鲁化Texaco煤气化渣中可燃物高的原因分析及应对措施.docx
《鲁化Texaco煤气化渣中可燃物高的原因分析及应对措施.docx》由会员分享,可在线阅读,更多相关《鲁化Texaco煤气化渣中可燃物高的原因分析及应对措施.docx(11页珍藏版)》请在冰豆网上搜索。
鲁化Texaco煤气化渣中可燃物高的原因分析及应对措施
鲁化Texaco煤气化渣中可燃物高的原因分析及应对措施
张继臻1,王延坤2(1.兖矿国泰化工有限公司,滕州277527;2.兖矿国宏化工有限责任公司,邹城日期:
2008-9-28
鲁南化肥厂建成投产的中国第一套Texaco水煤浆加压气化示范装置,原设计能力为80kt/a的制氨合成气,随着气化煤种的变化,操作水平的提高,单炉的生产能力目前已达到了原设计能力的145%。
渣中可燃物却由初期的24%(平均值)上升到55%(平均值)左右,原设计的渣中可燃物为13.5%。
在10余年的操作运行中,很少有渣中可燃物含量达到设计值。
为什么随着煤种的变化,生产负荷的提高,渣中可燃物含量如此之高呢?
为此,笔者分析了渣中可燃物高的原因,提出了降低渣中可燃物含量,提高气化效率的方法和措施,并分析了高负荷、低炉温操作下的运行经济性。
1 鲁南化肥厂Texaco煤气化工艺
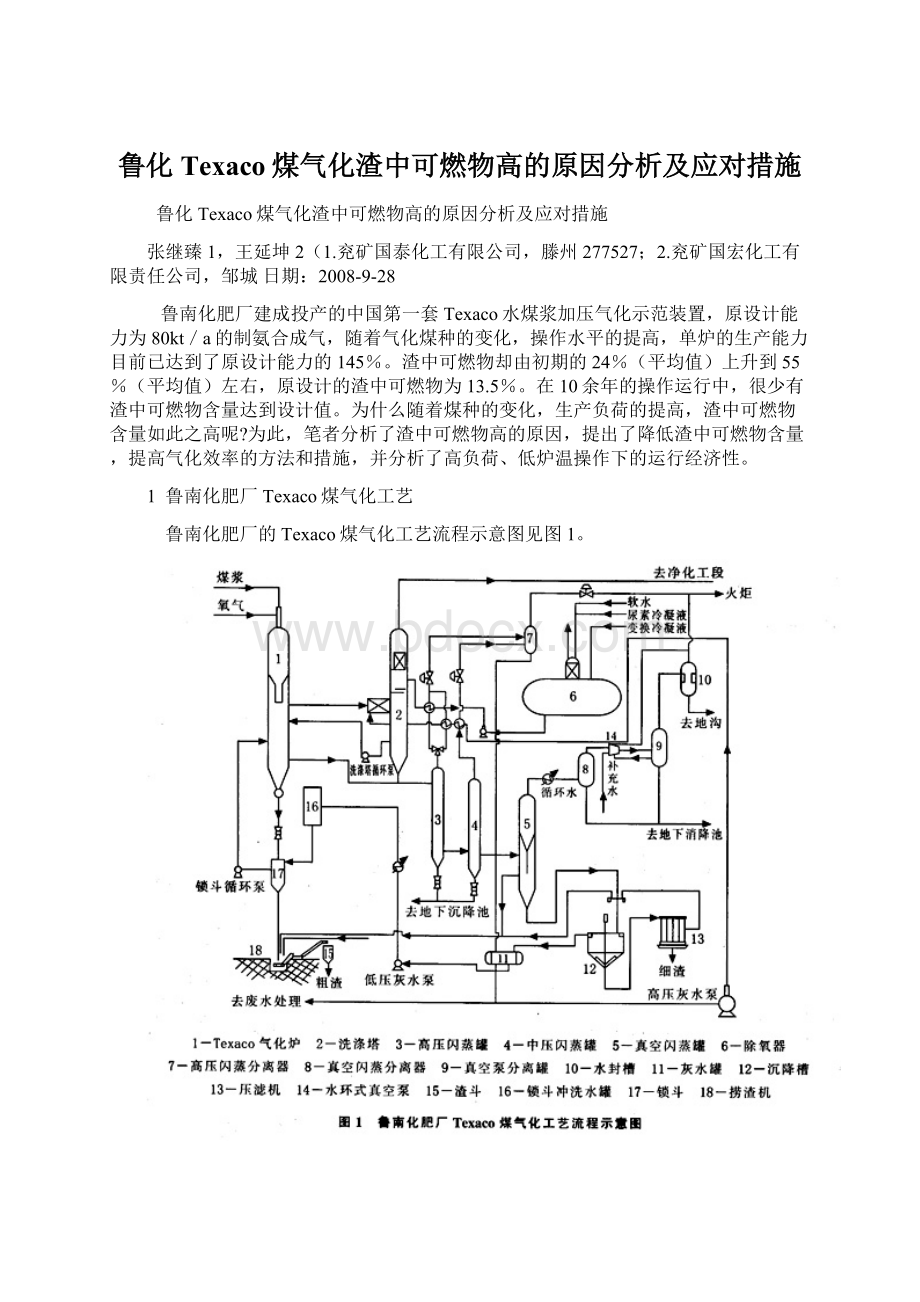
鲁南化肥厂的Texaco煤气化工艺流程示意图见图1。
煤、水和添加剂同时加入磨机,研磨成可供泵送的煤浆,质量分数控制在65%左右。
经过加压到5.0MPa的煤浆与氧气通过工艺烧嘴出口混合,进入气化炉受限雾化后,在炉壁热辐射下,进行部分氧化还原反应产生煤气(合成气),煤气通过气化炉下降管及上升管间的水激冷后,生成水煤气出气化炉。
水煤气经过文氏管、洗涤塔增湿除尘,送净化工序变换,经变换、脱硫、脱碳净化后,合成CH3OH,配N2后合成NH3。
灰渣由锁斗收集定期排出系统。
黑水经三级闪蒸回收热量,沉降后清水返回系统使用,黑水排入渣池,沉降捞渣后,溢流水去污水处理系统,处理回收污水作制浆工艺水,实现清洁生产。
气化炉操作压力2.9MPa,操作温度1300℃左右。
2 气化炉排渣可燃物升高的原因分析
渣中可燃物升高的原因主要有:
气化负荷升高,超过设计能力;气化炉操作温度降低;煤浆粒度分布不合理;煤质的变化以及设备和操作等方面的原因。
2.1 生产负荷的提高
原单炉投煤量为348t/d,现单炉的投煤量为456t/d,增加了35%;原设计单炉制气合成氨240t/d,现单炉制气合成氨330t/d,增加了37.5%。
由于甲醇扩产改造(开启双炉,另一台气化炉用于130kt/a甲醇系统的生产),单炉投煤量进一步提高。
随着气化投煤量的增加,反应物煤和水在炉内的平均停留时间缩短,由原设计的8s左右缩短为现在的6s左右,在同样的反应压力、温度条件下,反应时间缩短,反应物转化率下降,使渣中可燃物升高。
2.2 制浆粒度分布的不合理
原设计煤浆粒度小于325目的应大于55%,现实际为40%左右;小于200目的应大于70%,现为55%左右。
由于生产负荷的提高,磨机负荷增加,煤浆粒度增大,在同样的压力、温度和停留时间内,反应物粒度增大,使气固相接触面积减少,反应速率降低,反应物转化率下降,渣中可燃物升高。
而大颗粒煤由于射出喷嘴后的动能较大,运行速度较快,在炉内的停留时间缩短,末反应完就离开了反应区,随渣排出,也导致渣中可燃物升高。
2.3 煤质、煤种的变化
煤粒在气化炉内反应时间为6s~8s,选取反应活性高的年轻烟煤为原料,渣中的可燃物含量降低。
当气化存放时间长的煤时,库存煤由于长时间风化,反应活性降低,渣中可然物含量升高;又由于近年来煤炭走俏,新开发的原料煤种较多,煤质不稳定,操作调整工艺参数跟不上,也是导致渣中可燃物含量升高的原因。
由气化原煤到气化配精煤,灰分含量由16%~25%降到9%~15%,渣中可燃物相对升高,另外,灰分中的Na、K等成分起加快气化反应速率的作用。
2.4 气化炉操作温度的降低
气化炉的操作温度是随着煤的灰融熔性温度的变化而变化的,为了保证气化炉内壁有适当厚的渣层(3mm~5mm),同时又保证渣的流动性及顺利排渣,一般要求气化炉操作温度高于FT温度50℃左右。
为了延长耐火砖的使用寿命和气化装置的运行周期,鲁南化肥厂选用了低灰熔融性温度的精煤混配作为原料,由于所用精煤的FT温度降低,使气化炉操作温度逐渐降低(从原设计的1400℃降到现在的1300℃),气化反应速率降低,在相同停留时间和压力下,反应物转化率降低,渣中可燃物升高。
2.5 灰融熔性温度的波动
多煤种掺烧,配煤的不均匀,灰熔融性温度波动较大。
由于没有煤浆在线灰熔融性温度分析仪器,手动分析相对滞后,灰熔融性温度分析结果仅仅反馈于指导生产,实际中一般靠渣口压差、气体中CH4、CO2含量来分析判断操作炉温、煤浆的灰熔融性温度变化,人为判断误差,导致操作炉温低于煤浆的灰熔融性相匹配最佳温度,造成渣中可燃物升高。
生产不稳定时,渣中可燃物高达68%。
2.6 氧煤比的失调
由于空分装置设计制氧能力限制,不能满足气化生产负荷的提高,气化煤浆量的大量投入,造成氧煤比过小(<0.98),正常情况为490m3/m3煤浆,实际运行为475.6m3/m3煤浆,氧气相对不足造成煤浆投入后反应不完全,煤浆过剩较多,灰渣可燃物升高。
另外,为了安全和避免净化变换催化剂的氧化,Texaco煤气中不允许有O2存在,所以,煤浆量要求相对过剩,O2全部反应,以免在洗涤塔中因过氧而发生爆炸,或因氧化而烧净化变换催化剂。
这样在气化渣中必须含一定量的可燃物,设计值为13.5%,但氧煤比过度失调时,可燃物含量远远大于设计值。
2.7 操作压力的变化
压力的变化,尤其在开停车及生产负荷不稳定时,压力波动或降压运行均可造成渣中残碳量增加,可燃物升高。
2.8 烧嘴雾化角的改变及与气化炉几何形状的匹配问题
目前的国产烧嘴一般可运行90d,烧嘴使用后期,煤浆通道受到高速煤浆射流的磨蚀,流通面积增大,截面由圆环型变成不规则形状,造成煤浆喷出偏流,煤浆分配不均匀,流速下降,使气化剂氧气与煤粉混合效果下降,雾化效果变差,气固相反应转化率降低,导致渣中可燃物升高。
随着烧嘴使用周期不断延长,灰渣可燃物进一步升高。
有时由于烧嘴装配时紧固力的误差,投运后受热应力的影响,三通道烧嘴很快不同心(烧嘴横切面圆环不是同心圆),使煤浆出烧嘴时就偏流,雾化效果极差,造成渣中可燃物升高,火炬偏到炉子一边,对偏向部分的耐火砖冲刷磨蚀加快,严重时导致炉壁局部超温。
2.9 短路效应
Texaco气化炉是单喷嘴气化炉,喷嘴在顶端中心位置,渣口在底部中心位置。
在气化炉中心的流场区,煤粒走短路,气化反应时间极短(3s~4s),来不及转化就随渣排出,造成渣中残碳量增加,可燃物升高。
此外,设计烧嘴的雾化效果,煤浆浓度的高低,气化炉耐火砖的磨损程度,渣口的大小等都会不同程度的影响气化反应速率,即影响渣中可燃物。
排渣呈细、黑渣状,粗渣是玻璃球状时,运行工况较好,生产稳定,渣中可燃物低。
当粗渣成分在塑性区即为塑性渣时,不好控制,容易堵塞下降管,不得不提高温度以形成小渣,但会形成大量玻璃丝状灰渣,使生产不能稳定运行。
3 降低渣中可燃物的措施
针对造成渣中可燃物高的因素,为单纯降低渣中可燃物,提高气化效率,可从下列途径入手。
3.1 提高气化炉操作温度
鲁南化肥厂在2000年4月进行了提高操作炉温的工业化在线试验。
目的是考察渣中可燃物随炉温的变化关系,同时考核不同渣中可燃物含量下的比氧耗和比煤耗。
当时,Texaco气化系统已运行20多天,各项指标已得到优化,试验结果应具有代表性。
3.1.1 试验步骤
3.1.1.1 从运行状况开始(CO+H2=83.85%)逐步降低煤浆泵转速,提高O/C比值,使合成气中(CO+H2)的体积分数在82%~83%;
3.1.1.2 第二阶段降低煤浆泵的转速,使合成气中(CO+H2)的体积分数在81%~82%;
3.1.1.3 第三阶段再降低煤浆泵的转速,使合成气中(CO+H2)的体积分数在80%~81%;
3.1.1.4 第四阶段再降低煤浆泵的转速,使合成气中(CO+H2)的体积分数在79%~80%;
3.1.1.5 分析渣中可燃物,如果质量分数降至20%,试验结束,恢复原工况。
试验选定以(CO+H2)的含量标定炉温。
3.1.2 试验过程
3.1.2.1 第一阶段2000年4月5日8:
00开始提炉温,逐步降低煤浆泵转速,缓慢提高O/C比值,调整气化炉各项控制参数在指标范围内,至10:
00基本调整完毕。
目标值是(CO+H2)的体积分数为82%~83%,并维持24h稳定运行。
由于高温热偶一般在运行1周后就失灵,无法确定准确提温范围,只能靠气体成分的变化来间接判断反应炉温的变化。
3.1.2.2 第二阶段2000年4月6日8:
00开始提炉温,至10:
00基本调整完毕,目标值是(CO+H2)的体积分数为81%~82%,但当日15:
00跳车而停止试验。
实验步骤③~⑤是为了进一步验证提温操作的规律及运行经济性问题,但由于跳车一次的直接经济损失在60万元,气化炉跳车后就没有再进行③~⑤步的实验。
从①、②步试验数据,结合小型热模的实验数据关联得出的结论应该是可信的。
3.1.3 试验数据对比(见表1)
3.1.4 试验结论
本次试验虽然只进行了两个阶段被迫终止,但从数据上已显示出趋向性,已能说明问题,总结得出如下结论。
3.1.4.1 本试验在氧气流量、煤浆浓度、产氨量基本不变的情况下,提高炉温操作,比氧耗增加,比煤耗降低,灰渣可燃物降低。
每1000m3(CO+H2)多耗氧分别为2.3m3和7.5m3,少耗煤分别为11.3kg和24.3kg。
由此可见,适当提高炉温能提高煤的利用率,降低生产成本,但要考虑比氧耗的增加和耐火砖的寿命等因素,故也不可提得太高,这就存在一个最佳的操作温度。
3.1.4.2 为了保证炉内壁挂渣层厚度3mm~5mm,必须提高煤的FT温度,其结果是渣中可燃物降低,同时氧耗、煤耗升高,有效气体成分降低,产量降低,耐火砖使用寿命变短,运行的可靠性、稳定性下降。
所以,要选择一个最佳的操作温度,从多年的探索情况看,最佳的气化操作温度为FT温度提高30℃~50℃为宜。
3.1.4.3 Texaco水煤浆加压气化炉的操作应该在最佳温度操作,才能效益最大化,不能片面追求碳的转化率最高。
3.2 调整到与设计匹配的生产负荷
原设计的单炉产气量为37509m3/h,现单炉的产气量约为50000m3/h。
气化炉容积、操作压力不变,在不考虑其他因素的前提下,反应物的平均停留时间相对缩短到5s左右,转化率降低。
如果要提高碳的转化率,可以降低投煤量,降低生产负荷(但从各方面考虑都是不经济的)。
第3套闪蒸系统建成后,3台气化炉同时运行的模式可以将气化炉的负荷降到与原设计匹配的生产负荷,满足甲醇及合成氨双系统的高负荷的生产,届时渣中可燃物可降到20%左右。
3.3 提高煤浆质量
3.3.1 制浆用煤的选择
对于采用液态排渣的Texaco水煤浆气化炉,制浆用煤要求:
(1)煤的灰熔融性温度FT在1100℃~1300℃,过高或过低都不利于气化,由煤质分析确定的最佳操作温度在Texaco气化装置允许的范围之内。
(2)煤的固定碳(FC)含量越高越好,发热量Qnet≥25.121MJ/kg,以保证气化炉的热平衡,且越高越好。
(3)灰含量Aad≤20%,越低越好。
(4)FT状态下,液渣黏度维持在15Pa·s~25Pa·s,以保证正常的液态排渣,且液态灰渣对耐火材料衬里的腐蚀性较弱。
(5)可磨指数越大,煤越易被磨碎,可提高煤磨机的产量,降低耗电率,最好控制可磨指数≥56%。
(6)内水含量越低越好(最好≤8%),煤的成浆浓度随着内在水分含量增大而降低,内在水分低的煤易于制取高浓度水煤浆,随着水煤浆浓度的提高,煤气中有效气体成分增加,气化效率提高,氧气耗量下降。
(7)煤的反应性好,活性高,1250℃时反应性分析,CO2还原率≥98%。
(8)煤中有害元素的含量低,以减轻净化系统负荷,避免催化剂中毒。
3.3.2 控制磨机进口煤的质量
控制原料煤的上料质量,防止大块煤、矸石及其他杂质进入磨机。
加强制浆岗位巡检,防止磨机入料管堵塞,冲洗入料管时,采用正确的方法并适当减少配入水量。
采购原料煤时,控制灰分含量。
煤中灰分含量高时,滚筒筛结垢严重,筛孔被堵塞,煤浆浓度高时,滚筒筛溢浆较多,造成原料浪费,特别是棒磨机表现更为明显。
当使用风选煤时,煤中灰含量较高,棒磨机出浆浓度平均不到10d从63%以上降至57%。
因此,所进原料煤应严格控制灰分含量,尽量多使用水洗煤,少用灰分含量较高的风选煤。
控制精煤灰分≤9%。
采购原料煤时,控制煤中的水分含量。
煤中水分含量较高时,入磨机的水煤比不易调节,煤浆浓度波动大。
内水含量高的煤种,更难于制取高浓度水煤浆。
煤湿时很容易黏附在磨机入料管上,造成入料管堵塞,而每次入料管堵塞后,疏通需要用20min~30min,且用大量清水冲洗。
在煤较湿时,操作工为防止堵塞入料管,每30min左右就得用水冲洗一次黏附在管壁上的煤,无疑会造成煤浆浓度的波动。
因此,煤的外水含量一定要控制在规定指标内,控制水分Mad≤9%。
监控上料系统中电磁吸铁装置的运行情况,及时清理电磁铁上的铁磁性物质,做到每班清理一次。
3.3.3 均匀上料及破碎负荷
严格控制上煤量,适当延长上煤时间。
由于破碎机设计负荷小,正常上料负荷不允许超过60t/h,每运行班均匀上料时间7h(采取措施之前,每班上料约5h,上料负荷高时达120t/h),这样适当延长上煤时间后可均匀破碎负荷,降低磨机进口煤的粒度。
严格控制入口煤≤10mm。
多碎少磨是提高制浆质量,降低能耗的有效措施。
3.3.4 控制添加剂的质量,优化添加剂的配量
添加剂质量的波动,会影响黏度的变化,当添加剂质量较差时,煤浆黏度较大、稳定性差,煤浆在滚筒筛上,析水结块造成滚筒筛溢浆严重,溢浆量增加,影响煤浆浓度的提高,且造成煤浆在振动筛上发生析水性硬沉淀。
因此,应控制好添加剂的质量,适宜的添加剂可起到增浓降黏的效果。
由于进公司的添加剂,经常出现有效成分木质素含量偏低的现象(要求木质素质量分数≥8%),但约有1/4时间不合格,对煤浆稳定性影响比较严重。
目前,供货厂家只有一家,不具备选优条件,开发质优价廉的新添加剂及其客户是目前亟待解决的问题。
严格控制添加剂配量,正常情况下,两磨机总用量不超过2.5m3/h,如因增加负荷或煤质变化需增加添加剂量时,应先汇报分管技术员同意、认可,在煤浆分析评价的基础上,下达合理配量。
实验发现,添加剂的加入量存在一个最佳值,加得不够或太多都会使水煤浆的流变性能变差。
这个最佳值应在分析评价煤浆的基础上,结合经验判断确定。
3.3.5 合理及时调节水煤比
根据煤炭水分含量、给煤机运行及给煤量情况,合理及时调节水煤比、增加煤浆的稳定性及浓度,控制振动筛、滚筒筛溢浆量,对控制煤浆质量很重要。
3.3.6 优化棒的级配
适宜的粒度分布能够增加煤浆浓度。
由于棒磨机钢棒级配不合理,造成煤浆粒度分布不合理,稳定性不好,易堵塞滚筒筛筛孔,限制了煤浆浓度的提高,因此,在配棒试验的基础上,对棒磨机钢棒配比进行调整,是改善煤浆粒度分布的一个现实的方案。
对于一段磨制浆,根据煤的可磨指数,调整研磨体配比,选择合适的粒度分布,视煤的反应活性,控制煤粉粒度。
2003年7月15日,在配棒试验的基础上,调整了棒磨机棒的配比。
为利用旧棒和级配的需要,增加了原设计中没有的φ60mm的棒,总计装48.25t。
装配情况如下:
φ75mm∶φ65mm∶φ60mm∶φ50mm为11.88∶8.15∶13.61∶14.61。
在换棒时,发现φ50mm的棒断得比较严重,特别是磨到φ40mm左右时容易断。
为此,建议对棒表面进行加钢处理。
在操作方面,按时补加钢棒,保证磨机内钢棒的正常数量和级配是保证煤浆粒度及浓度稳定的必要措施。
另外,磨机空转时间要求不能超过30min,而在实际运行中,特别是在原料煤水分超标,下料口堵的情况下,经常有空转时间超过1h的,也是造成断棒的另一原因。
3.3.7 优化球的级配
在配球试验的基础上,确定了如下球的级配:
φ100mm∶φ80mm∶φ60mm∶φ40mm∶φ20mm为4.125∶3.795∶18.425∶16.555∶12.1。
在平时操作中,根据总结出来的钢球磨耗及时补加钢球,调整球的级配,保证磨机内钢球正常数量、规格。
在煤质变化时,根据粒度分布实时调整球的级配,必要时进行配球试验,对钢球分级,重新配比。
3.3.8 煤破碎负荷前移
由于生产负荷增大,造成上煤系统的负荷增大。
原设计气化单炉运行时,上煤及破碎负荷不足20t/h,现在双炉运行,负荷增加到60t/h以上,原设计破碎机能力远远不能满足煤破碎的需要,使磨机入口煤的粒度偏大,10%~30%的煤粒在20mm~30mm,40mm以上的颗粒约占5%,造成磨机的破碎负荷增加。
因此,再增加一级预破碎和筛分,将破碎负荷前移。
在上煤系统中,串联1台破碎机可节省投资和占地面积,且能保证磨机进口粒度<10mm,期望磨机入口煤粒<8mm。
3.3.9 滚筒筛的清理
清理滚筒筛时,需要停磨机,带来冲洗和开车不合格时煤浆的流失,造成煤浆的浪费和煤浆质量的波动,因此,应根据磨机出料槽煤浆浓度趋势情况清理。
棒磨机出料槽煤浆质量分数降到61%左右,且溢浆严重时清筛;球磨机煤浆质量分数降到63.5%左右,且溢浆严重时,停磨机清筛。
磨机例检时,彻底清筛来保持煤浆浓度的稳定。
3.3.10 解决磨机下料口堵的问题
兖矿国泰化工有限公司气化用煤是经过洗选的精煤,水分含量较高,收到基水分经常在10%以上,若碰到雨天,空气相对湿度大,在上料皮带系统上,煤中的水不挥发而吸湿,水分含量更高,在磨机下料口处经常出现堵塞现象,堵后采用水冲办法疏通,造成磨机水煤比失调,煤浆浓度降低,且波动较大,影响系统生产。
建议改造磨机进口下料管,由原设计DN300mm加粗到DN400mm,内衬10mm厚的耐磨高分子材料滑板(这种高分子材料滑板已在兖矿国泰化工有限公司气化原料煤仓及下料管上应用,效果很好),减小煤下落运动过程中摩擦阻力及磁性力吸附细煤粒的作用。
将磨机下料管的坡度调整到一个合适的位置,配水管上移到进料管上部,起到水力冲煤的作用,并在下料口处装一个0.5MPa或2.5MPaN2的气力拨煤装置(或者空气炮),确定合理的倾角,在下料管内形成一层气膜且具备气力输送的能力,用气力输送,保证下料口均匀进料,不出现堵塞现象。
同时,N2对湿煤粒的表面起干燥作用。
在煤较湿时,可以连续开启,煤干时不开。
若改为N2或空气气力疏通输送,可避免用水冲堵时造成的水煤比失调,以及加煤配水的不匹配,避免煤浆浓度波动,保证煤浆质量,维持煤浆高浓度和适宜黏度,保持煤浆稳定。
但必须考虑使用N2的安全性,用压缩干燥空气更好。
3.3.11 尽快开启新振动筛
由于制浆负荷增加到原来的3倍,而振动筛并没扩建,这样造成振动筛上的浆层厚度增加和停留时间延长,为煤浆析水提供了条件。
一段制浆工艺的粒度分布及黏度等指标决定了煤浆稳定性较差,造成煤浆在振动筛上形成析水性硬沉淀,煤浆浓度降低,振动筛大颗粒溢流口处溢浆量增加,冲洗到沉淀池,造成煤浆损失。
2003年新上1台国产振动筛,经过一段时间的试车,虽然存在某些缺陷,但可以维持运行,目前,由于缺一弹簧部件,一直没有开启。
另外,将煤浆高位槽上的振动筛改成新型滚筒筛,可减少煤浆析水性硬沉淀和制浆电耗,减少溢浆量,同时提高煤浆浓度和稳定性。
设计的新型滚筒筛代替振动筛,在兖矿国泰化工有限公司四喷嘴新型气化炉的煤浆制备工段应用非常成功,各项性能指标和运行周期都优于进口振动筛。
3.3.12 减轻制浆系统的负荷
北京科技大学与兖矿国泰化工有限公司共同研制开发的立式磨机已安装1年,由于电机负荷偏小和串轴等原因,一直没有试车成功。
立式磨机试车成功后,投煤量可达到12t/h~15t/h,减轻现有磨机的负荷,使磨机出浆的粒度分布更趋合理,煤浆的稳定性、流变性能更好。
3.3.13 延长滚筒筛的运行周期
棒磨机滚筒筛清理后运行7d就溢浆严重,原因是筛孔堵,在滚筒筛中加一根φ40mm棒,对滚筒筛内的煤浆进行振打搅拌,能将滚筒筛的运行周期延长到1个月,效果很明显。
建议在球磨机的滚筒筛中加一根φ30mm棒,避免溢浆,延长滚筒筛的使用周期。
因棒磨机几乎没有大颗粒,加棒的风险较小;而球磨机的大颗粒较多,加棒有风险,这就要求在球磨机滚筒筛加棒时,必须保持大煤浆槽入口振动筛开启并完好,以免大颗粒进入煤浆槽,再进入高、低压煤浆泵,损坏泵的隔膜,堵塞泵的出口,对煤浆泵的稳定运行带来负面影响。
加棒的另一个负面影响是煤浆的粒度分布稍有改变,大颗粒分布稍有增加,高位煤浆槽上振动筛溢浆量就有增加,但对提高煤浆浓度、延长磨机滚筒筛的运行周期很明显,提高生产系统的运行效益很可观。
3.3.14 建立煤浆质量的动态奖惩制度
确定煤浆质量的科学评判标准,建立煤浆质量的动态奖惩制度,制定严格的煤浆质量管理考核规定:
大煤浆槽煤浆质量分数>63.5%,球磨机出料槽煤浆质量分数>64.5%,棒磨机出料槽煤浆质量分数>63%,煤浆黏度0.9MPa·s~1.4MPa·s,其他指标合格。
月平均煤浆质量分数≥63.5%。
3.3.15 防止交接班时煤浆质量的波动
严格制浆岗位的交接班制度,稳定交接班期间煤浆的浓度,制定煤浆波动考核措施。
3.3.16 破碎机板锤的更换
兖矿国泰化工有限公司用的煤破碎机是板锤式破碎机,正面磨损一定程度后,可换板锤反面使用,反面磨损一定程度后,再更换新板锤。
3.3.17 清除矸石及其他杂质
可通过人工拣矸石、木块和炮线等杂质,减少上煤的含矸量及杂质,控制煤场及上料系统煤质的质量,避免影响磨机的研磨效率。
3.3.18 解决分析滞后的问题
采用在线煤浆密度自动分析仪,及时准确地测定煤浆浓度和变化趋势曲线,用于定量指导煤浆制备。
操作人员根据趋势来调整水煤比,及时控制制浆过程,提高和维持煤浆浓度的稳定。
3.4 优化烧嘴雾化效果及其与炉型的匹配
根据煤浆质量及时调整烧嘴中心氧量和环隙氧量的配比,优化操作,达到烧嘴良好的雾化效果,提高煤在气化炉内的平均停留时间和与气化剂的均匀混合,提高碳转化率。
3.5 缩小渣口适当延长煤粒的反应时间
采用最佳的渣口大小,适当增加气化炉内煤的停留时间,减少停留时间太短的煤的比例,提高碳转化率。
鲁南化肥厂气化炉渣口由原来的φ800mm缩小到φ625mm,效果比较明显。
另外,调节炉温也可微调渣口大小,提高炉温操作,渣口变大,降低炉温操作,渣口变小。
4 高负荷、低炉温操作下的运行经济性分析
由于使用煤种的灰融熔性温度降低,气化炉操作温度相对降低。
因精煤中灰分含量的降低,氧耗下降,气化负荷升高,相应地NH3和CH3OH产量升高,电耗、煤耗下降,气体有效组分升高,耐火砖使用周期延长,运行的安全稳定性、可靠性提高,生产成本降低。
固定费用分摊降低。
4.1 产量提高、成本降低
由于气化负荷的提高,发气量增大,单炉氨产量提高37.5%。
从合成氨完全成本构成情况分析,1999年气化维持10tNH3/h的生产负荷,吨氨运行费用(原材物料消耗、动力电,并扣除副产品)为597元,加上固定费用(直接人工、制造费用、管理费用和财务费用分摊)后的完全成本为1536元。
与目前气化13.75tNH3/h的生产负荷相比,固定费用分摊后的完全成本为1207元/tNH3,氨成本降
 升级会员
升级会员 