塑胶成型概论.docx
《塑胶成型概论.docx》由会员分享,可在线阅读,更多相关《塑胶成型概论.docx(11页珍藏版)》请在冰豆网上搜索。
塑胶成型概论
塑胶成型概论
章节一:
成型概论
章节二:
原料介绍
章节三:
机台与模具保养原则及使用规范
章节四:
射出参数设定
章节五:
不良对策
章节一:
成型概论
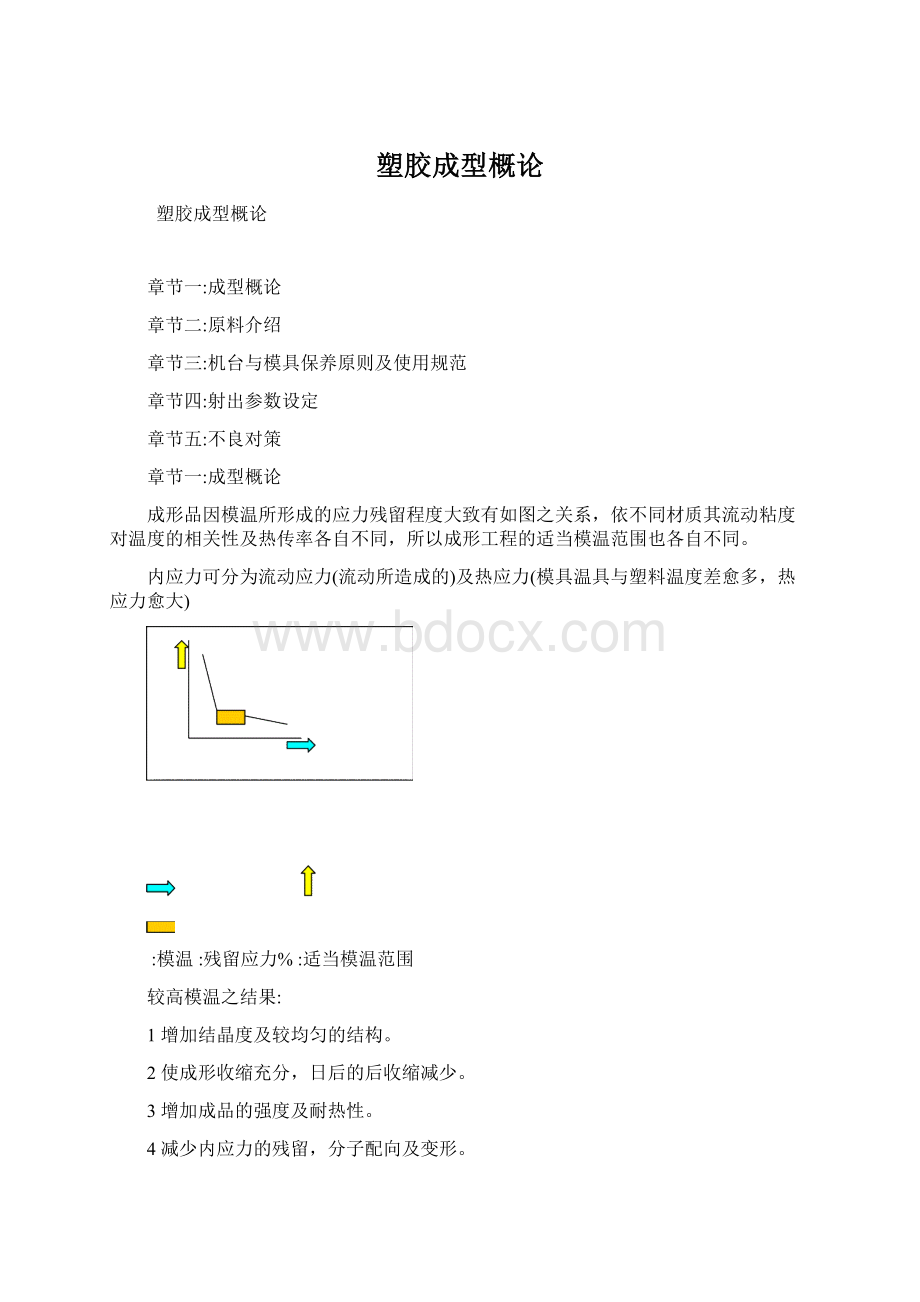
成形品因模温所形成的应力残留程度大致有如图之关系,依不同材质其流动粘度对温度的相关性及热传率各自不同,所以成形工程的适当模温范围也各自不同。
内应力可分为流动应力(流动所造成的)及热应力(模具温具与塑料温度差愈多,热应力愈大)
:
模温:
残留应力%:
适当模温范围
较高模温之结果:
1增加结晶度及较均匀的结构。
2使成形收缩充分,日后的后收缩减少。
3增加成品的强度及耐热性。
4减少内应力的残留,分子配向及变形。
5减少充填时的流动抵抗。
6使成形品外观具光泽
7造成冷却时间加长
8成品易有毛边
9近浇点处厚肉部易缩水
10远浇点处改善缩水现象
11使结合线不明显而呈雾状
一般而言:
料管设定温度每段料管温度差10~15度,例如以PC+ABS材质来说
有HEATRUNNER则五段温为260255245230220
若无热浇道系统,则五段温为250260245230220,(红色部是为防止脱模产生拉丝现象而使末段温比前段温低)
料别
适当模温(˚c)
料管温(˚c)
成品收缩率(%)
射出压力(kg/cm2)
ABS
50~70
190~260
0.4~0.8
500~1500
PC
80~120
260~320
0.6~0.8
100~1500
ABS+PC
70~85
220~270
700~1500
一.模穴内压的形成和密度变化
1充填FILLING:
塑料熔胶在射出阶段只因流路阻抗而微受压缩,内压缓慢上升,密度也微上升,而充填速度快慢会对成形品外观及分子配向和结晶度有重要影响。
Q(充填速度)=V(流动速度)*A(熔胶流动先端所含盖的截面积)
当熔胶通过狭窄的流路时,流动速度会剧增,使成形品容易产生喷痕、流痕等不良,同时高速流动的熔胶会产生极大剪应力(附注3),造成与模壁之摩擦过大,导致摩擦生热所产生之热量释放至成品,因过热而劣化,劣化部份会浮现于表面上,造成流痕。
若熔胶通过宽厚之流路,则流动速度变慢,易使成形品出现波纹无光泽。
2压缩PACKING:
模穴被充满熔胶时,仍处于高温低密度的状态,在充填后必立即继续加压以提高模穴内熔胶的密度。
熔胶被缩压其密度及内压都会急剧上升,故压缩程度决定成形品的外形轮郭及是否发生溢料FLASH之因素。
3保压HOLDING:
模穴内熔胶经压缩形成极大内压,内压会因温度降低而减小,但在浇口尚末冷却前,仍会将熔胶挤出模穴。
保压应配合内压的降低而渐小,保压不足(或保压时间不足)会形成尺寸不足、缩水。
保压过大则成形品会过饱和及残留内应力较大。
二.充填速度
螺杆将熔胶经喷嘴注射入模穴的速度,称之SCREWADVANCESPEED(cm/sec)
成型机所设定的射出速度即是。
当熔胶进入模穴,由于模穴几何形状的变化,使得其在模穴内的真正流动速度
(melt-frontVELOCITY)cm/sec,所以即使充填速度维持一定它也会不时改变。
故充填速度的设定,应依据熔胶流动先端所含盖截面积来调整。
A.高充填速度(短充填时间)的效果
●减少结合线的明显度及增加其强度
●增加成品表面光泽
●减少分子结构的总配向程度及增加其结晶度
●提高模穴内的熔胶温度,改善压力的分布差异
●减少锁模力的需求(形成的内压可较低)
●减少在充填时所形成之皮肤层
B.在充填初期,较低速充填的效果
●避免模穴较弱部位的变形
●减少浇口部位的喷痕(JETTINGLINE)
●减少在浇口部位的焦痕或焦点
C.在充填末期,减速充填的效果
●使切换到保压相的控制较准确
●改善排气,减少因排气不良所产生的短射或烧焦
●使成品性质(精度及变形量)较稳定
●避免模穴内压上升太高
三.充填压力
在进行充填及压缩的过程,大量的熔融塑料必需经由喷嘴、流道、浇口而一路被注射到模腔,这时如没有足够的充填压力(一次压力或射出压力),则熔胶流动会因流阻增加而急剧下降
为了掌握射出工程的控制权,充填压力的设定宜高不宜低,在实务上可以先设定为最高,待其他参数调整完成后,再慢慢调至适当值。
四.冷却时间
在射出的初期(充填和压缩),大量的热随着熔胶进入模穴,但在保持压阶段,热量已不再大量涌入,这时模穴内塑料事实上已开始进入冷却的过程。
在保持压结束,虽浇口已冷凝封住,但成形品的大部份部位仍然在未足够硬化的状态,所以仍然必需再持续一段时间的冷却。
冷却的目的,是要保证成形品在开模被顶出时,不会因外力被破坏或变形,所以一般都是冷却到成形品的热变形温度(附注1)以下约10度左右。
快速冷却虽可以缩短工程时间,但必须在模温维持稳定的前提下,快速的热量排除。
要快速在期望的周期里除去必要的热量,提高冷媒(水最佳)的流量。
压力和加大模具冷媒通路的管径是必需加以考虑的。
章节二:
原料介绍
从石油中提炼出来
基本在溶解的过程
中会有残留之渣质
及气体
泛用塑料ABS,PP,PE,软质PVC,TPE,TPR
塑料胶粒
工程塑料PC,PC+ABS,NYLON,PBT,LCP,(其它
加一些玻璃纤维,矿物纤维组之类胶粒)
原料基本上有其物理特性,例如其而耐冲击性之程度,强度及韧度,拉伸试验因此会导致其物理及化学性的变化影响因素如下:
1.不当的保压压力
2.原料设定温度不当
3.原料滞留料管时间过久
4.模具排气不良或结构不良
5.原料之除湿干燥是否确实
6.油污
章节三:
机台与模具保养原则及使用规范
机台:
1.四大哥林柱(导柱)及各接合点上油
2.检查电线有无脱落之情形
3.冷却油温之冷却哭有无定期清洗(因本厂使用为油压系统,保持液压油于常温为重要,设定为摄氏20°C至40°C,否则会导致所设定之参数原设定80%,实际注塑压可能不到60%,请参照油压表。
另液压油需有之黏度,若温度过度,会导致其黏度不强,射出品之不良率升高。
4.夹模具之模板座有无锈蚀,须清洗干净
5.温度倒达定温时,才可作熔胶的动作,转速先行降到5%
6.后模板座上要时常清洁
模具:
1.顶针、滑块上油,勿过重,导致排气不良
2.针对包风处每日作清洗之动作
3.操作机台模具时需确定顶针正到定位,才可作关模动作
4.下模时须保持模面干净,才可喷防锈油,再行下模
5.吊模时,人员禁止站在模具底下,以防危险
章节四:
射出参数设定
射出段(大原则)
射出压力P(60~85)
速率V5(小)
速率V4(中)
速率V3(大)
速率V2(中)
速率V1(小)
螺杆位置mm
try
try
try
try
缓冲充填(80~90%)冷胶(10~20%)
射出时间
4~8
背压
10~18
冷却时间
备注
速度
15~25
中间时间
备注
备注:
以产品不变形缩水为原则,理论上以熔胶成形好后再加三秒为最恰当时间
1.在射出段的时后,请力求将成品作到轻微缩水或缺料的状态,尽量让产品的密度均一
2.射出段之重点:
冷料影、成形品之缺料缩水、成形品之密度均一与否,相形之下,其参数设定的重点在于
(1).速度
(2).保切位置
保压段(大原则)
保压时间(T2=0.5~1.5)
保压时间(T2=0.5~1.0)
保压时间(T1=0.5~1.0)
保压压力P4(小)
保压压力P3(小)
保压压力P2(大)
保压压力P1(中)
保压速度TRY
保压速度TRY
保压速度TRY
保压速度TRY
辅助保2控制尺寸及缩水
针对肉厚较厚之产品加强辅助保1另有调整变形度
其进胶点水口部位之密度
防止原料逆流
**保压速度因其为辅助保压压力因此其设定值须看成型品的需要,约在12~25%之间
章节五:
不良对策
塑件成型不良原因及对策
成形不良要因和对策
原因及对策
短射
凹陷
毛边
纹料
喷痕
波纹
接合线
脆弱
焦痕
银条
变形
黏模
钝状
材料含有异质
●
●
●
●
材料着色分散性
●
材料干燥不足
●
●
●
调整加热筒温度
+
●
-
+
+
+
●
-
●
检查喷嘴温度
●
●
●
●
调整螺杆转速
●
●
-
调整背压
+
-
+
调整计量长度
+
+
-
-
-
调螺杆泄压长度
-
+
调整模温
+
●
-
+
+
+
+
+
●
●
+
锁模力不足
●
流道浇口尺寸
●
+
+
+
+
流道模穴研磨
●
●
●
●
●
模穴排气不良
●
●
●
●
●
模面吻合不良
●
调整充填压力
+
+
+
+
+
+
+
调整保持压
+
-
-
-
-
调整保持时间
+
-
-
-
调整充填速度
+
●
-
-
-
+
+
+
-
-
●
-
+
调整冷却时间
+
+
改变浇口设计
●
●
●
●
●
●
●
●
***附注1:
热变形温度是指在某特定温度以上便会产生产品变形现象
PC+ABS85度
ABS65~70度
***附注2:
成品28.3g约等于机台料管1盎司约等于机台15吨锁模力
锁模力计算
F(锁模力)=A(成品在模具上投影面积)*P(射出方向的射出压力MPA)
***附注3:
1MPA约等于10Kg/cm2
***附注4:
MI值为一定荷重砝码于固定温度下之流量,可用塑料粒或成品绞碎来测;因此MI值提高主要与塑料分子量与黏度有关,主要来源为热劣解(thermaldegeneration)与剪切劣解(sheardegeneration),学理上目前尚无明确方程式说明MI值与热劣解及剪切劣解间之定量关系。
 升级会员
升级会员 