电机故障维修方法.docx
《电机故障维修方法.docx》由会员分享,可在线阅读,更多相关《电机故障维修方法.docx(14页珍藏版)》请在冰豆网上搜索。
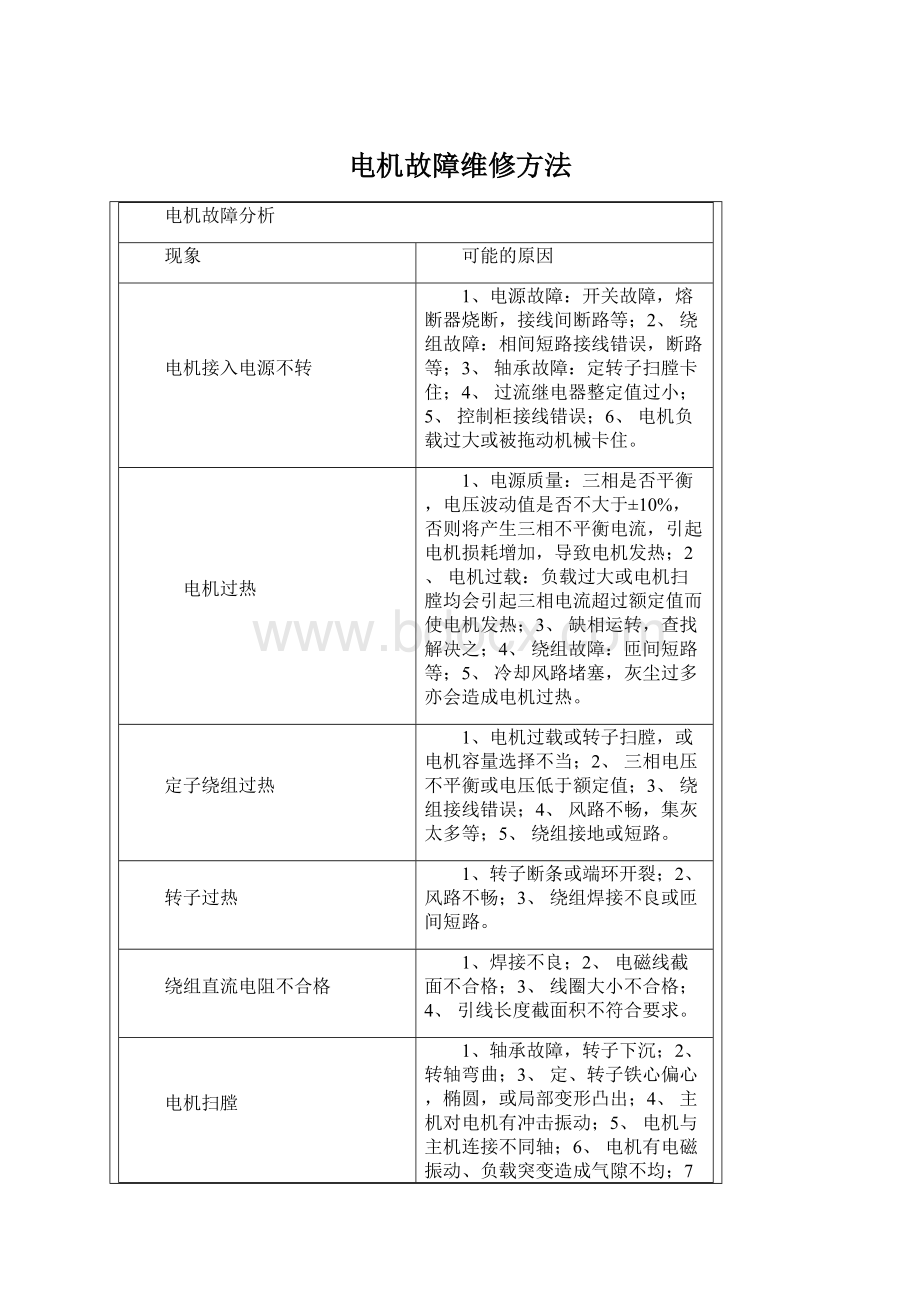
电机故障维修方法
电机故障分析
现象
可能的原因
电机接入电源不转
1、电源故障:
开关故障,熔断器烧断,接线间断路等;2、绕组故障:
相间短路接线错误,断路等;3、轴承故障:
定转子扫膛卡住;4、过流继电器整定值过小;5、控制柜接线错误;6、电机负载过大或被拖动机械卡住。
电机过热
1、电源质量:
三相是否平衡,电压波动值是否不大于±10%,否则将产生三相不平衡电流,引起电机损耗增加,导致电机发热;2、电机过载:
负载过大或电机扫膛均会引起三相电流超过额定值而使电机发热;3、缺相运转,查找解决之;4、绕组故障:
匝间短路等;5、冷却风路堵塞,灰尘过多亦会造成电机过热。
定子绕组过热
1、电机过载或转子扫膛,或电机容量选择不当;2、三相电压不平衡或电压低于额定值;3、绕组接线错误;4、风路不畅,集灰太多等;5、绕组接地或短路。
转子过热
1、转子断条或端环开裂;2、风路不畅;3、绕组焊接不良或匝间短路。
绕组直流电阻不合格
1、焊接不良;2、电磁线截面不合格;3、线圈大小不合格;4、引线长度截面积不符合要求。
电机扫膛
1、轴承故障,转子下沉;2、转轴弯曲;3、定、转子铁心偏心,椭圆,或局部变形凸出;4、主机对电机有冲击振动;5、电机与主机连接不同轴;6、电机有电磁振动、负载突变造成气隙不均;7、铁心热变形不一致;8、结构刚度不够,在磁拉力作用下造成气隙不均。
滚动轴承过热
1、装配工艺不当造成滚道表面受伤变形,运转磨擦发热;2、轴承与轴、轴承与轴承室配合过紧或过松。
尤其是过紧会使轴承发热膨胀,游隙减小,增加磨擦产生过热;3、另部件加工精度不够。
如:
机座两端止口不同轴,端盖止口与轴承室不同轴,加工椭圆等均可导致轴承过热;4、轴承本身质量差,间隙过大,滚道不干净,有锈蚀,滚动体不圆等;5、润滑不良,润滑过多或过少,油脂脏污。
轴承异声
异声类别:
1、轴承“咝咝”声并含有与转速无关的不规则金属声;2、滚柱碰击声低速或停机前发出的“喀通”声;3、滚擦声“沙沙声”与载荷无关;4、伤痕声“咕噜”“咕噜”声其周期与转速成正比;5、杂质声声小而无规律,与转速无关,有时会产生“咕噜”声。
解决办法:
1、润滑脂过少,补充润滑脂;2、不是故障;3、补充润滑脂;4、滚珠或滚柱有伤痕。
若轴承体有过热,更换之。
轴承内外圈可能破裂,及时更换轴承。
5、轴承滚道侵入杂质,当听到“咕噜”声时,应清洗轴承,防止杂质浸入。
电磁声
电磁声类别:
1、起动不良:
发出“嗡嗡声”频率为电源频率2倍或1倍;2、电机不能起动,“嗡嗡叫”;3、电机起动转距减少,有时无法起动,并发出“嗡嗡”吼声,振动大;4、电机起动时“嗡嗡”吼叫,振动大;5、“哒哒”声。
解决办法:
1、气隙不均匀;2、定子可能断线。
停机检查,查电机端电压是否平衡;3、可能定子有一相头尾接错;4、定、转子绕组短路,或发生两点接地;5、可能铁心松动产生中频齿谐波声;
异声
具体问题:
其它异声联轴器或皮带轮与键发生的“哒哒”声
解决办法:
联轴器、皮带轮与轴配合过松。
电机振动
1、外观检查:
首先查安装情况。
地脚螺栓是否松动,是否有三点触地现象。
其次检查三相电源是否平衡,若有问题及时停机并与有关部门联系解决之。
2、单机试验,外观检查振动仍然存在,应脱开联轴器,单独试验电机,若电机不振动,则说明振动是由主机或边轴器的安装引起的。
若单试电机仍存在振动,说明电机本身存在缺陷。
这时可用瞬时停电法来区分是电气原因还是机械原因。
高压电机电磁噪声
切断电源,噪声消失,首先检查调整电源电压使其平衡;检查是否单相运行;检查气隙,查找定子变形情况及转子弯曲情况。
处理振动。
查找绕组断路,短路和接地情况,采取相应措施修理之。
高压电机机械噪声
切断电源,噪声不消失:
1、检查轴承有无异常;尖叫声---清洗轴承,换润滑脂,防尘;蜂鸣声---调整波形垫,检查轴承保持架配合情况和装配情况;滚道损伤---更换轴承2、转子不平衡引起的振动,噪声,平衡转子;3、检查整机刚性,提高刚性,调整紧固部分,改善共振、共鸣条件,加固管路,降低通风噪声。
滑动轴承配合精度
滑动轴承与轴径的径向间隙设计值一般为轴径名义尺寸的0.8~1.9‰之间,轴承与轴肩的轴向窜动间隙一般为轴径名义尺寸的2%(单侧)。
滑动轴承漏油
此类故障多发生在强制润滑的滑动轴承装置上,一种原因是油压过高,可通过调整油压、流量消除故障,另一种原因是内风扇在轴承内侧区域形成负压把油吸入,可检查平衡孔、平衡管路是否畅通,浮动油封是否完好.
电机故障分析及相应解决办法
序号
故障现象
故障原因
处理方法
1
电机不能起动
1)电源未接通
2)绕组断路
3)绕组接地或相间匝间短路
4)绕组接线错误
5)熔体烧断
6)绕线转子电动机起动误操作
7)过电流继电器整定值调得太小
8)老式起动开关油杯缺油
9)控制设备接线错误
1)检查开关、熔体、各对触点及电动机引出线头
2)将断路部位加热到绝缘等级允许的温度,使漆软化,然后将断线挑起,用同规格线将断掉部分补焊后,包好绝缘,再经涂漆、烘干处理
3)处理办法同上,只是将接地或短路部位垫好绝缘,然后涂漆烘干即可
4)核对接线图,将端部加热后重新按正确接法接好(包括绑扎、绝缘处理及涂漆)
5)查出原因,排除故障,按电动机规格配新熔体
6)检查集电环短路装置及起动变阻器位置。
起动时应分开短路装置、串接变阻器
7)适当调大整定值
8)加新油,达到油面线
9)校正接线
2
电动机接入电源后,熔体被灼断
1)单相起动
2)定、转子绕组接地或短路
3)电机负载过大或被卡住
4)熔体截面积过小
5)绕线转子电动机所接的起动电阻太小或被短路
6)电源到电机之间的连接线短路
1)检查电源线、电动机引出线、熔断器、开关各对触点,找出断线或假接故障后进行修复
2)见序号1之3)
3)将负载调至额定值,并排除被拖机构故障
4)熔体对电动机过载不起保护作用,一般应按下式选择熔体:
熔体额定电流=起动电流/(2-3)
5)消除短路故障或增大起动电阻
6)检查短路点后进行修复
3
电动机通电后,电机不起动,嗡嗡响
1)改极重绕后,槽配合选择不当
2)定转子绕组断路
3)绕组引出线始未端接错或绕组内部接反
4)电动机负载过大或被卡住
5)电源未能全部接通
6)电压过低
7)对于小型电动机,润滑脂硬或装配太紧
1)选择合理绕组型式和绕组节距,适当车小转子直径,重新计算绕组参数
2)查明断路点进行修复,检查绕线转子电刷与集电环接触状态,检查起动电阻是否断路或电阻过大
3)在定子绕组中通入直流,检查绕组极性(用指南针)判定绕组首末端是否正确
4)检查设备,排除故障
5)更换熔断器的熔体;紧固接线柱松动的螺钉;用万用表检查电源线的断线或假接故障,然后修复
6)如果△联接电动机误接成Y形联接,应改回△联接:
电源电压太低时,应与供电部门联系解决;电源线压降太大造成电压过低时,应改粗电缆线
7)选择合适的润滑脂,提高装配质量
4
电动机外壳带电
1)电源线与接地线搞混
2)电动机绕组受潮,绝缘严重老化
3)引出线与接线盒接地
4)线圈端部顶端盖接地
1)纠正错误
2)电动机烘干处理,老化的绝缘要更新
3)包扎或更新引出线绝缘,修理接线盒
4)拆下端盖,检查接地点,线圈接地点要包扎绝缘和涂漆,端盖内壁要垫绝缘纸
5
电动机空载或负载时,电流表指针不稳而摆动
1)绕线转子电动机有一相电刷接触不良
2)绕线转子电动机集电环短路装置接触不良
3)笼型转子开焊或断条
4)绕线转子一相断路
1)调整刷压和改善电刷与集电环的接触面
2)检修或更换短路装置
3)采用开口变压器或其它方法检查
4)用校验灯、万用表等检查断路处,排除故障
6
电动机起动困难,加额定负载后,电动机转速比额定低
1)电源电压过低
2)△联接绕组误接成Y联接
3)笼型转子开焊或断裂
4)绕线转子电刷或起动变阻器接触不良
5)定、转子绕组有局部线圈接错或接反
6)重绕时匝数过多
7)绕线转子一相断路
8)电刷与集电环接触不良
1)用电压表或万用表检查电动机输入端电源电压大小,然后进行处理
2)将Y接改回△接
3)检查开爆或断裂后,进行修理
4)检修电刷与起动变阻器接触部位
5)见序号1
6)按正确绕组匝数重绕
7)用校验灯、万用表等检查断路处,然后排除故障
8)改善电刷与集电环的接触面积,如磨电刷接触面、调刷压、车旋集电环表面等
7
绝缘电阻低
1)绕组受潮或被水淋湿
2)绕组绝缘粘满粉尘,油垢
3)电动机端子套、高压绝缘瓷瓶损坏,引出线绝缘老化破裂
4)绕组绝缘老化
1)进行加热烘干处理
2)清洗绕组油垢,并经干燥,浸渍处理
3)重包引线绝缘,更换或修理出线盒及端子套、高压绝缘瓷瓶
4)经鉴定可以继续使用时,可经清洗干燥,重新涂漆处理,如果绝缘老化,不能安全运行时,需更换绝缘
8
三相空载电流对称平衡,但普遍增大
1)重绕时,线圈匝数不够
2)Y接电机误接成△接
3)电源电压过高
4)电机装配不当(如装反,定、转子铁心未对齐,端盖螺钉固定不匀称使端盖偏斜或松动等)
5)气隙不均匀或增大
6)拆线时,使铁心过热灼损
1)重绕线圈,增加合理的匝数
2)将绕组接线改正为Y接
3)测量电源电压,如果电源本身电压过高,则与供电部门协商解决
4)检查装配质量,消除故障
5)调整气隙,对于曾经车过转子的电机需要换新转子或改绕,纠正空载电流大的问题
6)检修铁心或重新计算绕组进行补偿
9
电动机运行时有杂音,不正常
1)改极重绕时,槽配合不当
2)转子擦绝缘纸或槽楔
3)轴承磨损,有故障
4)定、转子铁心松动
5)电压太高或不平衡
6)定子绕组接错
7)绕组有故障(如短路)
8)重绕时每相匝数不相等
9)轴承缺少润滑脂
10)风扇碰风罩或风道堵塞
11)气隙不均匀,定、转子相擦
1)要校验定、转子槽配合
2)剪修绝缘纸或检修槽楔
3)检修或更换新轴承
4)检查振动原因,重新压紧铁心进行处理
5)测量电源电压,检查电压过高和不平衡的原因,并进行处理
6)见序号1
7)见序号1
8)重新绕线,改正匝数
9)清洗轴承,填加润滑脂,使其充满轴承室容积的1/2-1/3
10)修理风扇和风罩,使其尺寸正确;清现通风道
11)调整气隙,提高装配质量
10
电动机过热或冒烟
1)电源电压过高,使铁心磁通密度过饱和,造成电动机温升过高
2)电源电压过低,在额定负载下电机温升过高
3)灼线时,铁心被过灼,使铁耗增大
4)定、转子铁心相擦
5)绕组表面粘满尘垢或异物影响电机散热
6)电动机过载或拖动生产机械阻力过大,使电机发热
7)电动机频繁起动或正反转次数过多
8)笼型转子断条或绕线转子绕组接线松脱,电动机在额定负载下转子发热,使电机温升过高
9)绕组匝间短路、相间短路、以及绕组接地
10)进风温度过高
11)风扇故障,通风不良
12)电机两相运转
13)重绕后绕组浸渍不良
14)环境温度过高或电机通风道堵塞
15)绕组接线错误
1)如果电源电压超过标准很多,应与供电部门联系解决
2)若因电源线电压联过大而引起,可更换较粗的电源线;如果是电源电压太低,可向供电部门联系,提高电源电压
3)做铁心检查试验,检修铁心,排除故障
4)检查故障原因,如果轴承间隙超限,则应更换轴承;如果转轴弯曲,则需调直处理,铁心松动或变形时应处理铁心,消除故障
5)清扫或清洗电机,并使用机通风沟畅通
6)排除拖动机械故障,减少阻力,根据电流指示,如超过额定电流,需减低负载,更换较大容量电机或采取增容措施
7)减少电动机起动及正、反转次数,或更换合适的电动机
8)查明断条和松脱处,重新补焊或扭紧固定螺钉
9)按不同部位修复损坏的绝缘并进行浸渍烘干处理
10)检查冷却水装置是否有故障,检查周围环境温度是否正常
11)检查电机风扇是否损坏,扇叶是否变形或未固定好,必要时更换风扇
12)检查熔体、开关接触点、排除故障
13)要采取二次浸漆工艺,最好采用真空浸渍措施
14)改善环境温度,采取降温措施,隔离电动机附近高温热源,不使电动机在日光下曝晒
15)Y接电动机误接成△接,或△接电动机误接成Y接需改正接线
11
电动机空载运行时空载电流不平衡,且相差很大
1)重绕时,三相绕组匝数不均
2)绕组首尾端接错
3)电源电压不平衡
4)绕组有故障,如匝间短路、某组线圈接反等
1)将绕组重绕
2)查明首尾端,改正后再起动电机进行试验
3)测量电源电压,找出原因
4)拆开电机检查绕组极性和故障,然后改正或消除故障
12
层间绝缘击穿
1)层间垫条材质不好,厚度较薄
2)层间垫条垫偏,尺寸不合适(如太窄、长度不够)
3)线圈松动使层间垫条磨损
1)改用酚醛环氧板,厚度由原来的0.5-1mm改为2mm
2)要求下料尺寸正确,操作细心,严格按工艺进行
3)为防止线圈松动,可整体浸漆处理
13
匝间绝缘击穿
1)匝间绝缘材质不良
2)线圈制作过程中匝间绝缘遭受损伤
3)匝间绝缘厚度不够或结构不合理
1)改用“三合一”粉云母带,见序号10之9)
2)严格按工艺规格进行
3)根据每匝电压大小,正确选择匝间绝缘厚度或绝缘结构
14
绕组接地故障
1)电机长期过载,绝缘老化变质引起绝缘对地击穿
2)输电线雷击过电压或操作过电压击穿绝缘
3)同步电动机突然断开励磁线圈时产生高电压击穿线圈的对地绝缘
4)由于导电粉尘使爬电距离缩小产生对地击穿或闪络
5)通风沟垫片,指形齿压板开焊或铆钉松驰,铁心叠压不紧,齿部颤动以及弯曲的齿压板刮磨线圈绝缘,导致绕组接地故障
6)同步电动机励磁线圈绝缘老化收缩,经常颤动,在电机频繁起、制动下使绝缘损伤对地击穿
7)由于线圈短路烧焦绝缘,造成对地故障
1)调整负载或更换容量合适的电机,绝缘老化时需要更新绝缘
2)增添或检查防雷保护装置
3)增添或检查过电压保护装置
4)定期清扫绝缘,增设防尘密封装置
5)详细检查各部分焊接状态、变形情况,经校正和点焊牢,保证垫片,齿压板等固定良好。
铁心叠压不紧时需按铁心修理工艺进行处理
6)更换绝缘或采取加固线圈办法(如清洗后进行浸漆处理)
7)检查短路原因,采取防止措施
15
绕组断路故障
1)线圈端部遭受机械力和电磁力的颤动,使导线焊接点开焊
2)焊接工艺不当,焊接点过热造成开焊
3)导线材质不好,有夹层、脱皮等缺陷
1)检查焊接点,重新补焊,并采取线圈的固定措施
2)按焊接工艺进行
3)更换合格导线,将故障导线切除,焊接合格导线
16
绕组短路故障
1)线路过电压
2)绕组绝缘老化
3)绕组绝缘缝隙内堆积粉尘过多
4)遭受机械力和电磁力后的绝缘产生裂纹或遭受损伤
1)调整过电压保护值
2)更换新绝缘
3)清扫或洗涤绝缘
4)洗涤后,浸1-2遍绝缘漆
17
定子线圈绝缘磨损及电腐蚀
1)由于采用固性环氧粉云母带结构,热膨胀小,使线圈与槽壁间隙过大
2)槽楔松动
3)线圈外形尺寸公差不当
4)防晕漆失效
5)绝缘粘满油垢,粉尘
1)浸1032漆,使间隙内填满绝缘漆,在热态下有弹力
2)重新调整槽楔紧度
3)应使线圈外形尺寸公差比铁心槽小0.3mm以下
4)清扫或洗涤绝缘上尘垢
18
泄漏电流大
1)电机受潮
2)绝缘表面粘满油泥、粉尘
3)绝缘老化
1)清扫后,电机绕组干燥
2)清扫或洗涤绕组绝缘
3)更换新绝缘
19
介质损耗角增大
1)线圈遭受损伤,使绝缘内部产生较多气隙
2)绝缘受潮
3)绝缘处理不当
4)绝缘老化
1)采取真空浸渍处理
2)烘干,烘干前需清扫电机
3)改进绝缘处理方法
4)更换新绝缘
20
线圈与端箍之间磨损击穿
1)线圈松动
2)端箍固定不牢,绑扎不牢
3)绝缘粘满粉尘
1)整体浸漆,处理松动
2)采用无纬带绑扎,用环氧胶粘牢
3)清洗绝缘
21
线圈端部绝缘遭受机械损伤
1)转子装配和拆卸时碰伤端部绝缘
2)局部修理或更换线圈时,将附近的线圈损伤
1)应按工艺规程进行,局部碰伤可用环氧胶修复
2)检查故障情况,可以局部修理或更换局部线圈
22
槽楔松动
1)槽楔材料老化收缩
2)楔下垫条老化松动跑出
3)槽楔尺寸与铁心槽配合不当
4)槽楔太长,固定不牢
5)槽楔装配工艺不当
1)更换新槽楔
2)打出槽楔,更换较厚的楔下垫条,再打入槽楔,涂环氧胶
3)槽楔尺寸应比铁心槽宽度小0.2mm
4)将长槽楔锯成短槽楔,分段打入槽内
5)按正确的工艺规程进行
电机的运行维护:
1、电机运行时的检查
1)电机有无异常响声、振动和气味
2)接地是否良好
3)电机外壳及轴承温度是否正常
4)外壳有无裂纹,隔爆面结合处、进线装置是否良好
5)各部分紧固螺栓是否有松动现象
6)对于通风型电机要检查出风口的风压值是否合格
2、电机停机时的现场检查
1)轴承、风扇是否固定可靠
2)用500V摇表测定电机绝缘电阻值不应低于0.5MΩ
3)检查轴承内润滑脂情况,必要时检查轴承磨损程度
4)抽出转子检查,转子与定子铁心有无相擦现象,槽楔固定是否良好
5)检查气隙值是否均匀、正常
 升级会员
升级会员 