非标设备现场制作方案1.docx
《非标设备现场制作方案1.docx》由会员分享,可在线阅读,更多相关《非标设备现场制作方案1.docx(8页珍藏版)》请在冰豆网上搜索。
非标设备现场制作方案1
1.编制说明及依据
1.1编制说明
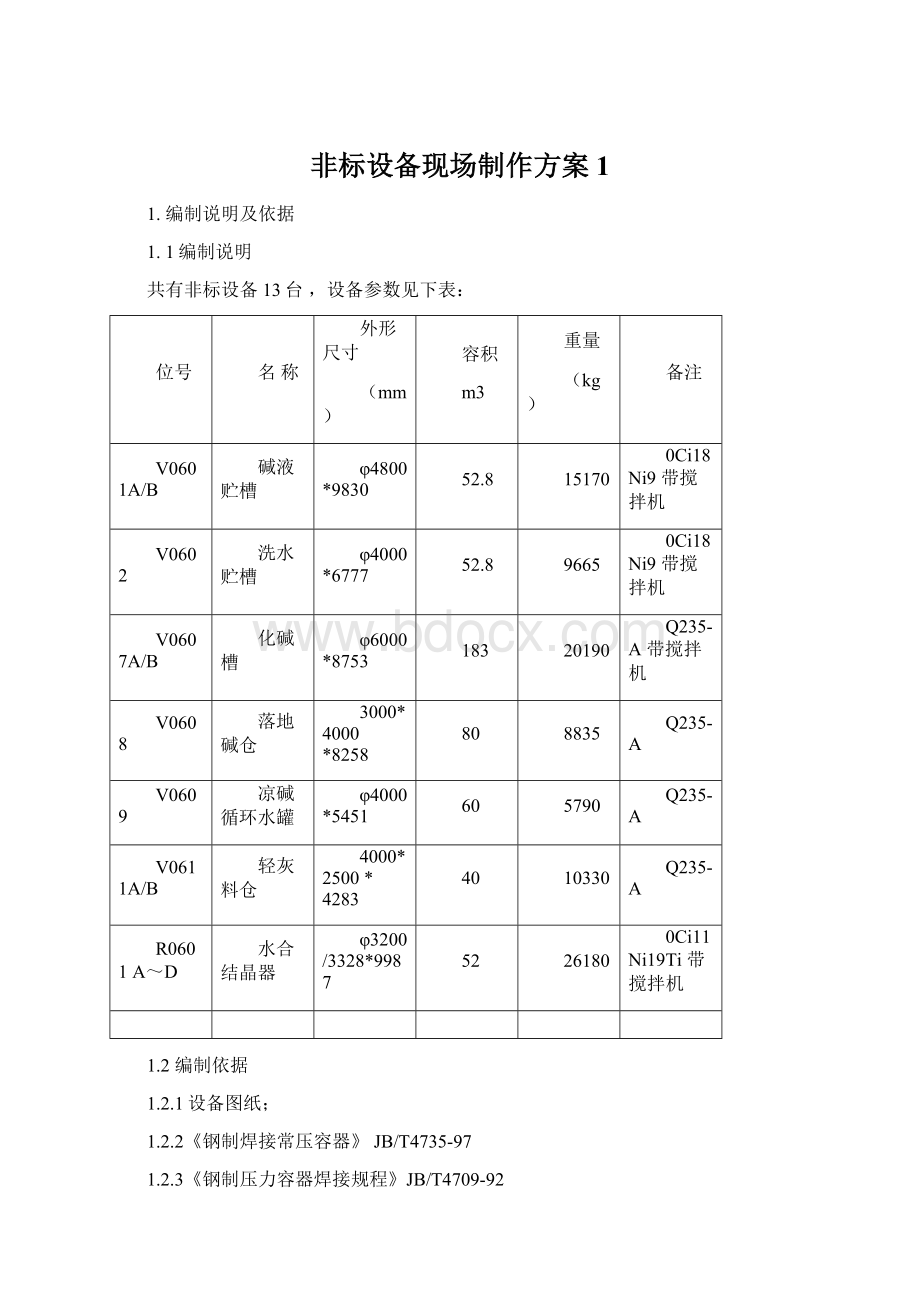
共有非标设备13台,设备参数见下表:
位号
名称
外形尺寸
(mm)
容积
m3
重量
(kg)
备注
V0601A/B
碱液贮槽
φ4800*9830
52.8
15170
0Ci18Ni9带搅拌机
V0602
洗水贮槽
φ4000*6777
52.8
9665
0Ci18Ni9带搅拌机
V0607A/B
化碱槽
φ6000*8753
183
20190
Q235-A带搅拌机
V0608
落地碱仓
3000*4000*8258
80
8835
Q235-A
V0609
凉碱循环水罐
φ4000*5451
60
5790
Q235-A
V0611A/B
轻灰料仓
4000*2500*4283
40
10330
Q235-A
R0601A~D
水合结晶器
φ3200/3328*9987
52
26180
0Ci11Ni19Ti带搅拌机
1.2编制依据
1.2.1设备图纸;
1.2.2《钢制焊接常压容器》JB/T4735-97
1.2.3《钢制压力容器焊接规程》JB/T4709-92
2施工前准备
2.1基础验收:
2.1.1中心坐标的允许偏差±20mm;
2.1.2基础中心标高的允许偏差±10mm
2.1.3基础环梁表面,每10m弧长内任意两点的高度不得大于6mm,整个圆周长度内任意两点的高差不大于12mm.
2.1.4沥青砂层表面应平整密实,无突出的隆起、凹陷及贯穿裂纹,表面径向平整度用2直尺检查,间隙不大于25mm。
2.1.5基础内径允许偏差±50mm,宽度允许偏差±50mm。
2.2材料验收
2.2.1选用的板材,型材及附件应具有质量合格证书。
2.2.2焊接材料应具有质量合格证书,焊条质量合格证书应包括熔敷金属的化学成分和机械性能。
2.2.3钢板应逐张进行外观检查,表面不得有气孔、裂纹、折痕、夹层,钢板边缘不得有重皮,表面锈蚀深度不得超过0.5mm。
2.3施工前必须进行图纸会审及技术交底,下达工程质量单。
2.4施工前必须根据材料的到货情况,绘制排版图。
2.5焊接工艺评定和焊工资格审查:
严禁无资格焊工进行施焊,焊工工艺评定必须先施工前做出。
3.施工方法及施工程序
罐制作在现场进行,倒装法进行组对焊接,整体制作成形,然后吊运现场安装。
3.1底板施工
3.1.1底板应按排版图要求下料预制好,钢板应平整。
3.1.2底板组装前,应对预制好的底板复验;
3.1.3底板应按排版图组装对号入座;
3.1.4罐基础沥青砂层划互相垂直的两条中心线,其中一条指向建北;
3.1.5底板带垫板的对接接头,对接焊缝应完全焊透,表面应平整,垫板应与对接的两块底板贴紧,其间隙不得大于1mm,罐底对接接头间隙为4mm。
3.2锥顶的施工
3.2.1拱顶应按预先绘制出锥顶排版图下料。
3.2.2罐顶成型后,不应有明显的凹凸,用样板测量,焊前间隙不应大于6mm,焊后间隙不应大于15mm
3.3壁板的施工
3.3.1壁板到货后在钢板上排列出序号和测量尺寸,并做记录。
根据每一张到货钢板尺寸绘制出排版图,以排版图钢板序号下料做到对号入座。
3.3.2切割应平直,坡口符合要求,并用砂轮打磨。
3.3.3钢板卷圆应符合样板。
吊运应注意变形,找圆不得留锤迹。
3.3.4每圈壁板的垂直度不大于其高度3‰。
3.3.5纵缝错边量:
不应大于1mm,环缝错边量:
不应大于1.5mm。
3.3.6顶圈壁板与包边角钢组焊后应符合下列要求:
3.3.6.1内壁上任意点水平半径的允许偏差为±13mm,每块壁板应测两处。
3.3.6.2相邻两壁板上口水平偏差不应大于2mm,在整个圆周上任意两点水平偏差不应大于6mm。
3.3.7安装时先在底板上划出壁板组装圆周线,组装圆周线长度为设计内径计算周长加壁板立缝焊接收缩量,并沿圆周内侧每隔0.8~1m点焊一块限位挡板。
3.4包边角钢及其他构件的施工。
包边角钢拟采用滚床滚制,制成型后使用样板检查,其间隙不得大于4mm,在平台上检查其翘曲度不得超过构件长度的1‰。
3.5不锈钢贮罐应注意事项:
3.5.1不锈钢材料在存放、下料、施工中应避免与碳钢接触。
3.5.2不锈钢材料在下料、施工中应使用专用工具。
如:
专用砂轮片、专用锤(包不锈钢铁皮)等。
3.5.3水合结晶器制作工艺严格遵守图纸要求,分段或是整体等设备布置图到位后再定。
3.6施工工艺流程:
4.焊接
4.1焊接方法:
采用手工电弧焊
4.2焊接材料:
碳钢J427或J422
不锈钢E0-19-10Nb-16
异种钢E1-23-13-16
4.3焊接环境:
4.3.1焊接必须在风速≯10m/s,湿度≯90%无风雨环境下进行。
4.3.2如必须在风雨天进行,必须搭设防风防雨棚。
4.4焊前准备:
焊接前,焊缝两侧20mm处以内必须打磨干净,露出金属光泽。
4.5焊接参数,参见焊接工艺指导书。
4.6焊接顺序
4.6.1壁板焊接顺序为:
先纵缝后环缝;
4.6.2底板焊接先焊短焊缝,后焊长焊缝,分层分段退焊施工。
4.7焊接检验
4.7.1焊缝的表面及热影响区,不得有裂纹、气孔、夹渣和弧坑等缺陷。
4.8.2对接焊缝的咬边深度,不得大于0.5mm,咬边的连续长度不得大于100mm,焊缝两侧总长度,不得超过该焊缝长度的10%。
4.8.3A、B类焊缝需进行无损探伤,探伤比例10%,III级合格。
4.8.4罐底搭接焊缝采用真空箱法进行严密性试验,及真空度不低于53Kpa。
4.8.5罐底和罐壁连接内侧焊缝应作100%磁粉或渗透探伤检查,不允许有表面裂纹。
5.质保措施
5.1健全质量保证体系人员。
5.2实行三检一评制度。
5.3产品标识
施工过程中,施工人员应保持工程用料的原标识,材料分割时要进行标识移植,当无法保留原标识时,应保持标识记录。
6.安全措施及现场文明施工
6.1进入现场必须正确佩戴安全帽,登高作业必须系挂好安全带,铆工、电焊、气焊、起重工必须按安全操作规程进行作业,电、气焊、电工、起重工必须有安全操作证方可上岗。
6.2吊装作业一般不选在夜间,如有必要必须有充足照明,风速≥6级时禁止吊装。
6.3电焊机等电气设备使用之前应由电气人员检查合格,由专人操作方可使用,且应搭设防雨棚,焊工应穿绝缘胶鞋,电焊把线、气焊带应盘好,悬挂整齐,氧气、乙炔应搭设防晒棚,两瓶之间应有安全距离≥10m,离明火距离10m。
6.4焊条头应由焊工收集交焊条发放员,焊条不得到处乱扔,焊工所领取施焊焊条,必须置入保温筒中。
6.5剪板机、卷板机、摇臂钻等有专人操作,挂牌使用。
6.6架子搭设要牢固,跳板不得少于三块。
6.7严格遵守动火、用电制度,所有带电设备必须接地并有防风防雨设施,风雨后对电源进行仔细检查后方可施工。
6.8吊装前要认真检查起重设备的机械性能,严格执行起重作业的“十个不准吊”。
6.9严禁违章指挥,违章作业现象发生。
6.10坚持文明施工,随时清理作业区内的闲杂物品,及时回收施工现场的边角余(废)料。
7.主要施工机具、设备需用量计划表一
序号
机具设备名称
型号规格
单位
数量
备注
1
逆变电焊机
台
12
2
50T坦克吊
台
1
3
25T汽车吊
台
1
4
角向磨光机
Ф150
台
4
5
角向磨光机
Ф180
台
2
6
气焊工具
套
2
7
自动切割机
台
2
8
真空泵
台
1
9
电动试压泵
台
1
10
3T倒链
个
2
11
5T倒链
个
2
12
钢丝绳
米
200
13
电焊条烘干箱
台
1
14
焊条恒温箱
台
1
15
大锤
6磅
把
2
16
手锤
2.5磅
把
4
17
水平尺
600mm
个
2
18
磁力线坠
个
4
19
砂轮切割机
台
2
20
汽车
10吨
辆
1
21
卷板机
10*2000
台
1
22
剪板机
台
1
23
等离子切割机
台
1
24
胶皮管
11/2”
米
50
25
磁力钻
台
1
26
摇臂钻床
台
1
27
坡口机
台
2
8.劳动力安排表二
序号
工种
人数
1
铆工
8
2
电焊工
12
3
起重工
4
4
油工
2
5
气焊工
2
6
钳工
1
7
电工
1
位号
名称
外形尺寸
(mm)
容积
m3
重量
(kg)
备注
V0601A/B
碱液贮槽
φ4800*9830
52.8
15170
0Ci18Ni9带搅拌机
V0602
洗水贮槽
φ4000*6777
52.8
9665
0Ci18Ni9带搅拌机
V0607A/B
化碱槽
φ6000*8753
183
20190
Q235-A带搅拌机
V0608
落地碱仓
3000*4000*8258
80
8835
Q235-A
V0609
凉碱循环水罐
φ4000*5451
60
5790
Q235-A
V0611A/B
轻灰料仓
4000*2500*4283
40
10330
Q235-A
 升级会员
升级会员 