锻轧奥氏体不锈钢制管配件.docx
《锻轧奥氏体不锈钢制管配件.docx》由会员分享,可在线阅读,更多相关《锻轧奥氏体不锈钢制管配件.docx(10页珍藏版)》请在冰豆网上搜索。
锻轧奥氏体不锈钢制管配件
SA-403/SA-403M
1适用范围
1.1本标准适用于压力管道用的锻轧制奥氏体不锈钢管管配件。
1.2本标准包括了若干级别的奥氏体不锈钢合金,并分别依据所适用的ASME或MSS尺寸及额定压力标准,使用WP或CR前缀来标志钢的级别。
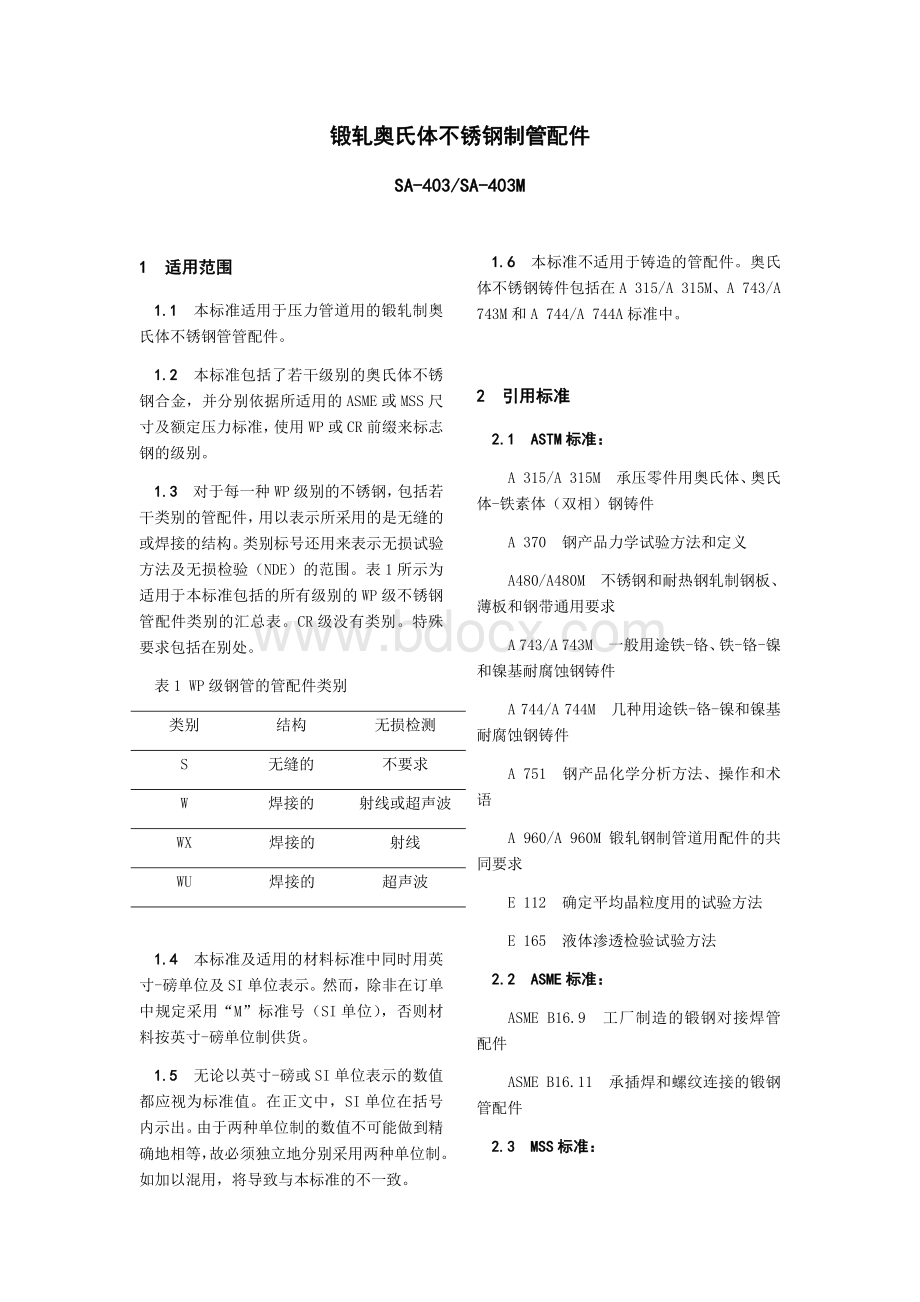
1.3对于每一种WP级别的不锈钢,包括若干类别的管配件,用以表示所采用的是无缝的或焊接的结构。
类别标号还用来表示无损试验方法及无损检验(NDE)的范围。
表1所示为适用于本标准包括的所有级别的WP级不锈钢管配件类别的汇总表。
CR级没有类别。
特殊要求包括在别处。
表1WP级钢管的管配件类别
类别
结构
无损检测
S
无缝的
不要求
W
焊接的
射线或超声波
WX
焊接的
射线
WU
焊接的
超声波
1.4本标准及适用的材料标准中同时用英寸-磅单位及SI单位表示。
然而,除非在订单中规定采用“M”标准号(SI单位),否则材料按英寸-磅单位制供货。
1.5无论以英寸-磅或SI单位表示的数值都应视为标准值。
在正文中,SI单位在括号内示出。
由于两种单位制的数值不可能做到精确地相等,故必须独立地分别采用两种单位制。
如加以混用,将导致与本标准的不一致。
1.6本标准不适用于铸造的管配件。
奥氏体不锈钢铸件包括在A315/A315M、A743/A743M和A744/A744A标准中。
2引用标准
2.1ASTM标准:
A315/A315M承压零件用奥氏体、奥氏体-铁素体(双相)钢铸件
A370钢产品力学试验方法和定义
A480/A480M不锈钢和耐热钢轧制钢板、薄板和钢带通用要求
A743/A743M一般用途铁-铬、铁-铬-镍和镍基耐腐蚀钢铸件
A744/A744M几种用途铁-铬-镍和镍基耐腐蚀钢铸件
A751钢产品化学分析方法、操作和术语
A960/A960M锻轧钢制管道用配件的共同要求
E112确定平均晶粒度用的试验方法
E165液体渗透检验试验方法
2.2ASME标准:
ASMEB16.9工厂制造的锻钢对接焊管配件
ASMEB16.11承插焊和螺纹连接的锻钢管配件
2.3MSS标准:
MSSSP-25阀门、管配件、法兰和活接头标准标志系统
MSSSP-43轻型不锈钢对接焊管配件标准实用规程
MSSSP-79承插焊异径管塞
MSSSP-83承插焊接的和螺纹端的钢制管道管套节
MSSSP-95顶锻螺纹接头和大管塞
2.4ASME锅炉和压力容器规范:
第Ⅷ卷第一分册,压力容器
第Ⅸ卷,焊接评定
2.5AWS标准
A5.4耐腐蚀的铬和铬镍钢药皮电焊条
A5.9耐腐蚀的铬和铬镍钢填充焊丝和裸焊条
2.6ASNT标准:
SNT-TC-1A(1984)无损检测人员资格评定和合格证明推荐实用规程
3订货一般要求和订货须知
3.1按本标准提供的材料应符合包括示出在采购订货单中的任何补充要求在内的A960/A960M标准中的要求。
若不能符合A960/A960M标准中的一般要求,便构成与本标准的不一致。
当在本标准与A960/A960M标准之间存在抵触时,应以本标准为准。
3.2当按本标准订购材料时,应遵守A960/A960M指出的订货须知。
4材料
4.1管配件所用的材料为化学成分符合表2中规定的锻件、棒料、板料、无缝或焊接的管状产品构成。
有关公用名称见表3列出的清单。
4.2钢应采用下列一种炼钢方法冶炼:
4.2.1电炉炼钢(可任选炉外脱气和炉外精炼);
4.2.2真空炉炼钢;
4.2.3用上述一种炼钢法冶炼后,接着进行真空重熔或电渣自耗电极重熔。
4.3如果采用两次冶炼,炉号则是指用一次冶炼炉号重熔的所有钢锭。
5制造
5.1成型——锻造或成型操作可以采用锤锻、压锻、冲孔、挤压、顶锻、轧制、弯曲、熔焊、机械加工,或者同时采用两种或多种方法。
成型过程应能保证在管配件上不产生有害缺陷。
5.2所用类别的管配件都应按第6节规定进行热处理。
5.3按WP级S类订购的管配件应为无缝结构,并须满足ASMEB16.9、ASMEB16.11、MSSSP-79、MSS-83或MSSSP-95标准的全部要求。
5.4按WP级W类订购的管配件须满足ASMEB16.9标准的要求,并且:
5.4.1滚轧制造的或由管配件制造厂用加填充金属焊接钢管的所有焊缝,均应按第5.5条要求用射线照相检验(焊缝)整个长度。
5.4.2如果焊接是不用填充金属焊接的,则对于由原始公称钢管制造厂或管配件制造厂施焊的单条纵向焊缝不需要进行射线照相检验;
5.4.3当已完全符合下列条件时,对于由管配件制造厂焊接的纵向熔化焊缝,不要求做射线检验;
5.4.3.1不添加填充金属
5.4.3.2每条焊缝只通过一次焊接操作完成;
5.4.3.3只是单侧的熔化焊接。
5.4.4管配件制造厂焊接的焊缝,可按第5.6条所描述的规范要求进行超声波检验代替射线照相检验。
5.5按WP级WX类订购的管配件须满足ASMEB16.9标准的要求,并且不管是管配件制造厂焊接的还是原材料制造厂焊接的所有焊缝,均应按ASME锅炉和压力容器规范第Ⅷ卷第一册中UW-51节的规定用射线照相检验焊缝整个长度。
5.6按WP级WU类订购的管配件须满足ASMEB16.9标准的要求,并且不管是管配件制造焊接的还是原材料制造厂焊接的焊缝,均应按ASME锅炉和压力容器规范第Ⅷ卷第一册中附录12的规定用超声波检验焊缝整个长度。
5.7这个类别管配件的焊缝,是用射线照相还是用超声检波检验,在成型之前、还是在成型之后进行,可由制造厂选定。
5.8执行无损检验人员应按SNT-TC-1A标准考核合格。
5.9按CR类订购的管配件须满足MSSSP-43标准的要求,但不需要无损检验。
5.10所有类别管配件的焊工、焊接操作者和焊接工艺应该经过按ASME锅炉和压力容器规范第Ⅸ卷评定合格,但不用填充金属焊接的原料管焊缝不要求做这样的评定。
5.11用填充金属焊接的所有接头,按ASME锅炉和压力容器规范第Ⅷ卷第一册UW-35(a)节的要求完成。
5.12用棒材机械加工制成的管配件限制在NPS4或更小。
弯头、U型弯管、三通和集箱三通支管不得用棒材坯料直接加工制成。
5.12.1所有用棒材加工制成的管帽,按A960/A960M标准中的补充要求S52进行液体渗透检验。
5.13在冷成型时产生的接管端尺寸不足时允许进行堆焊。
堆焊部分不需要进行射线照相检验,但应遵守下列各项:
5.13.1焊接工艺和焊工或焊接操作工符合5.10条的要求。
5.13.2焊接后和机加工之前要进行退火。
5.13.3所有焊缝表面要按ASME锅炉和压力容器规范第Ⅷ卷第一册附录8的要求进行液体渗透检验。
5.13.4焊缝区域允许修补,但必须重复5.13.1、5.13.2、5.13.3条的规定。
5.14删除。
5.15删除。
5.16爱最终热处理之后,所有“H级”钢的管配件,具有按E112试验方法测定为7号或更粗的晶粒度。
6热处理
6.1所有管配件应以热处理状态供货。
对包括S33228级钢在内的H级钢的固溶退火要求做单独的固溶热处理,生产过程中的热处理不允许用来代替单独的固溶退火处理。
除6.2条中列出的级别外,管配件热处理工艺应在最低为1900℉(1040℃)的温度下固溶退火,直到碳化铬溶化为止,随后以足够的速率冷却,以防止再沉淀。
6.2在1950℉(1065℃)以上的温度下做固溶退火会有损于321、321H、347和347H级钢随后当暴露于敏化条件下的抗晶间腐蚀的能力。
当采购方有规定时,在最初高的温度下的固溶退火之后采用较低的温度作稳定化处理或再次固溶退火(见补充要求S2)。
6.3全部焊接工作在热处理之前完成。
6.4按6.1条直接用经过固溶退火的锻件和棒材坯料机加工的管配件,不需要进行再次固溶退火处理。
7化学成分
7.1应测定每次铸锭或每炉钢的化学成分,并应符合表2所列各个级别材料的化学成分要求。
所示的化学成分要求范围也已扩大,包括通常用来制造本标准管配件的原材料(公称管、管子、钢板、棒材和锻件)的各个标准中所列的不同化学分析要求。
于本标准所要求的化学分析有关的方法和操作应按A751试验方法、操作和术语进行,可以采用A480/A480M标准规定的成品分析偏差。
7.2各个级别的钢不得含有任何非订购级别指定元素的含量达到符合于其他级钢的要
求,而该元素是具有要求最小含量的规定元素。
7.3焊接结构管配件中,熔敷金属的合金成分(C、Cr、Ni、Mo、Nb和Ta)应符合基体金属的要求,或符合与AWS填充金属标准A5.4或A5.9相当的焊缝金属的要求(348型焊缝金属列在AWSA5.9中,而不在AWSA5.4中)。
例外的是,当在304L和304型基体金属上焊接时,其熔敷金属应分别相当于AWSE308L(ER308L)和E308(ER308);当在321型基体金属上焊接时,其焊缝金属应相当于AWSE347(ER347或ER321);以及当在S31725、S31726、S31254或S33228基体金属上焊接时,其焊缝金属的合金元素或者与基体金属相一致,或者与AWSA5.11中ENiCrMo·3(UNSW86112)[AWSA5.14NiCrMo·3(UNSN06625)]相一致。
7.3.1焊接316、321或347型的厚截面管配件需要使用具有适当耐腐蚀性能的16-8-2填充金属,则可规定采用补充要求S1。
表2化学成分要求
级别
UNS
标号
成分,%
WP
CR
C
Mn
P
S
Si
Ni
Cr
Mo
Ti
N2
其他
WP304
CR304
S30400
0.08
2.0
0.045
0.030
1.00
8.00-11.0
18.0-20.0
...
...
...
...
WP304H
CR304H
S30409
0.04-0.10
2.0
0.045
0.030
1.00
8.00-11.0
18.0-20.0
...
...
...
...
WP304L
CR304L
S30403
0.035
2.0
0.045
0.030
1.00
8.00-13.0
18.0-20.0
...
...
...
...
WP304LN
CR304LN
S30453
0.030
2.0
0.040
0.030
0.75
8.00-10.50
18.0-20.0
...
...
0.10-0.16
...
WP304N
CR304N
S30451
0.08
2.0
0.040
0.030
0.75
8.00-11.0
18.0-20.0
...
...
0.10-0.16
...
WP309
CR309
S30900
0.15
2.0
0.045
0.030
1.00
12.0-15.0
22.0-24.0
...
...
...
 升级会员
升级会员 