工业工程技术培训01 Word 文档.docx
《工业工程技术培训01 Word 文档.docx》由会员分享,可在线阅读,更多相关《工业工程技术培训01 Word 文档.docx(49页珍藏版)》请在冰豆网上搜索。
工业工程技术培训01Word文档
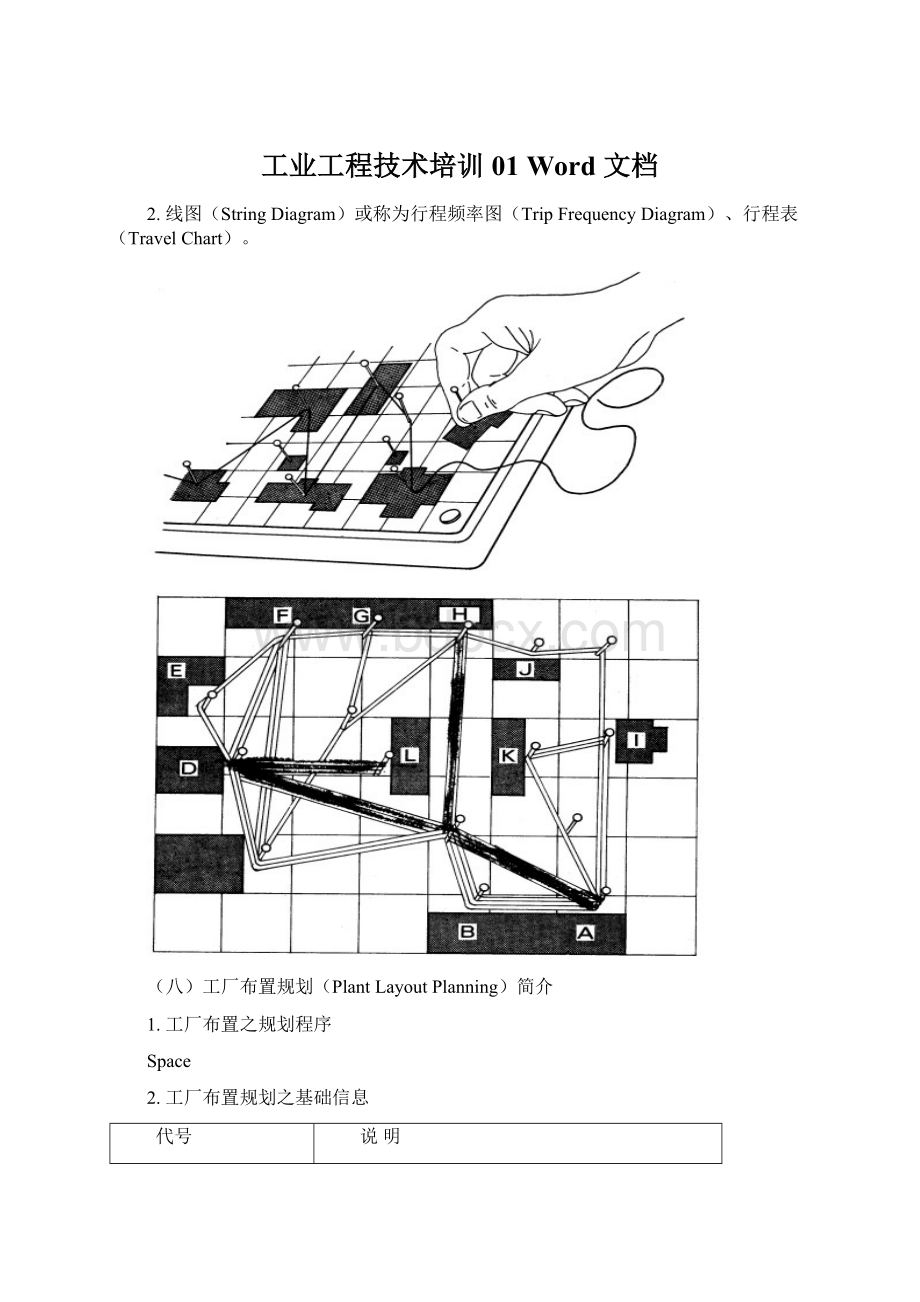
2.线图(StringDiagram)或称为行程频率图(TripFrequencyDiagram)、行程表(TravelChart)。
(八)工厂布置规划(PlantLayoutPlanning)简介
1.工厂布置之规划程序
Space
2.工厂布置规划之基础信息
代号
说明
P
ProductorMaterial
物品之特性和差异性
Q
QuantityorVolume
各单项物品之数量或体积
R
RoutingorProcess
物品之制造程序或流程
S
SupportingServices
orActivities
支持生产所必需之活动
T
Timeor
TimingConsideration
包括:
作业时间/期间、频率、
期限、季节性,…等等
3.工厂布置之型态
工厂布置之型态
4.关连图(RelationshipDiagram)
7
品管部门
1
A
2
I
2
I
3
U
U
3
A
1
A
A
3
O
O
O
1
I
1
3
4
E
3
3
I
O
A
I
5
1
E
3
U
4
I
6
4
A
4
7
MovementofMaterials
ShareofSamePersonnel
Personnel
ControlofWork
5.关连分析(RelationshipAnalysis)
2E's
2
6A’s
6I's
4O's
3U's
6.工厂布置之着眼点
◎人性化观点:
〝人、机、物〞之和谐关系
◎安全性之设计考量
◎生产性观点:
〝人、机、物〞之最适组合
‧流动程序(Flowprocess)、动线:
Ship-To-Store,
Ship-To-Line,Make-TO-Shipment,Make-To-Order,etc.
‧流动频率:
JIT-Justintime
‧Load&Unload之次数/频率
‧搬运设备之效能
(九)缩短换线换模时间之要领简介
ImprovementApproach改善的手法
☆Four(4)Steps四个步骤
☆Two
(2)Categories两种类别
☆Four(4)Stages四个阶段
4Steps(四个步骤)
☆Preparation(准备)
☆(Re)placement(更换、装置)
☆Adjustment(调整)
☆Completion(完成、善后)
Step1Preparation(准备)
*DrawingUpChange-overInstructions.
-Operations.
-Toolsneeded(jigs,dies,moulds,etc.).
-Fastenersneeded(bolts,screws,washers,nuts,clamps,clips,etc.).
*Storage,MaintenanceandInspectionofToolsandFasteners.
*GatheringandPreparationofNewToolsandFasteners.
TransportofToolsandFastenerstotheProcess.
Step2(Re)placement(更换、装置)
*UnfasteningandRemovalofOldTools.
*PlacingtheNewTools.
*CenteringtheNewTools.
Step3Adjustment(调整)
*FasteningNewTools.
*SecuringtheNewTools.
*AdjustmentoftheNewTools.
Step4Completion(完成、善后)
*TransportofOldTools.
*Cleaning,GreasingandOilingTheOldTools.
*StorageofOldTools.
2Categories(两种类别)
☆On-lineChange-over(线内更换)
Change-overactivitiesInterruptingtheprocess.
☆Off-lineChange-over(线外更换)
Change-overactivitiesalongsidetheprocess.
Producing
productB
Off-line
4
4Stages(四个阶段)
AdvancedStage改进阶段
TransferredStage移转阶段
SeparatedStage分离阶段
IntermingledStage混合阶段
◎IntermingledStage(混合阶段)
*Noseparationbetween.
*On-lineandoff-lineoperations.
*Processisstoppedduringtotalchange.
*Newtoolsarebroughtinaftertheprocesshasbeenstopped.
*Neithertoolsnorfastenersareproperlymaintained,checkedorprepared.
*Toolsandfastenersarenottidystored.
◎SeparatedStage(分离阶段)
*On-lineandoff-lineoperationsarekeptseparated.
*Processisstoppedforon-lineoperationsonly.
*Allnecessarypreparationsarecompletedwhiletheprocessisgoingon.
*Achecklistisavailableforcarryingoutoff-linework.
*Maintenance,inspectionandpreparationoftoolsandfastenersarecarriedoutoff-line.
*Acheckismadewhethertoolsandfastenersworkproperly.
◎TransferredStage(移转阶段)
*On-lineoperationsaretransferredtooff-lineasmuchaspossible.
*Heightofdies,ramsandpressblocksarestandardized.
*Allfastenersandspannersarestandardized.
*Standardizedintermediateattachmentsareintroduced.
*Adjustmentofmachinesstrokesisavoided.
◎AdvancedStage(改进阶段)
*Bothon-lineandoff-lineoperationsareminimized.
*Dimensionsofalltoolsarestandardized.
*Handlingofmoulds,jigs,diesandformsisstandardized.
*Hydraulic,pneumaticormagneticfasteningisintroduced.
*Fasteningandadjustmentworkissimplifiedoreliminatedwhereverpossible.
*Cassettesareintroduced.
◎FromIntermingledtoSeparatedStage
*Makeacleardescriptionofallchange-overoperationstobeexecutedtoday(seeworksheet).
*Prepareasummarylistof:
-alltoolsneeded(jigs,dies,moulds,etc.).
-allfastenersneeded(bolts,screws,clips,etc.).
*Classifyalloperationsinto:
-off-lineactivities.
-on-lineactivities.
◎FromSeparatedtoTransferredStage
*Transferoperationsfromon-linetooff-lineasmuchaspossible.
*Theuseoffunctionalfasteners.
*Thepreviousinstallationofintermediateattachments,bolstersandfasteners.
*Introductionoffunctionaldialorpointerreadings.
WorksheetNr.:
WorkstationNr.:
Change-overfromto
Operation
Tools&Fasteners
Location
Steps
toberemoved
tobeplaced
Preparation
(Re)placement
Adjustment
Completion
off
on
off
on
off
on
off
on
◎FromTransferredtoAdvancedStage
*Improvementofhandling,transportandstoragemethods.
*Theuseofhydraulic,pneumaticormagneticmethodsforplacingand/orfasteningtools.
*Theeliminationofcenteringandadjustmentactivitiesbystandardisationof:
-dimensionofmoulds.
-machinestrokes.
-maleandfemalejigs.
-centeringandfasteningmethods.
*Improvemeasuringandgaugingmethods.
*Eliminationoftrialruns.
(十)IE改善心法
WaysofImprovingtheWorkThroughMotionStudy
-EASIERWAY-approach
Eliminateunnecessarymotions
Avoidmovesrequiringeyedirection
Shortenmotiondistance
Improve"get"motionsbypre-positioning
Employsimplefixtures,clamps,andguides
Replacehandoperationswithfoot-operateddevices
Why?
Questioneachoperation
Adapttwo-handmethod
Yes,thereisalwaysroomforimprovement
Hey!
Youare
workingtoohard!
(三)改善之要诀:
ECRS、6W
‧删除(Elimination):
删除不必要的作业或动作
‧合并(Combination):
将数个作业或动作合并,省略转交或取放。
‧重排(Re-arrangement):
将数个作业或动作重新安排,使作业或动作能平衡顺畅。
‧简化(Simplification):
将数个作业或动作加以改善,使其简化。
StoryoftheBedauxSystem
I.StoryoftheBedauxSystem
In1911,Mr.CharlesE.Bedauxexperimentedwiththeideaofmeasuringallhumanphysicalworkintermsofacommonunit.
TheunitknownastheBedauxUnitofhumanpowermeasurementor“B”wastoconsistsofacombinationofworkandrest.
Theproportionsbetweenthesetwoitemsweredependentuponthephysicalnatureoftheworkandthesubsequentrestrequiredtocompensateforit.Astasksvaried,theratiooftheworktorestwithintheunitwastovary,buttheunititselfwastoremainconstantatatimevalueofonminute.
II.TheBedauxSystemor“E”System(UnitSystem)
The“UnitE”isthequantityofworkanexperienced,skilledworkercandoperminuteundernormalconditions,takingintoaccounttheinherentallowanceforrest,personalneeds.
III.The“M”System(UnitSystem)
TheUnit(M)istheamountofworkthatcanbecarriedoutinoneminutebyatrainedworker,undernormalcircumstance,andatnormalspeed,includingallowancesforinterruptionsasrestandpersonalcare.
TheUnit(M)doesnotrepresenttimeinthesenseofaclocktime,butitisratherameasureof“workquantity”or“laborcontent”.
IV.Expression
WorkQuantityorLaborContent=Work+Rest(Bedauxdefinition)or
=Work+TotalAllowance(Philipsdefinition)
Example:
LaborContent1M
TAF-totalallowancefactor:
1.14/1.18/1.2
LaborContentWork(NormalTime)TAF
1M(60seconds)=52.6seconds+7.4seconds(14%)
1M(60seconds)=50.8seconds+9.2seconds(18%)
1M(60seconds)=50.0seconds+10.0seconds(20%)
VIII.PerformanceRating
Performanceratingisexpressingnumericallythespeedandeffectivenesswithwhichanoperationisdone,inrelationtowhathasbeendefinedasnormalperformance.
Tempomeanstheintensityofworking.
InBedauxtime-studysystem:
Speedofthemovements
Tempo
Skillofthemovements(i.e.proficiency,usefuleffect,dexterity,efficiency).
IX.NormalPerformance
Normalperformanceistheperformanceofanaverageskilledworkerdoingajobundernormalconditionswithoutbeingstimulatedbyanincentivescheme.
Itmustbepossibletokeepthisperformancefromdaytodaywithoutexcessivephysicalormentalstrain.
Asareferencefornormalperformancecanbetaken,asteadydeliberateandunhurriedaverageperformanceofaperson,whowalksaround4.8Km(3miles)perhourordeals52playing-cardsin30seconds.
X.Remarks
-Unit(English)
-Einheit(German)
-Eenheid(Dutch)
-单位(Chinese)
-Esystem:
forPerformanceorTempo(60E,75E,80E)
-Msystem:
forLaborContentorWorkQuantity(5M’s,60.5M’s)
EffectsofWorkingConditionsondeterminingAllowance
Allowance
Value
Constantallowance
C-1
Personalallowance
5%
C-2
Basicfatigueallowance
4%
Variableallowance
V-1
Standingallowance
1%
V-2
Abnormalpositionallowance
Slightlyawkward
0
Awkward(Bending)
2%
Veryawkward(Lying,Stretching)
7%
V-3
Useofforceormuscularenergy(Lifting,pulling,orpushing)
Weightlifted:
5Pounds(2.3Kg)
0
10Pounds(4.5Kg)
1%
15Pounds(6.8Kg)
2%
20Pounds(9.1Kg)
3%
25Pounds(11.4Kg)
4%
30Pounds(13.6Kg)
5%
35Pounds(15.9Kg)
7%
40Pounds(18.2Kg)
9%
45Pounds(20.4Kg)
11%
50Pounds(22.7Kg)
13%
60Pounds(27.3Kg)
17%
70Pounds(31.8Kg)
22%
V-4
Badlight
Slightlybelowrecommended
0
Wellbelow
2%
Quiteinadequate
5%
V-5
Atmosphericconditions(HeatandHumidity)
0~10%
V-6
Closeattention
Fairlyfinework
0
Fineorexacting
2%
Veryfineorveryexacting
5%
V-7
Noiselevel
Continuous
0
Intermittent–loud
2%
Intermittent–veryloud
5%
High–pitched–loud
5%
V-8
Mentalstrain
Fairlycomplexprocess
1%
Complexorwidespanofattention
4%
Verycomplex
8%
V-9
Monotony
Low
0
Median
1%
High
4%
V-10
Tediousness
Rathertedious
0
Tedious
2%
Verytedious
5%
(CourtesyofInternationalLaborOffice,GenevaSwitzerland)
PHILIPS
动作分析表页次:
/
作业名称:
产品型号:
作业区域:
分析人:
分析日期:
LH
RH
LH
RH
LH
RH
LH
RH
50
50
50
50
10
10
 升级会员
升级会员 