电动抓斗桥式起重机维护检修要求.docx
《电动抓斗桥式起重机维护检修要求.docx》由会员分享,可在线阅读,更多相关《电动抓斗桥式起重机维护检修要求.docx(12页珍藏版)》请在冰豆网上搜索。
电动抓斗桥式起重机维护检修要求
电动抓斗桥式起重机维护、检修规程
一、结构概述:
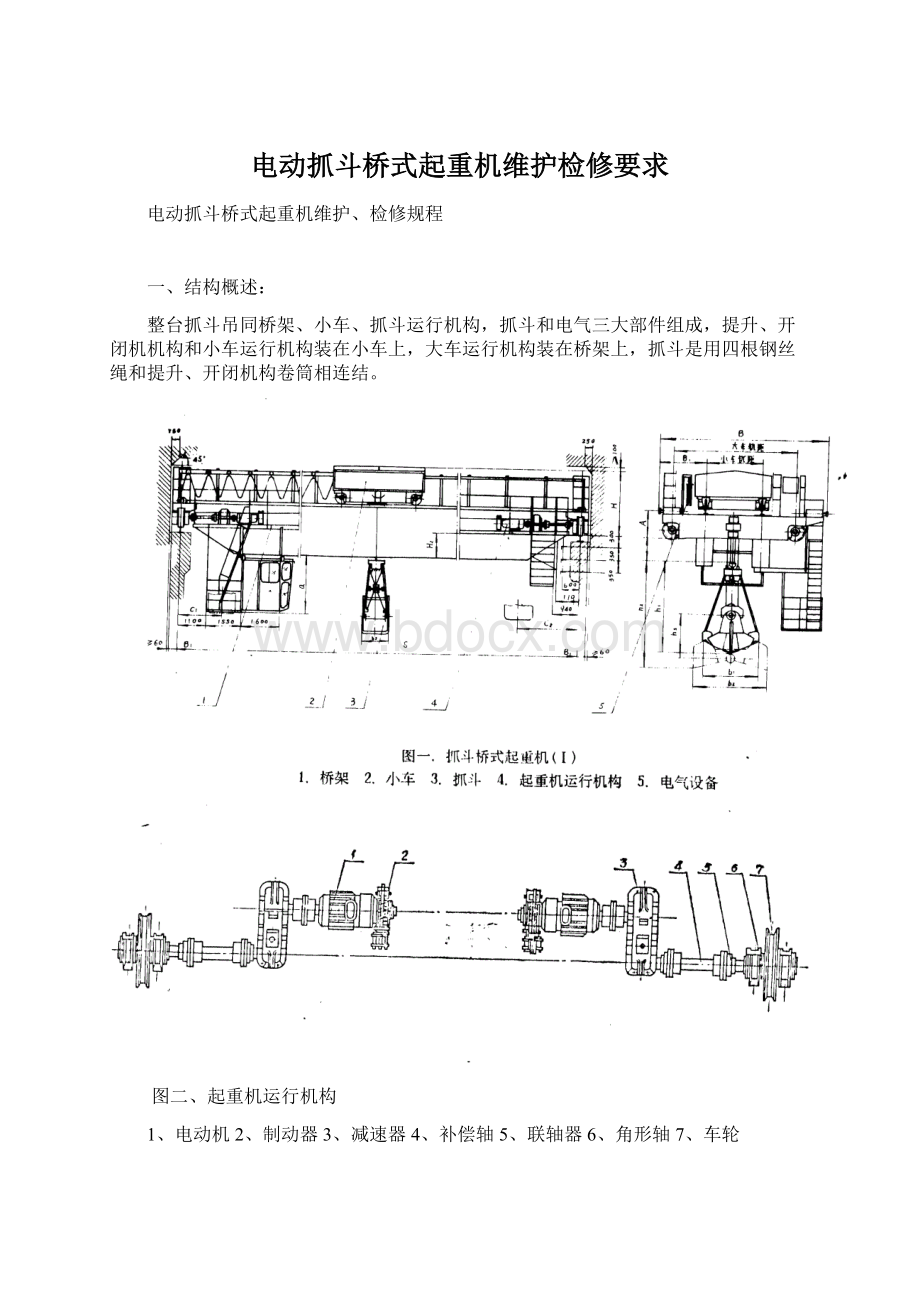
整台抓斗吊同桥架、小车、抓斗运行机构,抓斗和电气三大部件组成,提升、开闭机机构和小车运行机构装在小车上,大车运行机构装在桥架上,抓斗是用四根钢丝绳和提升、开闭机构卷筒相连结。
图二、起重机运行机构
1、电动机2、制动器3、减速器4、补偿轴5、联轴器6、角形轴7、车轮
图三、抓斗结构
1、支承绳组2、开闭绳组3、上横梁4、臂架5、下横梁6、斗部
二、安装与调整:
1、桥架拼装后,主要尺寸偏差应满足如下要求:
1.1起重机的跨度偏差应±5mm之内。
1.2两根主梁应具有F=L/1000±上的上拱度,且主梁下挠度为f≤1/700L(L—桥架跨度)。
1.3两根主梁的旁弯度不应超过L/2000mm,端梁旁弯度为轴距1/2000。
1.4两根主梁上轨道之间距离念头跨端±2,跨中。
2、小车安装后主动轮应与轨面接触,被动轮与轨面的间隙不得大于0.00067WC或0.00067K。
(WC为小车轮距,K为小车轨距,两者取小值)
3、钢丝绳的缠绕,按照抓斗要求四根分别穿绕。
钢丝绳一端固定在卷筒上,用压板压住。
当抓斗降到最低位置时,留在卷筒上的钢线绳不得少于3圈,并每月检查一次。
另一端提升绳用楔套和绳夹固结,开闭绳穿过档绳轮、滑轮;绳端再用楔套、绳夹固结。
三、桥式起重机使用要求:
1、桥架在正常情况下,同于承载而产生的下挠变形,故新制造的桥架工作表面(包括道轨)均做成抛物线形上拱形状,加功时产生弹性变形,当载荷去除后,可以恢复到原始状况,但在实际工作中往往因这载和疲劳造成上拱度消失,乃至主梁产生永久性下挠变形。
一般使用1—2年后主梁上拱度消失20%,使用5年后,消失40%,而使用10年后其上拱度完全消失。
主梁下挠,会使小车运行不平平稳,在运行中造成刹车失灵,引起事故。
主梁下挠值增大到L/500时,小车运行阻力增加20—40%会造成过载,对大车集中驱动而言,将造成传动轴弯曲而破坏变速齿轮正常啮合损坏。
主梁严重下挠,使两侧腹板产生波浪形变形,造成主梁旁弯,主梁旁变以影响小车轨道及大车车轮的正常位置,造成小车及大车的运行阻力增加,发生啃道,严重时将造成“出轨”事故。
同时因主梁下挠而产生拉应力造成裂纹。
起重机应修下挠界限(mm)
跨度(m)
10.5
13.5
16.5
19.5
22.5
25.5
28.5
31.5
满载1.5/1000
15.72
20.25
24.75
29.25
33.75
28.25
42.75
47.25
空载0.66L/1000
7
9
11
13
15
17
19
21
2、小车:
小车包括运行机构及提升机构,其运行机构与大车相似。
3、抓斗:
抓斗是起重机中的重要部件之一,必须定期检查,如果发现下列情况之一时,需返修或报废更换。
3.1刃口发现有裂纹,停止使用,进行返修,补焊或更换刃口。
3.2铰链磨损,销轴磨损超过原直径的10%;衬套磨损超过原厚度20%应更新。
4、滑轮和卷筒一般用球墨铸铁,操作频繁的用铸钢制成,有下列情况应予报废:
4.1裂纹
4.2轮槽不均匀磨损达3mm
4.3滑轮壁厚磨损达原壁厚的20%
4.4因磨损使轮槽底部直径减少量达钢丝绳直径的50%
4.5卷筒磨损达原壁厚的15—20%应予更换。
5、齿式联轴器:
主要检查其润滑,密封以及有否轴向位移等松动现象。
每季度应对联轴器齿轮磨损进行检查。
出现下列情况应予以更换。
5.1齿根上有疲劳裂纹
5.2齿根崩裂
5.3运行机构的联轴器,当轮齿轮齿厚的磨损达原厚的20%,起升机构的联轴器,轮齿齿厚的磨损的15%时,
6、减速器:
减速器应定期检查齿轮的润滑,齿轮对的啮合和轴承温度等情况,发现异常应停车检修。
6.1每半年更换一次润滑油,换油时应清洗箱内壁。
6.2每半年打开箱盖详细检查一次,检查轮齿有无点蚀,擦伤、胶合和裂纹等缺陷;轴承和密封零件有否磨损。
6.3开箱检修时应将结合面上的残余密封胶清除干净,再涂上新胶进行密封。
6.4急剧正反转将大大降低减速器的使用寿命,并影响其安全使用,应避免上述情况。
6.5减速器的检修详见减速器检修部份。
6.6轴承及轴向间隙的调整:
6.6.1采用单列向心球轴承,轴上轴承与端面之间必须保留0.4mm±0.2的轴向间隙,安的大小可用调整垫片加以调整.
6.6.2采用圆锥滚子轴承,上述间隙可通过转动调整螺钉进行调整。
圆锥滚子轴承轴向间隙mm
轴承型号
7318
7526
7530
7536
轴向间隙
0.07-0.18
0.08-0.20
0.08-0.2
0.08-0.22
在调整单列圆锥滚子轴承的轴向间隙时,应先旋紧调整螺钉,然后再退出1—2用锁紧片将调调整螺钉固定于端盖上,旋转调整螺钉时应同时转动轴,以使滚子正确的处于滚道上.
7、车轮应定期检查,当出现下列情况之一时,应报废:
7.1裂纹
7.2轮缘厚度磨损达厚度的50%
7.3轮缘厚度弯曲变形达厚度的20%
7.4端面磨损超过轮圈厚度15%
7.5运行速度低于5m/min时,椭圆度达1m,运行速度高于50m/min时,椭圆度达5mm。
7.6两个主动车轮的工作直径由不均匀磨损所造成的相互偏差,不得超过其公称直径的1/600,如超过此值,应重新车光应满足第4条规定。
8、制动轮出下列情况之一时,应报废:
8.1裂纹
8.2提升机构制动轮轮缘厚度磨损达原厚度的40%,运行机构达50%
8.3轮面凹凸不平度达1.5mm时,应及时修复,修复后满足第2条规定。
9、制动器的维护(刹车)
9.1起升机构的液压制动器和电磁制动器应每天检查一次,运行机构制动器每两天检查一次
9.2检查推动器是否有渗、漏油现象,油位是否正常,油质变化,并定期换油。
9.3各制动系统是否动作准确,有无卡住现象,各连接螺栓是否松动,所有焊缝每月检查一次,不得有裂纹。
9.4制动弹簧出现塑性变形应及时更换。
9.5闸瓦应正确贴合在制动轮上,接触面积不小于70%,且张开时两侧应处处相等,如出烟式发生焦味,说明空隙调整不当。
9.6闸瓦衬料(刹车皮)磨损超过50%时,应立即更换。
10、制动器的调整:
1铁制动器和调整
磁铁冲程的调整
1.1铁冲程时,须使闸瓦和制动轮之间的两侧间隙相等,间隙值的堆荐见表
闸瓦与制动轮的调整间隙
制动轮直径(mm)
φ100
φ200
φ300
调整间隙(mm)
0.2/0.4
0.3/0.5
0.4/0.7
注调整间隙的分子值表示正常值,分母表示最大值。
调整磁铁冲程的办法是:
用一扳手把住调整螺母,用另一扳手转动螺杆磁铁冲程不应超过下表规定:
磁针铁允许冲程
磁铁型式
NZD1-100
NZD1-200
NZD1-300
磁铁冲程(mm)
3
3.8
4.4
1.2主弹簧长度的调整:
调整磁铁冲程后,为使制动器产生相当的力矩,须调整主弹簧。
主弹簧长度应符合图纸规定,装配长度误差不应超过下表的规定。
主弹簧调整
主弹簧装配长度允许误差
制动轮直径(mm)
φ100
φ200
φ300
主弹簧装配长度误差(mm)
±0.5
±1
±1.5
调整主弹簧的方法如下:
用扳手把信弹簧固定螺母,用另一扳手弹簧长度后,应将两螺母把弹簧压住。
此外,为防止弹簧松动,须用另一螺母固死。
1.3调整闸瓦与制动轮两侧间隙相等,调整时主要是用扳手调整制动器架子下侧的螺栓。
2、液压推杆制动器的调整:
液压推杆制动器
2.1松开制动器弹簧8和螺栓5。
2.2调整使两螺杆7拧入螺母2的尺寸大致相等。
2.3松开或拧紧螺母1,使闸瓦与制动轮抱紧。
并使制动杠杆9处于水平位置。
这时应达到安装尺寸
2.4调整并固定螺栓3,使闸瓦与制动轮有最理想的贴合面。
2.5调整并固定螺栓5,使松闸时,两制动瓦与制动轮的间隙(见表)相等。
2.6旋转螺杆6,使制动弹簧8达到安装长度,然后将螺杆6上的制动垫圈锁牢。
2.7把所有应固定的螺栓、螺母等均固定好,然后进行试车,如有必要,再进行调整。
制动轮直径
φ200
φ250
φ315
φ400
φ500
φ630
φ710
间隙
1
1.25
1.25
1.65
1.6
2
2
四、金属结构的维护和保养
1、桥架
桥架是起重机金属结构中最主要的受力构件,保养工作的好坏直接关系到起重机的安全和性能。
因此,使用时应注意:
1.1必须避免急剧的启动、制动以及与另一台起重机相碰,因为这种急剧动作,会使桥架产生很大的附加动载荷。
1.2定期对主梁进行挠度测量,以验证主梁是否超出规定的变形。
1.3检查主梁、端梁和主端梁连接焊缝,这些都是主要焊缝。
如发现焊缝有裂纹时,立即停止使用。
然后将有裂纹的焊缝铲除,用优质焊条(T42-2)重焊。
重焊时应注意工艺,确保焊接质量和防止焊接变形。
1.4当发现主梁有残余变形时(或腹板失稳),应即停止使用,经研究后,制定修复办法。
1.5桥架修复加固后,均应进行试车,合格后方可应用。
1.6露天用的或经受蒸气作用下的起重机,为防止金属结构锈蚀,应不少于每年一次的油漆保养。
室内起重机也应根据实际情况第隔3—4年油漆一次。
2、轨道:
主要观察轨道是否平直,压板是否牢固,有否松动现象。
如发现小车行走时卡轨,应该设法矫正轨道或调整车轮。
五、部件故障及消除:
起重机部件故障及消除法
部件名称
故障
可能产生的原因
消除方法
滑动轴承
过度发热
轴瓦允许温度60—65℃
外壳允许温度50—55℃
轴承偏斜或配合间隙太小
润滑剂不足或质量不合格
消除偏斜,洗净重校
选用合格润滑液
滚动轴承
过度发热
断续的哑音
金属研磨声
锉齿声、经常的急剧的冲击声
有损坏件,油不合格
轴承脏污
缺油
隔离环,滚动体损坏
更换轴承或润滑剂
清洗
加油
更新隔离环,滚动体
减速器
周期性的振动音响
剧烈金属锉擦声引起减速箱振动
齿轮节距误差过大,齿侧间隙过大
齿轮啮合时,齿侧间隙过小,齿顶有尖薄的边缘齿轮表面不平整
换修重新安装
蜗轮减速器有敲击声
周期性忽高、忽低的音响
减速器发热
圆柱齿轮油温应小于60℃
蜗轮减速器油温应小于75℃
蜗轮轴向间隙过大,蜗轮齿磨损过大
齿轮节圆与轴偏心,组合齿轮周节有积累误差
润滑油过多
更新
修理、更新、重新安装
控制油量
制动器
制动器在刹车时,不能支持货物
制动轮发热,闸瓦皮发出焦味,制动器垫片很快磨损
制动器不能打开
电磁行程不足
制动轮有油,制动轮磨损
主弹簧损坏或松动
拉杆松动
夹紧弹簧受阻
电磁铁铁芯有剩磁闸带非工作时与制动轮摩擦
短行程制动器辅助弹簧损坏或弯曲
线圈损坏
短行程制动器主弹簧弹力过大
长行程制动器重锤过分拉紧
调整制动器
揩擦洗净制动轮
调整弹簧更新主弹簧
调整拉杆
清洗制动器调整弹簧
退磁处理
更新或修理
更新
调整
大车运行机构
“啃道”
车轮安装偏差
轨道铺设偏差
有油或水污物传动系统偏差过大
车架偏斜变形
调整车轮水平度、垂直度,对角线偏差
调整轨道,清理轨道
使电机、制动器合理装配,检修轴
 升级会员
升级会员 