关机即丢失,并且程序起点还不能为任意位置。
所以,在数控车床的对刀操作中,目前普遍采用刀具几何偏置的方法进行。
2对刀操作的过程直接利用刀具几何偏置进行对刀操作的过程如图2.3.6所示,
首先手动操作加工端面,记录下这时刀位点的Z向机械坐标值(图中z值,机械坐标值为
相对于机床原点的坐标值)。
再用手动操作方式加工外圆,记录下这时刀位点的X向机械
坐标值(图中xi值),停机测量工件直径D,用公式x=Xi-D计算出主轴中心的机械坐标值。
再将x、z值输入相应的刀具几何偏置存储器中,完成该刀具的对刀操作。
其余刀具的对刀操作与上述方法相似,不过一般不采用试切法进行,而是用刀具的刀位点靠到工件表面即记录下相应的z及Xi尺寸,通过测量计算后将相应的x、z值输入相
应的刀具几何偏置存储器中。
图2.3.6数控车床的对刀过程
4、刀尖圆弧半径补偿
(1)刀尖圆弧半径补偿的定义
在实际加工中,由于刀具产生磨损及精加工时常将车刀刀尖磨成半径不大的圆弧,这时的刀位点为刀尖圆弧的圆心。
为确保工件轮廓形状,加工时刀具刀尖圆弧的圆心轨迹不能与被加工工件轮廓重合,而应与工件轮廓偏移一个半径值R,这种偏移称为刀具半径补
偿。
所以,在数控系统编程时,不需要计算刀具中心运动轨迹,而只按零件轮廓编程,通过在程序中使用刀具半径编程指令,在“刀具刀补设置”窗口中设置好刀具半径,数控系统在自动运行时就能自动计算出刀具中心轨迹,即刀具自动偏离工件轮廓一个刀具半径值,从而加工出所要求的工件轮廓。
(2)假想刀尖与刀尖圆弧半径
在理想状态下,我们总是将尖形车刀的刀位点假想成一个点,该点即为假想刀尖(如图2.3.7中的A点),在对刀时也是以假想刀尖进行对刀。
但实际加工中的车刀,由于工艺
或其他要求,刀尖往往不是一个理想的点,而是一段圆弧(如图2.3.7中的BC圆弧)。
所谓刀尖圆弧半径是指车刀刀尖圆弧所构成的假想圆半径(图2.3.7中的r)。
在实际
加工中,所有车刀均有大小不等或近似的刀尖圆弧,假想刀尖是不存在的。
(3)未使用刀尖圆弧半径补偿时的加工误差分析
用圆弧刀尖的外圆车刀切削加工时,圆弧刃车刀(图2.3.8)的对刀点分别为B点和C
点,所形成的假想刀位点为A点,但在实际加工过程中,刀具切削点在刀尖圆弧上变动,
从而在加工过程中可能产生过切或欠切现象。
因此,采用圆弧刃车刀在不使用刀尖圆弧半径补偿功能的情况下,加工工件会出现以下几种误差情况。
①加工台阶面或端面时,对加工表面的尺寸和形状影响不大,但在端面的中心位置和台阶的清角位置会产生残留误差,如图2.3.8a所示。
图2.3.8未使用刀尖圆弧补偿功能时的误差分析
2加工圆锥面时,对圆锥的锥度不会产生影响,但对锥面的大小端尺寸会产生较大
的影响,通常情况下,会使外锥面的尺寸变大(如图2.3.8b所示),而使内锥面的尺寸变
小。
3加工圆弧时,会对圆弧的圆度和圆弧半径产生影响。
加工外凸圆弧时,会使加工
后的圆弧半径变小(如图2.3.8c所示),加工内凹圆弧时,会使加工后的圆弧半径变大(如
图2.3.8d所示)。
(4)使用刀具圆弧半径补偿功能时的拐角过渡
根据刀具半径补偿在工件拐角处过渡方式的不同,刀具半径补偿通常分成B型刀补和
C型刀补两种补偿方式。
如图2.3.9a所示,B型刀补在工件轮廓的拐角处采用圆弧过渡(图
中圆弧DE)o采用此种刀补方式会使工件上尖角变钝,刀具磨损加剧,甚至在工件的内拐角处还会引起过切现象。
如图2.3.9b所示,C型刀补采用了较为复杂的刀偏计算,计算出
拐角处的交点(图中的B点),使刀具在工件轮廓拐角处的过渡采用了直线过渡的方式(如
图中的直线AB与BC),从而彻底解决了B型刀补存在的不足。
图
(5)刀尖圆弧半径补偿指令
①指令格式:
②指令说明
G41-刀具半径左补偿指令,即沿刀具运动方向看(假设工件不动)侧时的刀具半径补偿。
如图2.3.1O所示。
,刀具位于工件左
,刀具位于工件右
G42-刀具半径右补偿指令,即沿刀具运动方向看(假设工件不动)侧时的刀具半径补偿。
如图2.3.1O所示。
G40-刀具半径补偿取消指令,即使用该指令后,使G41、G42指令无效。
若要在X(U)
和Z(W)规定的方向退出刀具,在下图2.3.11中第一个加工程序段终点取消刀尖半径补偿时,指定如下:
G40X(U)_Z(W)_I_K_;这里I和K为下一程序段工件的方向,而且必须在增量方式下指定。
I和K后跟的数值应总按半径值指定。
图2.3.11在包含G40指令的程序段中刀具运动方向不同于工件方向时的刀具运动
1)G41/G42不带参数,其补偿号(代表所用刀具对应的刀尖半径补偿值)由T代码
指定。
其刀尖圆弧补偿号与刀具偏置补偿号对应。
2)刀尖半径补偿的建立和取消只能用G00或G01指令,不能用G02或G03。
3)注意上手刀和下手刀G41/G42的区别,见图2310。
(6)圆弧车刀刀具切削沿位置的确定
数控车床采用刀尖圆弧补偿功能进行加工时,如果刀具的刀尖形状和切削时所处的位置(即刀具切削沿位置)不同,那么刀具的补偿量与补偿方向也不同。
根据各种刀尖形状及刀尖位置的不同,数控车刀的刀具切削沿位置共有9种,如图2.3.12所示,图中P为假
想刀尖点,S为刀具切削沿圆心位置,r为刀尖圆弧半径。
图2.3.12数控车床的刀具切削沿位置
除9号刀具切削沿外,数控车床的对刀均是以假想刀位点来进行的,也就是说,在刀
具偏置存储器中或G54坐标系设定的值是通过假想刀尖点(图2.1.12c中的P点)进行对
刀后所得的机床坐标系中的绝对坐标值。
(7)刀尖圆弧半径补偿过程
刀尖圆弧半径补偿的过程分为三步:
即刀补的建立(如图2.3.13第
(1)步)、刀补的
进行(如图2313第
(2)步)和刀补的取消(如图2313第(3)步)。
例题2:
编制如图2.3.12所示锥度部分外圆加工程序。
图2.3.12例题2
解:
G42GOOX60;刀补的建立
G01X120W-159F100;刀补的进行
G40G90X300W150140K-30;刀补的取消,I和K为下一程序段工件的方向,增
量方式,半径值指定
(二)参考程序
程序内容
注释
00003;
右端精加工程序
G98G40G21;
每分钟进给,取消刀补,毫米输入
T0101;
换1号刀,刀尖圆弧半径为R0.5的93°硬质合
金外圆车刀,设刀长补偿
G00X100Z100;
快速定位
M03S1000;
主轴正转,转速1000转/分
G00X0Z2;
快速定位至程序起点
G42G01Z0F50;
采用刀尖圆弧半径补偿加工锥面
X20;
X30Z-20;
X52;
G40GOOX150Z20;
退刀,取消刀尖圆弧半径补偿,中心钻钻顶尖孔
MOOM05;
程序暂停,主轴停转,手动顶上顶尖
T0202;
换2号刀,R3的圆弧车刀,设刀补偿
M03S1000;
主轴正转,转速1OOO转/分
GOOX52Z-38;
快速定位至内凹圆弧加工起刀点
G42GO1X5OZ-3O;
刀尖圆弧半径补偿加工内凹圆弧
GO2Z-46R8;
G4OGO1X52Z-38;
退刀,取消刀尖圆弧半径补偿
GOOX1OOZ1OO;
退刀
M3O;
程序结束
OOOO4;
调头精加工另一端程序
G98G4OG21;
每分钟进给,取消刀补,毫米输入
TO1O1;
换1号刀,刀尖圆弧半径为RO.5的93°硬质合
金外圆车刀,设刀长补偿
GOOX1OOZ1OO;
快速定位
MO3S1OOO;
主轴正转,转速1OOO转/分
GOOXOZ2;
快速定位至程序起点
G42GO1ZOF5O;
米用刀尖圆弧半径补偿加工左端轮廓
GO3X3OZ-6.771R2O;
GO1Z-16;
X52;
G4OGO1X52Z2;
退刀,取消刀尖半径补偿
G28UOWO;
刀具返回参考点
M3O;
程序结束
四、机床操作
(略)
 升级会员
升级会员 