工序余量的确定.docx
《工序余量的确定.docx》由会员分享,可在线阅读,更多相关《工序余量的确定.docx(16页珍藏版)》请在冰豆网上搜索。
工序余量的确定
5.3工序余量的确定
5.3.1轴的加工余量(见表5-38~表5-43)
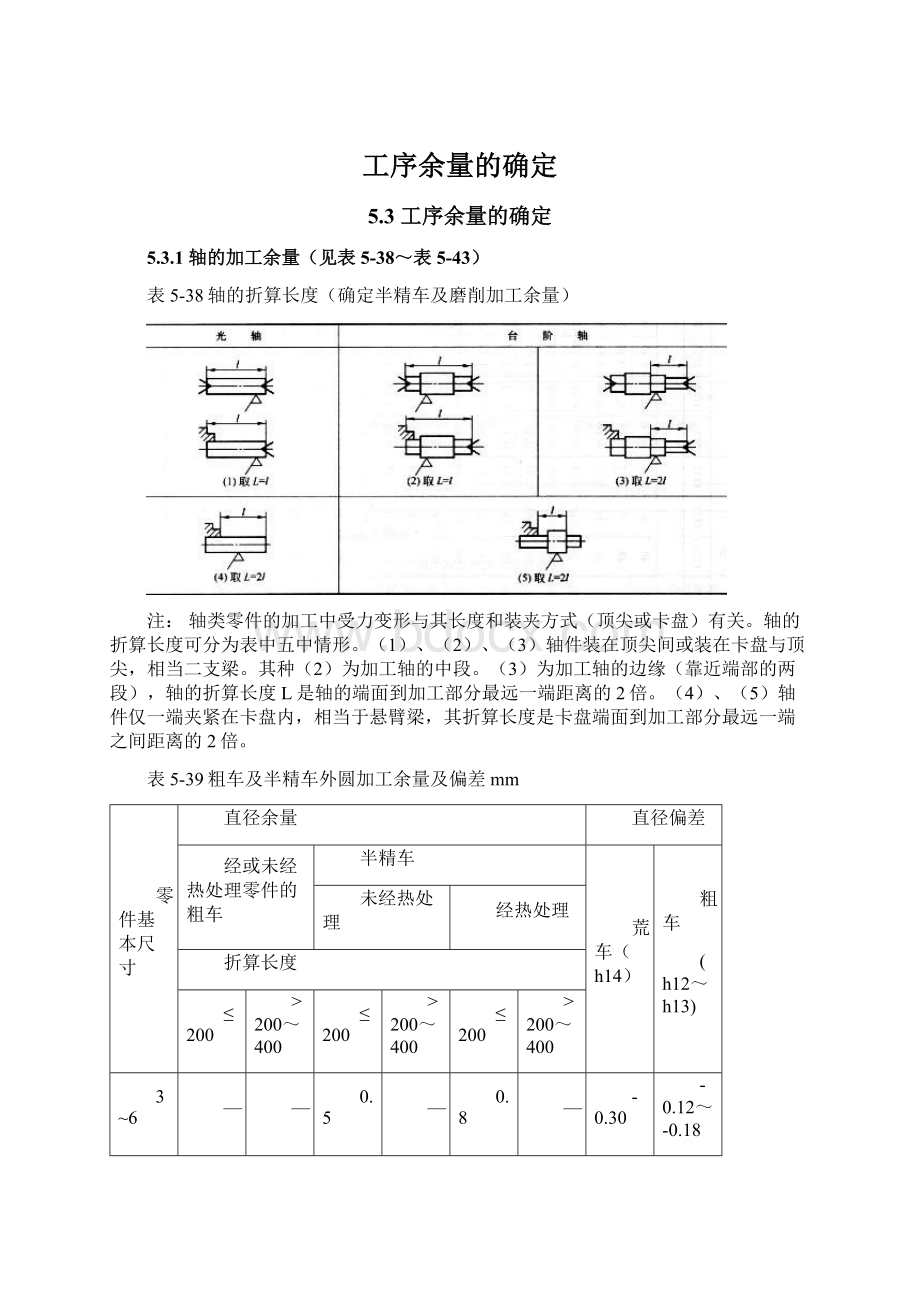
表5-38轴的折算长度(确定半精车及磨削加工余量)
注:
轴类零件的加工中受力变形与其长度和装夹方式(顶尖或卡盘)有关。
轴的折算长度可分为表中五中情形。
(1)、
(2)、(3)轴件装在顶尖间或装在卡盘与顶尖,相当二支梁。
其种
(2)为加工轴的中段。
(3)为加工轴的边缘(靠近端部的两段),轴的折算长度L是轴的端面到加工部分最远一端距离的2倍。
(4)、(5)轴件仅一端夹紧在卡盘内,相当于悬臂梁,其折算长度是卡盘端面到加工部分最远一端之间距离的2倍。
表5-39粗车及半精车外圆加工余量及偏差mm
零件基本尺寸
直径余量
直径偏差
经或未经热处理零件的粗车
半精车
荒车(h14)
粗车
(h12~h13)
未经热处理
经热处理
折算长度
≤200
>200~400
≤200
>200~400
≤200
>200~400
3~6
—
—
0.5
—
0.8
—
-0.30
-0.12~-0.18
>6~10
1.5
1.7
0.8
1.0
1.0
1.3
-0.36
-0.15~-0.22
>10~18
1.5
1.7
1.0
1.3
1.3
1.5
-0.43
-0.18~-0.27
>18~30
2.0
2.2
1.3
1.3
1.3
1.5
-0.52
-0.21~-0.33
>30~50
2.0
2.2
1.4
1.5
1.5
1.9
-0.62
-0.25~-0.39
>50~80
2.3
2.5
1.5
1.8
1.8
2.0
-0.74
-0.30~-0.54
>80~120
2.5
2.8
1.5
1.8
1.8
2.0
-0.87
-035~-0.54
>120~180
2.5
2.8
1.8
2.0
2.0
2.3
-1.00
-0.40~-0.63
>180~250
2.8
3.0
2.0
2.3
2.3
2.5
-1.15
-0.46~-0.72
>250~315
3.0
3.3
2.0
2.3
2.3
2.5
-1.30
-0.52~-0.81
注:
加工带凸台的零件时,其加工余量要根据零件的最大直径来确定。
表5-40半精车后磨外圆加工余量及偏差mm
零件基本尺寸
直径余量
直径偏差
第一种
第二种
第三种
第一种磨削前半精车或第三种粗磨(h10~h11)
第二种
粗磨
(h8~h9)
经或未经热处理零件的终磨
热处理后
热处理前粗磨
热处理后
半精磨
粗磨
半精磨
折算长度
≤200
>200~400
≤200
>200~400
≤200
>200~400
≤200
>200~400
≤200
>200~400
3~6
0.15
0.20
0.10
0.12
0.05
0.08
—
—
—
—
-0.048~-0.075
-0.018~
-0.030
>6~10
0.20
0.30
0.12
0.20
0.08
0.10
0.12
0.20
0.20
0.30
-0.058~
-0.090
-0.022~
-0.036
>10~18
0.20
0.30
0.12
0.20
0.08
0.10
0.12
0.20
0.20
0.30
-0.070~
-0.110
-0.027~
-0.043
>18~30
0.20
0.30
0.12
0.20
0.08
0.10
0.12
0.20
0.20
0.30
-0.084~
-0.130
-0.033~
-0.052
>30~50
0.30
0.40
0.20
0.25
0.10
0.15
0.20
0.25
0.30
0.40
-0.100~
-0.160
-0.039~
-0.062
>50~80
0.40
0.50
0.25
0.30
0.15
0.20
0.25
0.30
0.40
0.50
-0.120~
-0.190
-0.064~
-0.074
>80~120
0.40
0.50
0.25
0.30
0.15
0.20
0.25
0.30
0.40
0.50
-0.140~
-0.220
-0.054~
-0.087
>120~180
0.50
0.80
0.30
0.50
0.20
0.30
0.30
0.50
0.50
0.80
-0.160~
-0.250
-0.063~
-0.100
>180~250
0.50
0.80
0.30
0.50
0.20
0.30
0.30
0.50
0.50
0.80
-0.185~
-0.290
-0.072~
-0.115
>250~315
0.50
0.80
0.30
0.50
0.20
0.30
0.30
0.50
0.50
0.80
-0.210~
-0.320
-0.081~
-0.130
表5-41用金钢石刀精车外圆加工余量及偏差mm
零件材料
零件基本尺寸
直径加工余量
轻合金
≤100
>100
0.3
0.5
青铜及铸铁
≤100
>100
0.3
0.4
钢
≤100
>100
0.2
0.3
表5-42半精车轴端面加工余量及偏差mm
零件长度
(全长)
端面最大余量
粗车端面尺寸
偏差
(IT12-IT13)
≤30
>30~120
>120~260
>260~500
>500
端面余量
≤10
>10~18
>18~30
>30~50
>50~80
0.5
0.5
0.6
0.6
0.7
0.6
0.7
1.0
1.0
1.0
1.0
1.0
1.2
1.2
1.3
1.2
1.2
1.3
1.3
1.5
1.4
1.4
1.5
1.5
1.7
-0.15~-0.22
-0.18~-0.27
-0.21~-0.33
-0.25~-0.39
-0.30~-0.46
>80~120
>12~180
>18~250
>25~500
>500
1.0
1.0
1.0
1.2
1.4
1.0
1.3
1.3
1.4
1.5
1.3
1.5
1.5
1.5
1.7
1.5
1.7
1.7
1.7
1.8
1.7
1.8
1.8
1.8
2.0
-0.35~-0.54
-0.40~-0.63
-0.46~-0.72
-0.52~-0.97
-0.70~-1.10
注:
1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2.表面余量指单边余量,偏差指长度偏差。
3.加工余量及偏差使用于经热处理及未经热处理的零件。
表5-43磨轴端面加工加工余量及偏差mm
零件长度
端面最大余量
半精车车端面
尺寸偏差
(IT11)
≤30
>30~120
>120~260
>260~500
>500
端面余量
≤10
>10~18
>18~30
>30~50
>50~80
0.2
0.2
0.2
0.2
0.3
0.2
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.4
0.4
0.4
0.5
0.6
0.6
0.6
0.6
0.6
-0.09
-0.11
-0.13
-0.16
-0.19
>80~120
>120~180
>180~250
>250~500
>500
0.3
0.3
0.3
0.4
0.5
0.3
0.4
0.4
0.5
0.6
0.5
0.5
0.5
0.6
0.7
0.5
0.6
0.6
0.7
0.7
0.6
0.7
0.7
0.8
0.8
-0.22
-0.25
-0.29
-0.40
-0.44
注:
1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2.表中余量指单边余量,差指长度偏差。
3.工余量及偏差使用于经热处理及未经热处理的零件。
5.3.2孔、槽的加工余量(见表5-44~表5-48)
表5-44基孔制7、8级精度(H7、8)孔的加工mm
加工
孔
的
孔径
直径
直径
钻
用车刀镗以后
扩孔钻
粗铰
精铰(H7、
H8、H9)
加工孔的孔径
钻
用车刀镗以后
扩孔
钻
粗铰
精铰
(H7、H8、H9)
第
一
次
第二
次
第
一
次
第
二
次
3
2.9
—
——
——
——
3H7
30
15.0
28
29.8
29.8
29.93
30H7
4
3.9
—
——
——
——
4H7
32
15.0
30.0
31.7
31.75
31.93
32H7
5
4.8
—
——
——
——
5H7
35
20.0
33.0
34.7
34.75
34.93
35H7
6
5.8
—
——
——
——
6H7
38
20.0
36.0
37.7
37.75
37.93
38H7
8
7.8
—
——
——
7.96
8H7
40
25.0
38.0
39.7
39.75
39.93
40H7
10
9.8
—
——
——
9.96
10H7
42
25.0
40.0
41.7
41.75
41.93
42H7
12
11.0
—
——
11.85
11.95
12H7
45
25.0
43.0
44.7
44.75
44.93
45H7
13
12.0
—
——
12.85
12.95
13H7
48
25.0
46.0
47.7
47.75
47.93
48H7
14
13.0
—
——
13.85
13.95
14H7
50
25.0
48.0
49.7
49.75
49.93
50H7
15
14.0
—
——
14.85
14.95
15H7
60
30
55.0
59.5
59.5
59.9
60H7
16
15.0
—
——
15.85
15.95
16H7
70
30
65.0
69.5
69.5
69.9
70H7
18
17.0
—
——
17.85
17.94
18H7
80
30
75.0
79.5
79.5
79.9
80H7
20
18.0
—
19.8
19.8
19.94
20H7
90
30
80.0
89.5
——
89.9
90H7
22
20
—
21.8
21.8
21.94
22H7
100
30
80.0
99.3
——
99.8
100H7
24
22
—
23.8
22.8
23.94
24H7
120
30
80.0
119.3
——
119.8
120H7
25
23
—
24.8
24.8
24.94
25H7
140
30
80.0
139.3
——
139.8
140H7
26
24
—
25.8
25.8
25.94
26H7
160
30
80.0
159.3
——
159.8
160H7
28
26
—
27.8
27.8
27.94
28H7
180
30
80.0
179.3
——
179.8
180H7
注:
1.在铸铁上加工直径小于15mm的孔时,不用扩孔钻和镗孔。
2.在铸铁上加工直径为30与32mm的孔时,仅用直径为28与30mm的钻头各钻一次。
3.如仅用一次铰孔,则铰孔的加工余量为本表中与精铰的加工余量之和。
4.钻头直径大于75mm时采用环孔钻。
表5-45按照7级或8级精度的加工预先铸出或冲出的孔
加工
孔的
孔径
粗镗
精镗
粗铰
精铰
第一次
第二次
镗以后的直径
按照H11公差
30
—
28
29.7
+0.13
29.93
30
35
-
33
34.7
+0.16
34.93
35
40
-
38
39.7
+0.16
39.93
40
45
-
43
44.7
+0.16
44.93
45
50
45
48
49.7
+0.16
49.93
50
55
51
53
54.5
+0.19
54.92
55
60
56
58
59.5
+0.19
59.92
60
65
61
63
64.5
+0.19
64.92
65
70
66
68
69.5
+0.19
69.90
70
75
71
73
74.5
+0.19
74.90
75
80
75
78
79.5
+0.19
79.90
80
85
80
83
84.3
+0.22
84.85
85
90
85
88
89.3
+0.22
89.75
90
95
90
93
94.3
+0.22
94.85
95
100
95
98
99.3
+0.22
99.85
100
注:
1.如仅用一次铰孔时,则铰孔的加工余量为粗铰与精铰加工余量之和。
2.如铸出的孔有最大加工余量时,则第一次粗镗可以分成两次或多次进行
表5-46半精镗后磨圆孔加工余量及偏差
基本尺寸
直径余量
直径
第一种
第二种
第三种
终磨前半精镗或第三种粗磨(H10)
经或未经热处理零件的终磨
热处理
热处理前
粗磨
热处理后半精磨
粗磨
半径磨
6~10
0.2
—
—
—
—
—
>10~18
0.3
0.2
0.1
0.2
0.3
+0.07
>18~30
0.3
0.2
0.1
0.2
0.3
+0.084
>30~50
0.3
0.2
0.1
0.3
0.4
+0.10
>50~80
0.4
0.3
0.1
0.3
0.4
+0.12
>80~120
0.5
0.3
0.2
0.3
0.5
+0.14
>120~180
0.5
0.3
0.2
0.5
0.5
+0.16
表5-47花键孔拉削余量/mm
花键规格
定心方式
键数Z
外径D
外径定心
内径定心
6
35~42
0.4~0.5
0.7~0.8
6
45~50
0.5~0.6
0.8~0.9
6
55~90
0.6~0.7
0.9~1.0
10
30~42
0.4~0.5
0.7~0.8
10
45
0.5~0.6
0.8~0.9
16
38
0.4~0.5
0.7~0.8
16
50
0.5~0.6
0.8~0.9
表5-48凹槽加工余量及偏差/mm
凹槽尺寸
宽度余量
宽度偏差
长
深
宽
粗铣后半精铣
半精铣后磨
粗铣
(IT12~13)
半精铣
(IT11)
≤80
≤60
>3~6
>6~10
>10~18
>18~30
>30~50
>50~80
>80~120
1.5
2.0
3.0
3.0
3.0
4.0
4.0
0.5
0.7
1.0
1.0
1.0
1.0
1.0
+0.12~+0.18
+0.15~+0.22
+0.18~+0.27
+0.21~+0.33
+0.25~+0.39
+0.30~+0.46
+0.35~+0.54
+0.075
+0.09
+0.11
+0.13
+0.16
+0.19
+0.22
5.3.3平面加工余量(见表5-49~表5-53)
表5-49平面粗加工余量/mm
平面最大尺寸
毛坯制造方法
铸件
热冲压
冷冲压
锻造
灰铸铁
青铜
可煅铸铁
≤50
>50~120
>120~260
>260~500
>500
1.0~1.5
1.5~2.0
2.0~2.7
2.7~3.5
4.0~6.0
1.0~1.3
1.3~1.7
1.7~2.2
2.2~3.0
3.5~4.5
0.8~1.0
1.0~1.4
1.4~1.8
2.0~2.5
3.0~4.0
0.8~1.1
1.3~1.8
1.5~1.8
1.8~3.2
2.4~3.0
0.6~0.8
0.8~1.1
1.0~1.4
1.3~1.8
2.0~2.6
1.0~1.4
1.4~1.8
1.5~2.5
2.2~3.0
3.5~4.5
表5-50平面粗刨后精铣加工余量mm
平面长度
平面宽度
≤100
>100~200
>200
≤100
>100~250
>250~500
>500
0.6~0.7
0.6~0.8
0.7~1.0
0.8~1.0
----
0.7~0.9
0.75~1.0
0.9~1.2
----
----
0.8~1.1
0.9~1.2
表5-51铣平面加工余量mm
零件厚度
荒铣后粗铣
粗铣后半精铣
宽度≤200
宽度>200~400
宽度≤200
宽度>200~400
平面长度
≤100
>100~250
>250
~
400
≤100
>100
~250
>250~400
≤100
>100
~250
>250
~400
≤
100
>100
~250
>250
~
400
>6~30
1.0
1.0
1.5
1.2
1.5
1.7
1.5
1.7
2.0
1.2
1.5
1.7
1.5
1.5
2.0
1.7
2.0
2.5
0.7
1.0
1.0
1.0
1.0
1.3
1.0
1.2
1.5
1.0
1.0
1.3
1.0
1.2
1.5
1.0
1.2
1.5
>30~50
>50
表5-53铣及磨平面时的厚度偏差
零件厚度
荒铣(IT14)
粗铣(IT12~13)
半精铣(IT11)
精磨(IT8~IT9)
>3~6
>6~10
>10~18
>18~30
>30~50
>50~80
>80~120
>120~180
-1.30
-0.36
-0.43
-0.52
-0.62
-0.73
-0.87
-1.00
-0.12~-0.18
-0.15~-0.22
-0.18~-0.27
-0.21~-0.33
-0.25~-0.39
-0.30~-0.46
-0.35~-0.54
-0.43~-0.63
-0.075
-0.09
-0.11
-0.13
-0.16
-0.19
-0.22
-0.25
-0.018~-0.030
-0.022~-0.036
-0.027~-0.043
-0.033~-0.052
-0.039~-0.062
-0.046~-0.074
-0.054~-0.087
-0.063~-0.100
5.3.4齿轮及花键加工(见表5-54~表5-56)
表5-54齿轮精加工余量
模数
2
3
4
5
6
7
8
9
10
11
12
精滚齿或精插齿
0.6
0.75
0.9
1.05
1.2
1.35
1.5
1.7
1.9
2.1
2.2
磨齿
0.15
0.2
0.23
0.26
0.29
0.32
0.35
0.38
0.4
0.45
0.5
剃齿
D
≤50
0.08
0.09
0.1
0.11
0.12
>50~100
0.09
0.1
0.11
0.12
0.14
>100~200
0.12
0.13
0.14
0.15
0.16
表5-55精铣花键的加工余量
花键轴基本尺寸
花键长度
≤100
>100~200
>200~350
>350~500
花键厚度及直径的加工余量
≥10~18
0.4~0.6
0.5~0.7
--------
----
>18~30
0.5~0.7
0.6~0.8
0.7~0.9
-----
>30~50
0.6~0.8
0.7~0.9
0.8~1.0
----
>50
0.7~0.9
0.8~1.0
0.9~1.2
1.2~1.5
表5-56磨花键的加工余量
花键轴基本尺寸
花键长度
≤100
>100~200
>200~350
>350~500
花键厚度及直径的加工余量
≥10~18
0.1~0.2
0.2~0.3
--------
-----------
>18~30
0.1~0.2
0.2~0.3
0.2~0.4
------
>30~50
0.2~0.3
0.2~0.4
0.3~0.5
-----------
>50
0.2~0.4
0.3~0.5
0.3~0.5
0.4~0.6
 升级会员
升级会员 