焊接质量评定.docx
《焊接质量评定.docx》由会员分享,可在线阅读,更多相关《焊接质量评定.docx(94页珍藏版)》请在冰豆网上搜索。
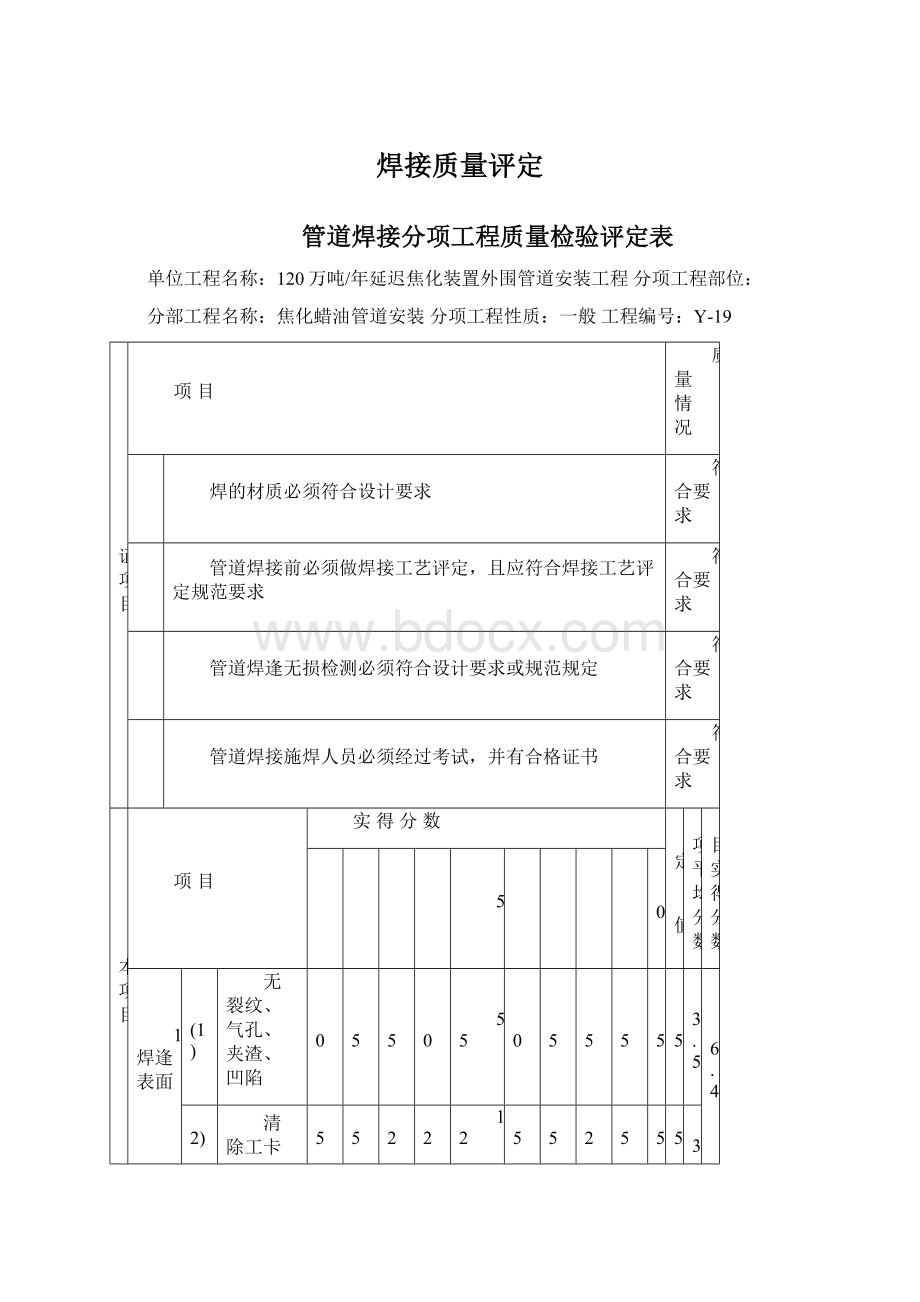
焊接质量评定
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
焦化蜡油管道安装分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
55
50
55
50
55
55
55
55
55
53.5
96.4
(2)
清除工卡具疤痕、焊疤
15
15
12
12
12
15
15
12
15
15
15
13.8
(3)
清除飞溅、药皮
12
15
15
15
12
12
15
15
15
15
15
14.1
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.2
0.3
0.4
0.2
30
100
30
⑵
长度
连续长度
≤50
30
20
30
25
20
30
25
20
30
30
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
2.0
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.2
0
0
1.5
0.5
0.5
0
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计96.4分,总平均96.4分
允许偏差项目
实测3项,合计96分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
0.3MPa蒸汽管道安装分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
55
50
55
50
55
50
55
50
55
50
55
52.5
95.8
(2)
清除工卡具疤痕、焊疤
15
15
12
12
15
15
12
12
15
15
15
13.8
(3)
清除飞溅、药皮
12
15
15
15
12
12
15
12
12
15
15
13.5
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.4
0.3
0.5
0.4
0.3
0.5
0.3
30
100
30
⑵
长度
连续长度
≤50
30
20
30
25
20
30
25
20
30
25
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.0
2.0
1.5
1.5
1.0
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.2
0
0
0.5
0.5
0.5
1.2
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计95.8分,总平均95.8分
允许偏差项目
实测3项,合计96分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
1.0MPa蒸汽管道安装分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
55
50
55
50
55
55
55
55
55
53.5
97.3
(2)
清除工卡具疤痕、焊疤
15
15
15
12
15
15
15
12
15
15
15
14.1
(3)
清除飞溅、药皮
12
15
15
15
15
15
15
15
15
15
15
14.7
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.4
0.3
0.4
0.5
30
100
30
⑵
长度
连续长度
≤50
30
20
30
25
20
30
25
20
30
20
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
2.0
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.2
0
0.8
1.5
0.5
0.5
0
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计97.3分,总平均97.3分
允许偏差项目
实测3项,合计97分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
`1.0MPa蒸汽凝结水管道安装工程工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
50
50
55
50
55
55
55
55
55
53
95.9
(2)
清除工卡具疤痕、焊疤
15
15
12
12
12
15
15
12
12
15
15
13.5
(3)
清除飞溅、药皮
12
15
15
15
15
12
15
15
15
15
15
14.4
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.2
0.4
0.3
0.4
30
100
30
⑵
长度
连续长度
≤50
30
20
30
25
25
30
25
20
30
25
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
2.0
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.5
0
0
1.5
0.5
0.5
0
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计95.9分,总平均95.9分
允许偏差项目
实测3项,合计96分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
净化风管道安装工程分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
55
50
55
55
55
55
55
55
55
54
98.2
(2)
清除工卡具疤痕、焊疤
15
15
12
15
12
15
15
15
15
15
15
14.6
(3)
清除飞溅、药皮
12
15
15
15
15
12
15
15
15
15
15
14.6
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.3
0.4
0.2
0.4
30
100
30
⑵
长度
连续长度
≤50
30
20
30
25
25
30
25
30
25
20
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
2.0
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
0.6
0
0
0.8
0.5
0.5
0
0
15
100
15
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计98.2分,总平均98.2分
允许偏差项目
实测3项,合计100分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
非净化风管道安装工程分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
55
55
55
50
55
55
55
55
55
54
96.9
(2)
清除工卡具疤痕、焊疤
15
15
12
12
12
12
15
12
15
15
15
13.5
(3)
清除飞溅、药皮
12
15
15
15
15
12
15
15
15
15
15
14.4
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.3
0.4
0.2
0.3
30
100
30
⑵
长度
连续长度
≤50
30
25
30
25
20
30
25
20
30
25
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
1.8
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.2
0
0
1.5.
0.5
0.5
0
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
/
/
/
10
5
焊缝宽度
不带坡口
0.9(1.5δ1+
3)~1.1(1.5
δ1+3)
/
/
/
/
/
/
/
/
/
/
15
带坡口
每边超出坡口
1~2
/
/
/
/
/
/
/
/
/
/
检查结果
保证项目
符合要求的4项,不符合要求的0项
基本项目
检查1项,合计96.9分,总平均96.9分
允许偏差项目
实测3项,合计96分
评定等级
技术负责人:
班组长:
质量检查员:
核定等级
专职质量检查员:
注:
C—焊逢宽度;δ1—管壁厚度;L—焊缝长度2005年5月25日
管道焊接分项工程质量检验评定表
单位工程名称:
120万吨/年延迟焦化装置外围管道安装工程分项工程部位:
分部工程名称:
原料油管道安装工程分项工程性质:
一般工程编号:
Y-19
保证项目
项目
质量情况
1
焊的材质必须符合设计要求
符合要求
2
管道焊接前必须做焊接工艺评定,且应符合焊接工艺评定规范要求
符合要求
3
管道焊逢无损检测必须符合设计要求或规范规定
符合要求
4
管道焊接施焊人员必须经过考试,并有合格证书
符合要求
基本项目
项目
实得分数
规定
分值
子项平均分数
项目实得分数
1
2
3
4
5
6
7
8
9
10
1焊逢表面
*
(1)
无裂纹、气孔、夹渣、凹陷
50
55
55
50
55
50
50
55
55
55
55
53
95.9
(2)
清除工卡具疤痕、焊疤
15
15
12
12
12
15
12
12
15
15
15
13.5
(3)
清除飞溅、药皮
15
15
15
15
12
12
15
15
15
15
15
14.4
(4)
必须有焊工合格证
15
15
15
15
15
15
15
15
15
15
15
15
允许偏差项目
项目
允许偏差(mm)
实测偏差或实测值(mm)
规定分值
合格率
(%)
项目实得分数
1
2
3
4
5
6
7
8
9
10
1咬边
⑴
深度
≤0.5
0.3.
0.4
0.2
0.3
0.4
0.3
0.2
0.4
0.3
0.2
30
100
30
⑵
长度
连续长度
≤50
30
20
25
25
20
30
20
25
20
30
两边总度
<10%/L
2
焊缝余高
≤1+0.1c
.1.5
1.0
1.8
2.0
2.5
2.0
1.5
1.5
0.8
1.2
30
100
30
3
焊后错边
ⅠⅡⅢ类管道
<10%δ1且≤1.6
0.5
0.5
1.5
0
0
1.5
0.5
0.5
0
0
15
80
12
ⅣⅤ类管道
<25%δ1且≤5
4
焊角尺寸
δ1±1
/
/
/
/
/
/
/
 升级会员
升级会员 