塑料成型工艺参数总结.docx
《塑料成型工艺参数总结.docx》由会员分享,可在线阅读,更多相关《塑料成型工艺参数总结.docx(35页珍藏版)》请在冰豆网上搜索。
塑料成型工艺参数总结
1
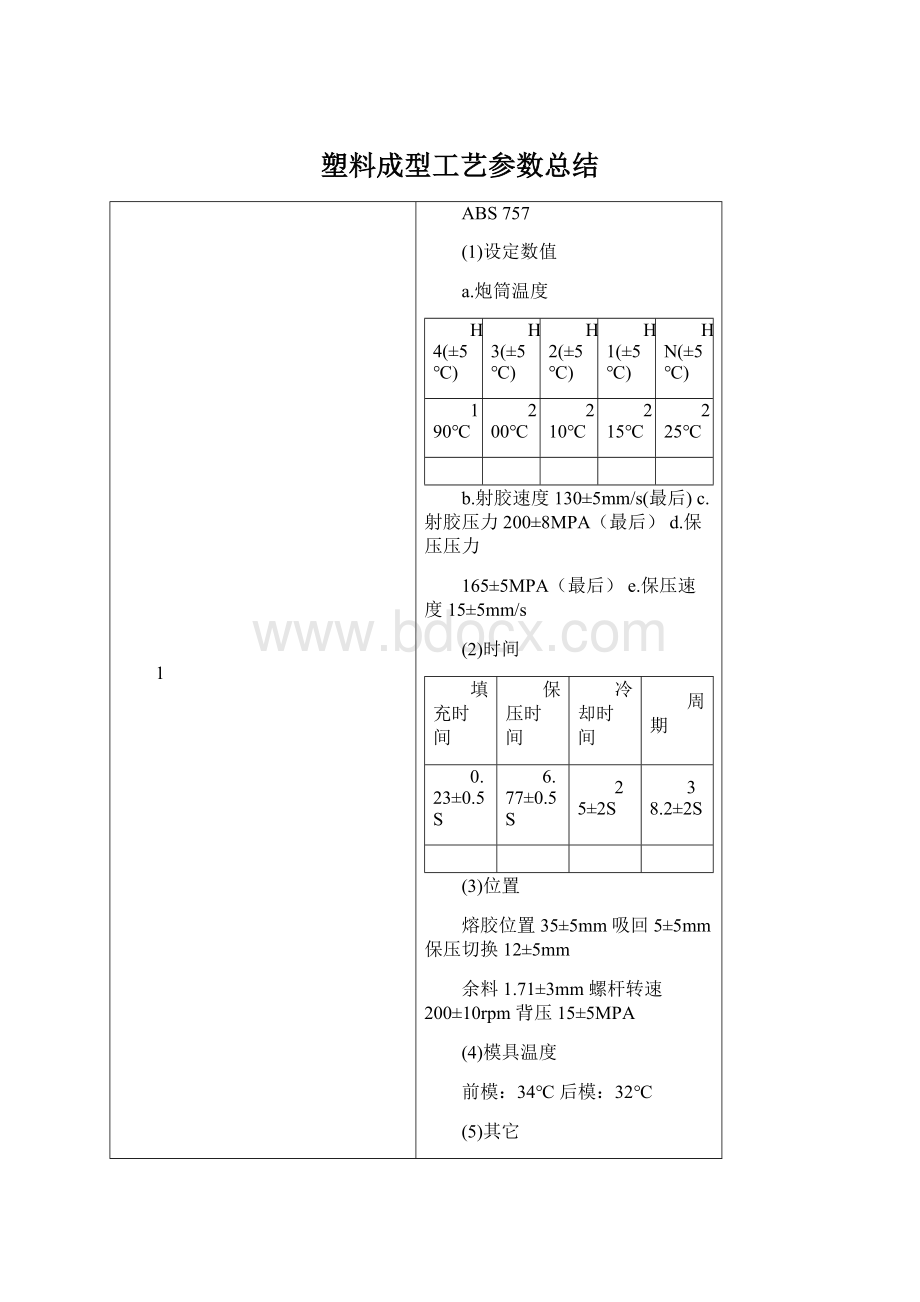
ABS757
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
190℃
200℃
210℃
215℃
225℃
b.射胶速度130±5mm/s(最后)c.射胶压力200±8MPA(最后)d.保压压力
165±5MPA(最后)e.保压速度15±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.23±0.5S
6.77±0.5S
25±2S
38.2±2S
(3)位置
熔胶位置35±5mm吸回5±5mm保压切换12±5mm
余料1.71±3mm螺杆转速200±10rpm背压15±5MPA
(4)模具温度
前模:
34℃后模:
32℃
(5)其它
烘料温度80±5℃锁模力760kn射胶峰压值223.2MPA
2.
ABSAG15A1
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
215℃
220℃
220℃
210℃
b.射胶速度(±5mm/s)
20mm/s
35mm/s
12mm/s
85mm/s
c.射胶压力(±8MPA)
140MPA
140MPA
135MPA
120MPA
d.保压压力75MPA
e.保压速度18±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
3.14±0.5S
4±0.5S
25±2S
39.3±2S
(3)位置
熔胶位置122±5mm吸回3±5mm保压切换10±5mm
余料5.4±3mm螺杆转速85±10rpm背压25±5MPA
(4)模具温度
前模:
68℃±5℃后模:
40℃±5℃
(5)其它
烘料温度80±5℃锁模力600kn射胶峰压值
(6)前后模材料用718
3.
ABSHP126
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
175
180℃
185℃
185℃
195℃
b.射胶速度(±5mm/s)
35mm/s
3mm/s
55mm/s
c.射胶压力(±8MPA)
150MPA
d.保压压力150MPA
e.保压速度3±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.96±0.5S
3.04±0.5S
10±2S
20.15±2S
(3)位置
熔胶位置25±5mm吸回5±5mm保压切换12±5mm
余料6.52±3mm螺杆转速150±10rpm背压15±5MPA
(4)模具温度
前模:
33℃后模:
31.5℃
(5)其它
烘料温度90±5℃锁模力480kn射胶峰压值149.6MPA
(6)前后模材料用WY718
4.
ABS+PCC6200-111(70%ABS30%PC)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
200℃
240℃
245℃
250℃
235℃
b.射胶速度(±5mm/s)
20mm/s
35mm/s
c.射胶压力(±8MPA)
75MPA
120MPA
d.保压压力65MPA
e.保压速度10±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
4±0.5S
1.5/2.5±0.5S
30±2S
50.3±2S
(3)位置
熔胶位置90±5mm吸回3±5mm保压切换20±5mm
余料14.5±3mm螺杆转速130±10rpm背压8±5MPA
(4)模具温度
前模:
62±5℃后模:
机水±5℃
(5)其它
烘料温度90±5℃锁模力2500kn射胶峰压值
(6)前后模材料用
5.
ABS757
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
180℃
190℃
195℃
200℃
210℃
b.射胶速度(±5mm/s)
70mm/s
45mm/s
20mm/s
c.射胶压力(±8MPA)
200MPA
d.保压压力200MPA
e.保压速度5±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
2.23±0.5S
3.97±0.5S
15±2S
31±2S
(3)位置
熔胶位置88±5mm吸回4±5mm保压切换20±5mm
余料2.75±3mm螺杆转速200±10rpm背压15±5MPA
(4)模具温度
前模:
73℃后模:
62℃
(5)其它
烘料温度85±5℃锁模力480kn射胶峰压值200MPA
(6)前后模材料用718H(ASSAB)
6
ABS765(模架=长*宽*高=230*230*300)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
190℃
200℃
210℃
210℃
b.射胶速度(±5mm/s)
8mm/s
75mm/s
c.射胶压力(±8MPA)
100MPA
d.保压压力50MPA
e.保压速度mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.62±0.5S
2.5±0.5S
10±2S
17.93±2S
(3)位置
熔胶位置25±5mm吸回5±5mm保压切换17±5mm
余料12.2±3mm螺杆转速150±10rpm背压16±5MPA
(4)模具温度
前模:
60.1±5℃℃后模:
60.2±5℃
(5)其它
烘料温度85±5℃锁模力230kn射胶峰压值38MPA
(6)前后模材料用NAK80
ABS765(模架=长*宽*高=200*140*180)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
175℃
185℃
195℃
200℃
205℃
b.射胶速度(±5mm/s)
30mm/s
150mm/s
c.射胶压力(±8MPA)
120MPA
d.保压压力105MPA
e.保压速度10±5mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.2±0.5S
3.82±0.5S
10±2S
19.8±2S
(3)位置
熔胶位置30±5mm吸回5±5mm保压切换12±5mm
余料0.5±3mm螺杆转速185±10rpm背压10±5MPA
(4)模具温度
前模:
28±5℃后模:
27.5±5℃
(5)其它
烘料温度85±5℃锁模力480kn射胶峰压值113MPA
(6)前后模材料用NAK80
7
ABS765A(模架=长*宽*高=270*290*300)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
190
200℃
205℃
210℃
210℃
b.射胶速度(±5mm/s)
75mm/s
c.射胶压力(±8MPA)
150MPA
d.保压压力50MPA
e.保压速度mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.51±0.5S
2.49±0.5S
10±2S
22.32±2S
(3)位置
熔胶位置35±5mm吸回5±5mm保压切换13.5±5mm
余料7.67±3mm螺杆转速150±10rpm背压20±5MPA
(4)模具温度
前模:
35.6℃后模:
34.2℃
(5)其它
烘料温度85±5℃锁模力1050kn射胶峰压值99.3MPA
(6)前后模材料用NAK80或8407
8.
ABS765B(ABSFW-612)(模架=长*宽*高=250*250*210)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
180
180℃
190℃
195℃
180℃
b.射胶速度(±5mm/s)
25mm/s
c.射胶压力(±8MPA)
100MPA
d.保压压力70MPA
e.保压速度7mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.58±0.5S
2.42±0.5S
9±2S
15.17±2S
(3)位置
熔胶位置25±5mm吸回5±5mm保压切换15.5±5mm
余料12.25±3mm螺杆转速150±10rpm背压10±5MPA
(4)模具温度
前模:
28±5℃℃后模:
27±5℃
(5)其它
烘料温度85±5℃锁模力400kn射胶峰压值93MPA
(6)前后模材料用
ABS765(模架=长*宽*高=420*400*600)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
190
195℃
200℃
200℃
205℃
b.射胶速度(±5mm/s)
20
50mm/s
20mm/s
c.射胶压力(±8MPA)
100
110
100MPA
d.保压压力85MPA
e.保压速度6mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
3±0.5S
3.8±0.5S
15±2S
33±2S
(3)位置
熔胶位置80±5mm吸回5±5mm保压切换23±5mm
余料19.2±3mm螺杆转速55±10rpm背压10±5MPA
(4)模具温度
前模:
30.5±5℃后模:
28.2±5℃
(5)其它
烘料温度80±5℃锁模力kn射胶峰压值MPA
(6)前后模材料用
9.
ABS777D(模架=长*宽*高=300*400*400)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
220
235℃
245℃
245℃
265℃
b.射胶速度(±5mm/s)
60
165
10mm/s
50mm/s
c.射胶压力(±8MPA)
210
185MPA
d.保压压力140MPA
e.保压速度45mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
1.87±0.5S
4.64±0.5S
16±2S
30.53±2S
(3)位置
熔胶位置65±5mm吸回3±5mm保压切换31±5mm
余料22.94±3mm螺杆转速180±10rpm背压20±5MPA
(4)模具温度
前模:
66.5℃后模:
48℃
(5)其它
烘料温度90±5℃锁模力980kn射胶峰压值212.9MPA
(6)前后模材料用NAK80
10.
ABSAG15A1(模架=长*宽*高=475*500*700)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
200
205℃
210℃
225℃
230℃
b.射胶速度(±5mm/s)
35
70mm/s
55mm/s
c.射胶压力(±8MPA)
110
120
120MPA
d.保压压力45MPA
e.保压速度10mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
2.38±0.5S
4±0.5S
30±2S
55±2S
(3)位置
熔胶位置150±5mm吸回5±5mm保压切换22±5mm
余料10.1±3mm螺杆转速65±10rpm背压12±5MPA
(4)模具温度
前模:
45℃后模:
43℃
(5)其它
烘料温度85±5℃锁模力5300kn射胶峰压值MPA
(6)前后模材料用718H
11.
ABSAG15E1(模架=长*宽*高=220*175*170)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
200℃
210℃
210℃
220℃
b.射胶速度(±5mm/s)
60mm/s
c.射胶压力(±8MPA)
120MPA
d.保压压力85MPA
e.保压速度12mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.4±0.5S
2±0.5S
8±2S
25±2S
(3)位置
熔胶位置17±5mm吸回2±5mm保压切换4±5mm
余料4.3±3mm螺杆转速45±10rpm背压7±5MPA
(4)模具温度
前模:
34±5℃℃后模:
32±5℃
(5)其它
烘料温度85±5℃锁模力600kn射胶峰压值MPA
(6)前后模材料用738H
12.
ABSEF-378(9010)(模架=长*宽*高=210*200*180)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
175℃
185℃
195℃
205℃
b.射胶速度(±5mm/s)
10mm/s
30mm/s
c.射胶压力(±8MPA)
100MPA
d.保压压力65MPA
e.保压速度mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.77±0.5S
3±0.5S
7±2S
15.8±2S
(3)位置
熔胶位置3±5mm吸回5±5mm保压切换18±5mm
余料16.9±3mm螺杆转速200±10rpm背压10±5MPA
(4)模具温度
前模:
45℃后模:
44℃
(5)其它
烘料温度80±5℃锁模力250kn射胶峰压值MPA
(6)前后模材料用838H
12
ABSGP22(模架=长*宽*高=300*350*400)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
185
192℃
200℃
205℃
225℃
b.射胶速度(±5mm/s)
8
55mm/s
18mm/s
c.射胶压力(±8MPA)
165MPA
d.保压压力135MPA
e.保压速度3mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
3.43±0.5S
7.58±0.5S
8±2S
38.4±2S
(3)位置
熔胶位置90±5mm吸回3±5mm保压切换28±5mm
余料19.74±3mm螺杆转速200±10rpm背压12±5MPA
(4)模具温度
前模:
57℃后模:
58.2℃
(5)其它
烘料温度80±5℃锁模力850kn射胶峰压值135.1MPA
(6)前后模材料用GS344ESR
13
ABSHP126(模架=长*宽*高=200*200*180)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
180
190℃
195℃
200℃
200℃
b.射胶速度(±5mm/s)
10mm/s
40mm/s
c.射胶压力(±8MPA)
140MPA
d.保压压力100MPA
e.保压速度8mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.42±0.5S
2.58±0.5S
8±2S
15.9±2S
(3)位置
熔胶位置15±5mm吸回5±5mm保压切换8±5mm
余料7.72±3mm螺杆转速200±10rpm背压15±5MPA
(4)模具温度
前模:
29.5℃后模:
28.7℃
(5)其它
烘料温度85±5℃锁模力480kn射胶峰压值100.7MPA
(6)前后模材料用838H,NAK80,738
14
ABSKingGFA(FW-612)(模架=长*宽*高=350*300*500)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
185
190℃
195℃
200℃
220℃
b.射胶速度(±5mm/s)
20
45mm/s
30mm/s
c.射胶压力(±8MPA)
85
120
100MPA
d.保压压力85MPA
e.保压速度22mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
2.9±0.5S
4±0.5S
13.0±2S
35±2S
(3)位置
熔胶位置90±5mm吸回5±5mm保压切换23.5±5mm
余料17.11±3mm螺杆转速85±10rpm背压10±5MPA
(4)模具温度
前模:
28.4±5℃℃后模:
27.3±5℃
(5)其它
烘料温度80±5℃锁模力130kn射胶峰压值692MPA
(6)前后模材料用SKD61
15
ABSNH-627(模架=长*宽*高=350*350*550)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
180
190℃
195℃
200℃
190℃
b.射胶速度(±5mm/s)
mm/s
75mm/s
c.射胶压力(±8MPA)
140MPA
d.保压压力90MPA
e.保压速度10mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.68±0.5S
4.32±0.5S
15±2S
30±2S
(3)位置
熔胶位置55±5mm吸回5±5mm保压切换10±5mm
余料3.51±3mm螺杆转速200±10rpm背压15±5MPA
(4)模具温度
前模:
30.7℃后模:
29.5℃
(5)其它
烘料温度80±5℃锁模力1000kn射胶峰压值90.7MPA
(6)前后模材料用718/838H
16
ABSNH627(KS3153BK)(模架=长*宽*高=220*235*230)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
180
180℃
185℃
185℃
180℃
b.射胶速度(±5mm/s)
9mm/s
55mm/s
c.射胶压力(±8MPA)
100MPA
d.保压压力70MPA
e.保压速度10mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
0.62±0.5S
4.38±0.5S
12.0±2S
21.39±2S
(3)位置
熔胶位置25±5mm吸回5±5mm保压切换13.3±5mm
余料7.96±3mm螺杆转速180±10rpm背压10±5MPA
(4)模具温度
前模:
61.5℃后模:
59℃
(5)其它
烘料温度90±5℃锁模力480kn射胶峰压值103.1MPA
(6)前后模材料用838H
17
ABSTERLURANGP22(模架=长*宽*高=260*295*240)
(1)设定数值
a.炮筒温度
H4(±5℃)
H3(±5℃)
H2(±5℃)
H1(±5℃)
HN(±5℃)
190
200℃
215℃
225℃
230℃
b.射胶速度(±5mm/s)
mm/s
55mm/s
c.射胶压力(±8MPA)
170MPA
d.保压压力92MPA
e.保压速度8mm/s
(2)时间
填充时间
保压时间
冷却时间
周期
1.6±0.5S
2.2±0.5S
8.0±2S
18.12±2S
(3)位置
熔胶位置95±5mm吸回5±5mm保压切换12±5mm
余料8.44±3mm螺杆转速300±10rpm背压10±5MPA
(4)模具温度
前模:
32℃后模:
29℃
(5)其它
烘料温度80±5℃锁模力780kn射胶峰压值117MPA
(6)前后模材料用H13(48-52HRC)
18
AsahiKasel(Thermofil)(模架=长*宽*高=220*230*250)
(1)设定数值
a.炮筒温度
 升级会员
升级会员 