ca6140车床对开螺母加工工艺卡片新版.docx
《ca6140车床对开螺母加工工艺卡片新版.docx》由会员分享,可在线阅读,更多相关《ca6140车床对开螺母加工工艺卡片新版.docx(22页珍藏版)》请在冰豆网上搜索。
ca6140车床对开螺母加工工艺卡片新版
对开螺母下部机械加工工艺规程
机械0906王晓阳09130158机械加工工艺过程卡
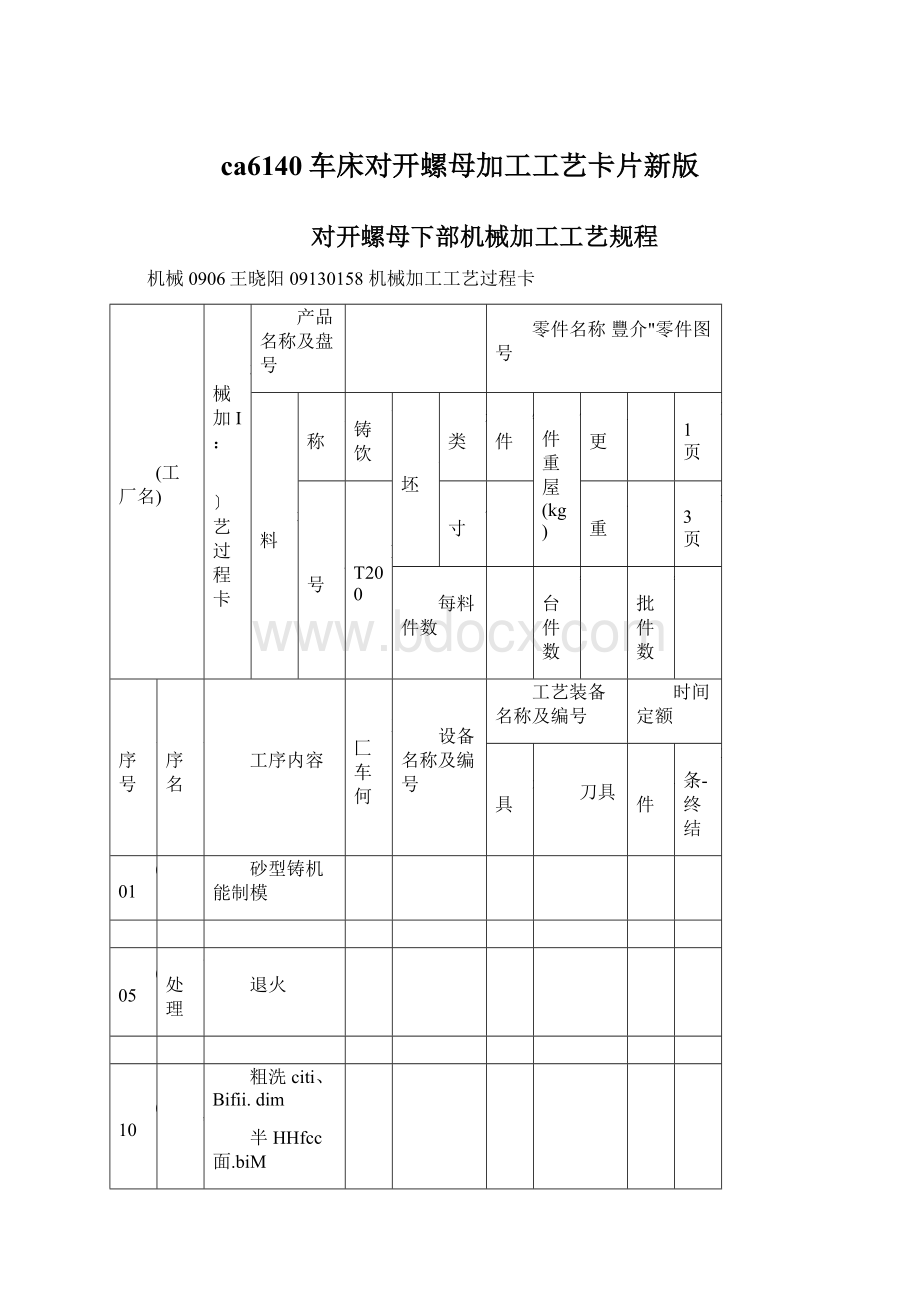
(工厂名)
机械加I:
1〕艺过程卡
产品名称及盘号
零件名称豐介"零件图号
材料
名称
灰铸饮
毛坯
种类
铸件
侮件重屋(kg)
毛更
第1页
牌号
HT200
尺寸
净重
共3页
每料件数
1
每台件数
1
每批件数
1
工序号
工序名
工序内容
加匚车何
设备名称及编号
工艺装备名称及编号
时间定额
夹具
刀具
单件
准条-终结
001
砂型铸机能制模
005
热处理
退火
010
铳
粗洗citi、Bifii.dim
半HHfcc面.biM
ft1X3還刀椅,糟饶cifti、Bift]
015
刮研
刮研C酿Blfil
(工厂名)
机械加工工艺过程卡
产品名称及型号
车件名称狀A州零件巒
材料
名称
灰铸饮
毛坯
种类
铸件
每件巫虽(kg)
毛販
第2页
牌号
HT200
尺寸
净重
井3页
每料件数
1
每台件数
1
每批件数
1
工序号
r序名
工序内客
加I•车间
设备名称及編号
T•艺装备名称及编号
时间定额
夹具
刀具
单件
准备-终结
020
饶
粗铳两EIffi
025
粗铿©52孔
030
洗
特铳两EIfi)
035
锂
半W.孔
040
钻
站0>12H7孔
(工厂名)
机械加匸
L艺过程
工序号工序名工序内容
045狡佼。
1211?
孔
050
055
060
产品名称及型号
零件名称
对开合螺母下座
零件图号
材料
名称
牌号
毛坯
种类
HT200
尺寸
每料件数
每件亜虽毛敢
(kg)净垂
每台件数
加】:
车间设备名称及編号
T•艺装备名称及编号
刀兵
第3页
玉3页每批件数—
时间定额
准备-终结
铳饶切分离上下螺母座
估N10丿曲扎、攻M10螺纹
钻27>7几、每孔
请理上毛刺、检絵
机械加TT序卡
描图
北京交通人学海淀学院铸造加匚工序卡
产品型号
審件图号
共11页
产品名称
开合螺坷
零件名称开合螺母下座
第1贞
车间
工序号
工序名称
材料牌号
铸「•
1
铸造
HT200
毛坯种类
毛坯外形尺寸
每毛坯滦制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加「•件数
1
夹冥编号
夹具名称
切削液
工位器共编号
1•位器共名称
工序时间
工步号描校
I.艺装备
主轴转速切削速度
(r/min)(m/min)
进給
(nm)
加I余彊
匸时
机动单件
底图号2
装订号
按照寧件图铸造合格的零件毛坯
检验毛坯
离心铸造机
游标卡尺
标记处数史改文件号签字LI期标记
设计审核标准化会签
(I」期〉(LI期)(II期)(I」期)
处数更改文件弓签字L1期
描图
北京交通人学海滨学院机械加匸工序卡
产品型号
毒件图号
共11页
产品名称
开合螺母
零件名称开A螺母下座
第2页
车间
工序号
工序名称
材料牌号
金匸
010
铳燕用槽
HT200
毛坯种类
毛坯外形尺寸
毎毛坯可制件数
每台件数
1
1
设备名称
设备型号
设备編号
同时加1:
件数
卧式铳床
X6132
1
夹具编号夹具名称切削液
I•位器具编号
丁位於具名称
匸序时间
I步号描校
I•步名称
I艺装备
主釉转速切削速度
进给
(nun)
门甘
切削深度(.in)
机动单件
安装
底图号2
3
装订号4
粗铳Cjti.Blfri.Dlfil
半WClfli.Blftl
铳1X3退力槽
,诜CHkBlfti
标记处数更改文件号签了
I」期
专用夹其
55。
角度铳刀
55°角世铳刀
片状铳刀
55°用度铳刀
••
标记处数史改文件弓签YI」期
650
650
700
650
60
30
40
70
0.62.5
0.51
0.61.5
0.02
0.3
设计
(LI期)
审核标准化会签
(口期〉(口期)(口期)
北京交逋人学海滨了院
机械加工工序卡
产品型号
军件图号
共11页
描图
产詁名称
开合螺付
牢件名称开合螺母下座
第4页
车间
工序号
工序名称
材料牌号
020
粗铳
HT200
毛坯种类
毛坯外形尺寸
毎毛坯可制件数
每台件数
1
1
设备名称
设各5!
号
设备编号
貝时加I:
件数
卧式轨床
X6132
1
夹从編号
夹具名称
切削液
专用夹共
工位幽具编号
工位容具钢称
1:
序时间
描校
I•.步号
丿氏图号
装订兮
匸步名称
I:
艺装备
主釉转速
(r/min)
切削速度
(m/min)
进给
(nun)
切削深度
(KZB)
工时
(ain)
机动
单件
安装
专用夹其、游标卡尺
粗诜两Eifti
650
60
0.6
2.5
设计
(I」期)
审核
(U期)
标准化
(U期)
会签
(L1期)
北京交通人学海滨学院
机械加工工序卡
产品型号
毒件图号
共11页
产詁名称
开合螺付
牢件名称开合螺母下座
第5页
车间
工序号
工序名称
材料牌号
金工
025
粗建
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每杆件数
1
1
设备名称
设备5!
号
设备编号
同时加1•件数
卧式铉床
T68
1
夹具编号
夹具名称
切削液
工位於具编号
【:
位蛊具名称
1:
序时何
描校
1涉号
装订号
匸步名称
I艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给
(nun)
切削深度
(on)
工时
(■in)
机动
单件
安装
专用夹其
垃力,专用虽具
500
60
0.5
役计
(LI期)
审核
(U期)
杯准化
(LJ期)
会签
(L1期)
北京交通人学海滨学院
机械加工工序卡
产品型号
毒件图号
共11页
描图
描校
底图号
装订号
牢件名廉开合螺母下座
车间
匸序号
030
毛坯外形尺寸
工序名称
每毛坯可制件数
材料牌y
HT200
每台件数
毛坯种类
设备名称
卧式铁床
夹H编号
设备空弓
设备编弓
同时加「•件
数
X6132
切削液
1涉号
I•步名称
I艺装备
安裝
专用夹其
梢铳两E的使对052孔轴心线的瑞向跳动符合箜求
检査尺寸.位耗谋羞
1的铁丿J
专用和4
I.位衣具编号
I:
序时间
主轴转連
切削速度(m/min)
进给
S
(mm)
切削深度
(mm)
工时
(min)
机动
单件
650
70
0.02
0.3
设计
(LI期)
*核
(I」期)
标准化
(口期)
会签
(I」期)
北京交通人7海滨学院
机械加工工序卡
产品型号
零件图号
共11页
描图
产品名称
开合螺母
牢件名称开合螺母下座
第7页
车何
工序号
工序名称
材料牌号
金工
035
半梢铿.粕锂
HT200
毛坯种类
毛坯外形尺寸
每毛坯可解件数
每台件数
1
1
设备名称
设备型号
设备编号
同时加1•件数
骨式锂床
T68
1
夹兵编号
夹具名称
切削液
工位器具编号
|•位器共名称
1•.序时何
I涉号描校
1
匸步名称
匸艺装备
主轴转速切削速度
(r/min)(n/min〉
进给
(nn)
工时
切削深度5加〉
(mm)机动单件
底图号2
装订号
安装
3立孔并使输心线与CiftiTO度符合轻求
专用夹具
迩刀
僮刀
500600.11.5
650700.050.5
标记
处数
里改文件号
签字
II期
设计(I」期)
(II期)
标准化会签
(LI期)
(LI期)
北京交逋人学海滨学院
机械加工工序卡
产品型号
毒件图号
共11页
产品名称
开合螺付
牢件名称开合螺母下座
第8页
车间
匸序号
工序名称
材料牌号
釦:
040
钻
HT200
毛坯种类
毛坯外形尺寸
毎毛坯可制件数
每什件数
工步号
描校
【•步名称
主轴转速
(r/min>
切削速度
(m/rain)
进给
(ram)
切削深度
(EU)
匸时
(min)
机动单件
专用夹具
0>11・5麻花钻
160451.23
描图
安装
底图号2鮎0>11.5»20,并使对CIfli垂口度符合翌求
装订号
设计
(I」期)
审核标准化会签
(LI期)(U期)(LI期)
北京交通人7海滨7院
机械加工工序卡
产品型号
毒件图号
共11页
描图
9
—SS3
产品名称
开合螺母
牢件名称开合螺母下座
第9页
车间
工序号
工序名称
材料牌号
金工
045
铁
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
1
设备名称
设备空号
设备编号
同时加T•件数
卧式车床
CA6140
1
夹Htti号
夹从名称
切削液
专用夹兵
工位器具编号
1••位器其名称
匸序时间
1涉号
描校
I:
步名称
1艺装备
主轴转連
切削速度
(m/min)
进给
量
(mm)
切削深度
(mm)
I:
时
(min)
机动单件
安裝
底图号
校e12H7几并使釉心线yC|何垂直度符合耍求
专用夹其
0)12机用较刀.号用虽具
65
0.02
0.2
检査尺寸、位置谋羞
装订号
设计
(LI期)
审核标准化会签
(I」期)(口期)(I」期)
北京交通人7海滨学院
机械加工工序卡
产品型号
事件图号
共11页
描图
车间
工序号
工序名称
材料牌号
金匚
055
钻、攻螺纹
KT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每什件数
删:
1
1
设备名称
设备税号
设备编号
同时加I:
件数
台式钻床
Z5125A
1
夹具編号
夹从名称
切別液
1••位器冥编号
描校
底图号
装订号
专用夹兵
I:
序时何
1涉号
匸步*称
I•艺装备
主轴转速
(r/min)
切削速度
(m/'min)
进给
二
(mm)
切削深度
Cm)
工时
(min)
机动
单件
安装
专用夹具
钻M10底孔
攻M10螺纹
钻2-07孔
0>&3鮎头
M10丝惟
0>7钻头
160
45
45
1.2
0.6
0.15
锂90’锥孔
200
0.6
1.5
设计
(口期)
审核
(口期)
拣准化
(口期)
会签
(口期)
 升级会员
升级会员 