厌氧好氧工艺治理柠檬酸废水.docx
《厌氧好氧工艺治理柠檬酸废水.docx》由会员分享,可在线阅读,更多相关《厌氧好氧工艺治理柠檬酸废水.docx(9页珍藏版)》请在冰豆网上搜索。
厌氧好氧工艺治理柠檬酸废水
厌氧好氧工艺治理柠檬酸废水
柠檬酸的生产是通过发酵工艺进行的,其排放的废水含有高浓度的可生物降解有机物,这些有机物多以碳水化合物及其降解产物为主。
世界各国对于柠檬酸废水的处理大都采用厌氧—好氧联合处理工艺,而这一工艺的核心——厌氧处理单元,除了采用厌氧接触工艺和厌氧滤器外,应用最多的还是70年代末开始用于食品发酵工业废水处理的UASB厌氧反应器工艺。
1999年10月,某柠檬酸厂(现改名为某生化有限公司)柠檬酸废水治理工程通过了山东省环保局主持的工程验收,工程验收期间厌氧工段CODCr容积负荷Nv≥8.0kgCODCr/(m3·d),去除率达93.2%,工程CODCr总去除率达98.0%。
目前运行稳定,效果良好。
现将该工程情况做简要介绍。
1水质、水量的确定
根据企业现有排水管路,所排放的废水主要包括浓废水和淡废水两部分,浓废水主要包括废糖水原液和洗糖水。
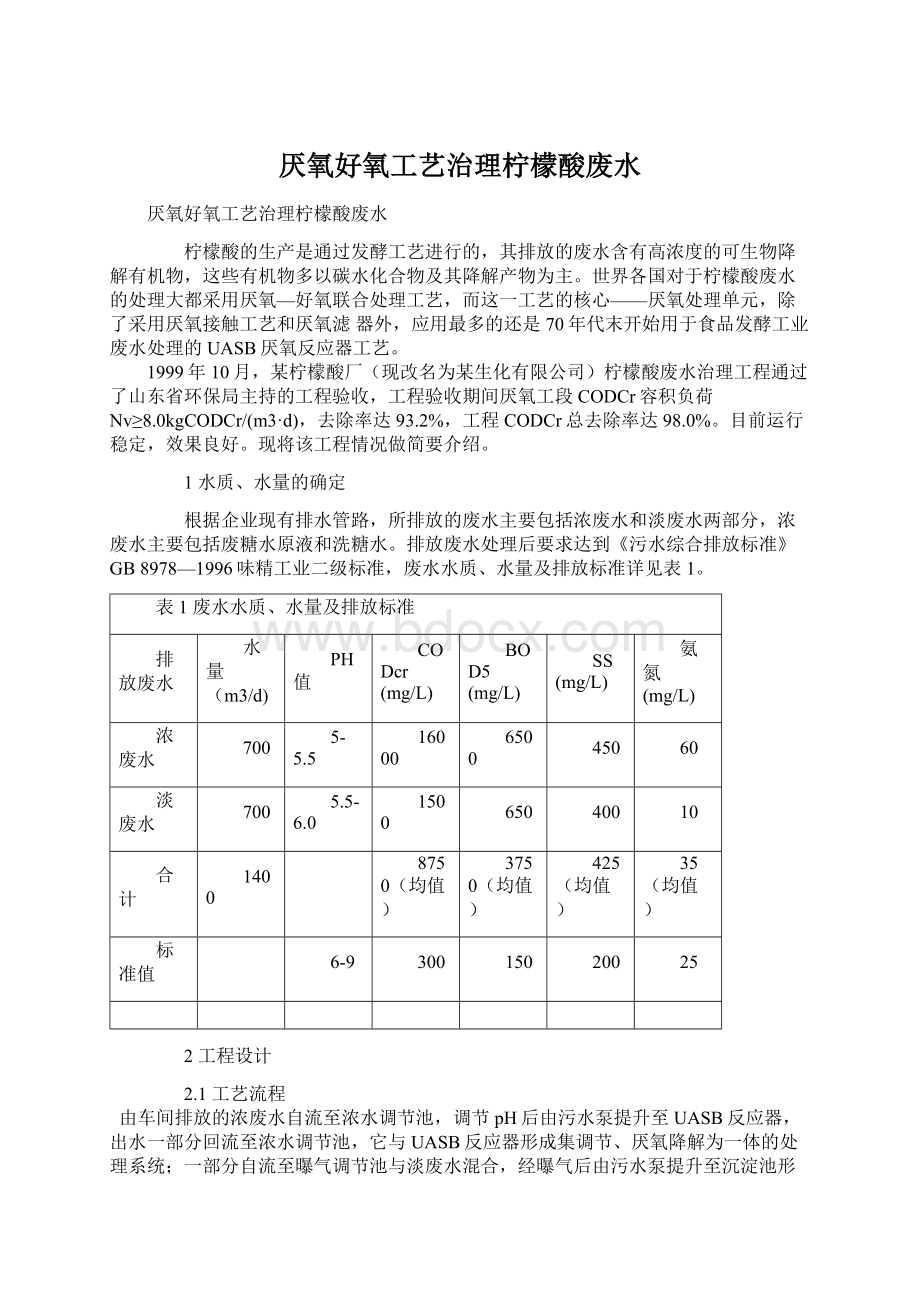
排放废水处理后要求达到《污水综合排放标准》GB8978—1996味精工业二级标准,废水水质、水量及排放标准详见表1。
表1废水水质、水量及排放标准
排放废水
水量
(m3/d)
PH值
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
氨氮
(mg/L)
浓废水
700
5-5.5
16000
6500
450
60
淡废水
700
5.5-6.0
1500
650
400
10
合计
1400
8750(均值)
3750(均值)
425(均值)
35(均值)
标准值
6-9
300
150
200
25
2工程设计
2.1工艺流程
由车间排放的浓废水自流至浓水调节池,调节pH后由污水泵提升至UASB反应器,出水一部分回流至浓水调节池,它与UASB反应器形成集调节、厌氧降解为一体的处理系统;一部分自流至曝气调节池与淡废水混合,经曝气后由污水泵提升至沉淀池形成一级好氧系统;此时沉淀池出水已近达标,再自流至接触氧化池、气浮池进行好氧生化和物化处理(见图1)。
2.2设计参数的确定
工程设计中着重强化厌氧处理单元,同时好氧工段采用较低的负荷,以稳定剩余污泥,减少污泥排放量,改善污泥脱水性能,具体设计参数见表2。
3处理效果和处理成本
3.1处理效果
工程属省控污染治理项目,山东省环保局委托泰安市环保监测站于1999年10月8日—9日进行了为期两天的现场采样、监测。
监测项目为pH、CODCr、BOD5、SS、NH3-N、流量共6项,监测频率每天采样4次,均测单样,监测结果见表3。
表2 处理设施设计参数
设施名称
参数
附属设备
备注
浓水调节池
HRT=8h
简易石灰中和筛
现石灰投加量200kg/d
污水泵
N=7.5kw,一用一备
UASB反应器
NV=8.0kgCOD/(m3.d)
q=2.25-0.5m3/(m2.h)
三相分离器均匀布水器
设备自制
曝气调节池
HRT=.5h
NV=3.2kgCOD/(m3.d)
微孔曝气器
共300只
污水泵
N=7.5kw,二用一备
竖流式沉淀池
HRT=3.5h
q=1.0m3/(m2.h)
污泥回流比R=30%-35%
接触氧化池
HRT=20hNV=1.0kgCOD/(m3.d)
微孔曝气器
共500只
组合填料
共800m3
气浮池
处理量Q=60m3/h
溶气系统、加药系统等
机房
建筑面积=200m2
风机
N=55kw,利用原有建筑物
污泥浓缩池
有效容积=200m3
污泥浓缩机
因资金所限未上
均质池
有效容积=25m3
泥浆泵
污泥干化池
干化面积=200m2
表3污水处理工程监测结果
监测点位
监测指标
PH
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
氨氮
(mg/L)
流量
(m3/d)
浓废水入口
最高值
5.89
20400
8164
472
69.0
890
最低值
4.66
11000
4395
391
49.2
430
平均值
5.43
16388
6555
421
61.0
675
淡废水入口
最高值
5.47
6385
2623
392
6.0
871
最低值
4.34
182
66
89
3.9
644
平均值
5.21
1481
519
153
5.2
750
总排口
最高值
7.54
220
20.9
104
0.697
1656
最低值
6.80
126
11.2
56
0.338
1124
平均值
7.12
170
15.6
77
0.465
1425
标准值
6-9
300
150
200
25
监测结果表明,治理工程设计合理,处理效果明显,排污口废水中的污染物达到国家规定的相应排放标准。
3.2处理成本
工程总投资307万元,处理成本主要包括动力费,人员工资、福利,药剂费,工程折旧和设施维修费等,其经济技术指标见表4。
表4 工程经济技术指标
工程规模
(m3/d)
工程投资
(万元)
工程占地
(m2)
总处理成本
(元/m3)
直接费用
(元/m3)
定员
(人)
COD削减总量
(t/d)
电耗
(kw.h/m3)
1400
307
3200
1.20
0.59
19
10.2
0.93
4工程特点
工程设计中结合水力澄清池和IC厌氧反应器的特点对进液布水系统进行了精心的研究,采用8套均匀布水系统(每套服务面积36m2,可独立操作运行,通过人工控制可灵活调节各布水系统水力负荷,也可使整个系统形成脉冲进水);为提高局部进水点的流速,增强系统布水均匀性,设计采用较小的开孔比(15%)以形成污泥与进液间充分的接触、最大限度地利用反应器内的污泥和有效容积,防止反应器内形成沟流和死角;对于三相分离器,设计成双层分离隔板,采用适宜的表面负荷q=0.25~0.5m3/(m2·h)和较低的出水堰负荷qL=0.08~0.16L/(m·s),使三相分离器能保留尽可能多的污泥和排放沼气,提高出水净化效果。
由于工程在设计中较好地解决了均匀布水、三相分离等问题,UASB反应器的出水水质澄清、呈青灰色(感官与城市生活污水相似),COD去除率高(平均去除率达94.9%),启动周期短、调试迅速(三个月),污泥床内形成了颗粒污泥(质软、有韧性,粒径在0.5~1.5mm之间),污泥沉降性能好。
整个工程具备以下特点:
①生化处理(厌氧、好氧单元)始终处于较高的处理水平,固液分离效果明显,总排口CODCr去除率达98.5%,BOD5去除率达99.6%,SS去除率达97.3%,氨氮去除率达99.0%。
②工程厌氧处理系统对温度变化适应性强。
整个调试期间水温在25~55℃间变化,厌氧处理单元都能达到满意的处理效果。
由于生产过程中排放的废水水温较高(80℃),根据气温变化,可通过调节淡废水水量将厌氧反应池内的水温控制在适宜的范围内,设计中不需另考虑热交换设施。
③工程厌氧处理系统抗冲击负荷能力强。
生产过程中排放的废水量大、呈周期性变化,浓废水CODCr浓度从40000mg/L到5000mg/L不等,每班(8h)为一变化周期,瞬时COD容积负荷从3kgCOD/(m3·d)到35kgCOD/(m3·d)变化,但只要日平均容积负荷约为8kgCODCr/(m3·d),厌氧出水水质就能稳定在1000mg/L左右,因此,总排口出水水质波动不大。
④接触氧化池出水中有机污染物多以溶解状态存在,经气浮处理COD去除率不高(≤15%),故企业实际运行中气浮设施基本不开,只有当接触氧化池出水COD≥200mg/L时才启动气浮设施,实际运行费用较表4所列数据低。
⑤由于进水COD以溶解状态存在,且绝大多数COD是通过厌氧反应去除的,而好氧工段采用较低的负荷,虽然调节曝气池容积负荷较高[3.2kgCOD/(m3·d)],但因活性污泥浓度较高MLSS=6500mg/L),其污泥负荷并不高[0.49kgCOD/(kgMLSS·d)],故剩余污泥排放量较低,沉淀池每天排放污泥20m3,厌氧剩余污泥自调试以来(半年)共排放80m3。
5经验与总结
①柠檬酸废水浓度高,厌氧反应池处理效果的好坏是整个工程造价和运行成本高低的关键,为此本工程采用并强化了运行稳定、效果优良的UASB厌氧处理技术,以最大程度地提高厌氧处理元的CODCr去除率。
②以瓜干为原料的发酵废水通过生化处理可以达到较高的COD去除率,但废水中的色度很难解决,最终出水经混凝气浮也难以达到满意的效果,物化工段色度去除率≤30%,氯氧化或臭氧氧化因成本过高未采用,因此工程最终出水澄清但呈黄色,与淡茶水相似。
③柠檬酸废水pH较低、呈酸性,在进入UASB前(特别是调试初期)应对其进行调节,使废水呈中性。
原设计采用变速中和滤塔调节来水pH,由于企业资金紧张,故尝试在浓水调节池上改用简易石灰筛网。
实践表明,该设施运行简单、效果稳定、成本较低,宜于在中、小型废水治理工程中使用。
厌氧—好氧交替工艺生物除磷及活性污泥特殊染色
近年来,水体磷污染状况日益严重,由此导致了水体富营养化。
除磷是水污染治理的重要课题,是克服富营养化的关键。
生物除磷比化学除磷运行费用低,不造成二次污染,除磷效率高。
本文以SBR艺为手段研究了周期循环变化的厌氧—好氧交替工艺(AlternationofAerobic/AnaerobicProcess,简称AAA工艺)的生物除磷技术,使其在低能耗、低成本的条件下,既能稳定高效除磷,又能去除有机物。
对采用活性污泥直接染色,通过显微镜镜检活性污泥细胞内PHB、Poly-p的状况,来监测生物除磷效果的方法进行了研究。
1厌氧—好气交替工艺生物除磷试验
1.1实验装置(见图1)
1.2实验方法
AAA法的运行可分为进水、厌氧搅拌、好氧曝气、沉淀、排水和闲置六个阶段,通过控制反应时间等条件来强化聚磷菌过量摄取过程的完成。
1.3实验内容
本组实验模拟AAA工艺生物除磷技术,采用葡萄糖基质作为唯一碳源,在不同碳磷比下的实验结果,见表1。
表1 不同碳磷比生物除磷数据
mg·L-1
序号
指标
配水
厌氧
0.0h
厌氧
0.5h
厌氧
1.0h
厌氧
1.5h
好氧
1.0h
好氧
2.0h
好氧
3.0h
好氧
4.0h
出水
1
COD
256.5
225.1
216.0
152.3
140.7
55.7
47.4
43.0
39.4
37.8
PO43--P
9.12
12.97
14.07
19.56
23.30
14.29
9.78
6.81
5.71
6.48
2
COD
506.0
450.8
432.5
343.7
297.1
153.7
95.6
66.5
61.7
60.5
PO43--P
14.52
15.21
15.27
18.06
20.85
11.04
8.36
4.94
2.45
2.28
3
COD
560.8
444.0
151.0
56.7
54.3
51.1
47.6
45.6
46.0
46.0
PO43--P
12.58
12.90
19.46
23.87
24.30
17.10
10.36
4.31
1.85
1.65
4
COD
392.7
319.5
242.4
232.2
70.3
60.5
43.4
37.8
33.3
33.0
PO43--P
1.00
10.21
13.43
14.32
16.53
8.04
6.23
3.32
1.36
1.00
取表1中第1、3组数据的厌氧段作图为图2。
试验结果表明,经过1.5h厌氧后,磷的释放基本达到最大,此时COD降解也基本完成。
好氧阶段在3-4h内就可以达到最大的磷吸收量,以后再增加好氧时间,出水磷浓度不再降低,这说明此时无论是污泥的内源基质还是外源基质均已消耗殆尽。
由此综合考虑除磷效果和经济指标,本实验确定厌氧时间为1.5h,好氧时间为4h。
2活性污泥直接特殊染色监测研究
在活性污泥法中,聚磷菌是生物除磷的主要完成者,许多研究者都发现聚磷菌体内能聚集聚磷(Poly-phosphate)即Poly-p和聚β羟基丁酸(poly-β-hydroxybutyrate)即PHB(细菌细胞内储存能量的脂质内含物)。
通常,在厌氧条件下,污泥菌胶团的聚磷逐渐消失,PHB逐渐增多。
在好氧条件下,PHB迅速减少,聚磷迅速增加。
厌氧条件下合成的PHB越多,则好氧条件下聚磷合成量越大,除磷效果越佳[1]。
在厌氧条件下,活性污泥聚磷菌细胞体内有大量PHB迅速合成。
进入好氧区内,聚磷菌消耗大量内含物PHB颗粒和外源机质,产生细菌质子移动力,简称pmf。
pmf在释磷和吸磷时,即磷在细胞内外的转移过程中起决定性作用。
为了维持pmf的恒定,聚磷菌通过消耗pmf把胞外的磷以中性或电阳性的形式主动运输到细胞内合成三磷酸腺甙(ATP),合成聚磷酸盐。
在好氧状态下,细胞储存的PHB降解代谢,为生物合成提供碳,并通过TCA循环(三羧酸循环)产生ATP,为合成细胞物质及细胞活动和聚磷酸盐的大量合成提供能量。
因而在好氧条件下,活性污泥聚磷菌细胞吸收磷,使废水中磷高效去除。
活性污泥聚磷菌细胞中的PHB和Poly-p颗粒在生物除磷中发挥了重要的作用,在生物除磷工艺中,对活性污泥样品中的PHB和Poly-y颗粒进行染色,发现在厌氧区(氧化还原电位在-140mV以下)污泥细胞内PHB颗粒迅速、大量增加,聚磷酸盐颗粒迅速减少;在好氧区(氧化还原电位在100mV以上)污泥细胞内PHB颗粒迅速减少,聚磷酸盐颗粒迅速增加。
因此可以通过对活性污泥直接染色,观测活性污泥细胞的PHB和聚磷颗粒的变化,从而判断生物除磷效果。
细胞是无色、透明的,在光学显微镜下,不易看清细菌的形态和结构,故通常要对活性污泥进行分高纯化,然后用染料染色,以增强菌体与背景的反差,便于在光学显微镜下观察,步骤繁琐,时间长且成本高。
PHB和聚磷作为细菌细胞的内含物在光学显微镜下无法观察,但由于其在生物除磷系统中的重要作用,本实验采用了一种特殊的染色方法,可将活性污泥直接染色,在光学显微镜下清楚地观测到活性污泥细胞内的PHB及聚磷颗粒。
2.1PHB染色
取活性污泥于载玻片上制成膜,用0.3%的乙烯乙二醇苏丹黑溶液染色5-15min;冲洗并风干;在二甲苯溶液中浸沾数次,提出并风干;用0.5%的碱性藏红染料溶液反染色5-10s;冲洗、风干,显微镜观察。
PHB染色结果为显示兰黑色颗粒,其细胞质部分显粉红色,镜检照片见图3。
2.2Poly-p染色
取活性污泥于载玻片上制成膜,用甲基蓝溶液染色10-30s;自来水冲洗,风干,显微镜观察。
Poly-p染色结果为显示深蓝色颗粒,其细胞质部分显示为浅蓝色,镜检照片见图4。
2.3活性污泥直接染色结果
对活性污泥直接染色的研究结果表明,在好氧厌氧交替生物除磷中,污泥吸收和释放磷的基本情况与污水中的溶解氧及氧化还原电位有着一定的关系。
在厌氧过程中,当氧化还原电位低于-140mV此时污水中溶解氧含量很低,对污水中活性污泥进行染色能发现大量的PHB存在,说明活性污泥细菌细胞内磷的含量低,处于磷的释放阶段;当污水中有少量氧存在,即此时氧化还原电位为-140~-100mV,污泥细菌细胞的染色表明其中PHB的含量减少;当对污泥进行曝气,形成好氧阶段,水中溶解氧增加,氧化还原电位高于100mV,对污泥细菌细胞进行染色表明,PHB含量极低,几乎难以染色出来,证明细菌细胞大量吸收了磷。
3结论
①AAA法运行灵活,很容易通过控制反应时间、泥龄及曝气强度等条件来强化聚磷菌过量摄取过程的顺利完成。
在进水初期反应器内有机物浓度很高,不仅很快消耗了剩余的溶解氧形成厌氧状态,而且为释磷提供了充分的碳源;在好氧反应阶段,有机物浓度已大大降低,容易维持反应器内高溶解氧浓度,同时也为细菌储备能源的利用提供了途径。
另外,在此过程中,厌氧与好氧状态的交替,充分抑制了专性好氧丝状菌的过量繁殖,避免污泥膨胀现象的发生。
②活性污泥直接染色方法简单、快速(大约5min)、准确,便于生物除磷污水厂日常监测应用。
由于它们可监测到活性污泥细胞内的分子水平状况,所以,该指标的监控结果将更直接、更准确地反映厌氧段、缺氧段、好氧段的氧化还原电位情况,及各阶段的溶解氧状况和生物除磷效果。
③本实验研究表明,在厌氧条件下,污泥菌胶团的污泥磷大量消失,PHB大量增加。
好氧条件下,大量吸收磷的同时PHB迅速减少,聚磷迅速增加。
厌氧条件下合成的PHB越多,好氧条件下聚磷合成量越大。
由于聚磷菌以主动运输的方式逆浓度梯度将污水中的磷运输到细胞质中,因此可大量吸收磷,达到较高的除磷效果。
 升级会员
升级会员 