内花键扳手零件的电火花线切割加工.docx
《内花键扳手零件的电火花线切割加工.docx》由会员分享,可在线阅读,更多相关《内花键扳手零件的电火花线切割加工.docx(16页珍藏版)》请在冰豆网上搜索。
内花键扳手零件的电火花线切割加工
绪论
本次毕业设计是根据我们数控专业学生所掌握的知识及技术而编写的,它突出拉数控特种加工的特点,零件在加工过程的工艺性特点。
全面的培养我们数控加工能力,并合理的数控加工工艺制订。
能够边学习边解决新问题,并利用CAXA线切割XP软件的编程,处理加工过程中异常情况,使自己的理论知识与实践的相结合。
1零件图工艺分析
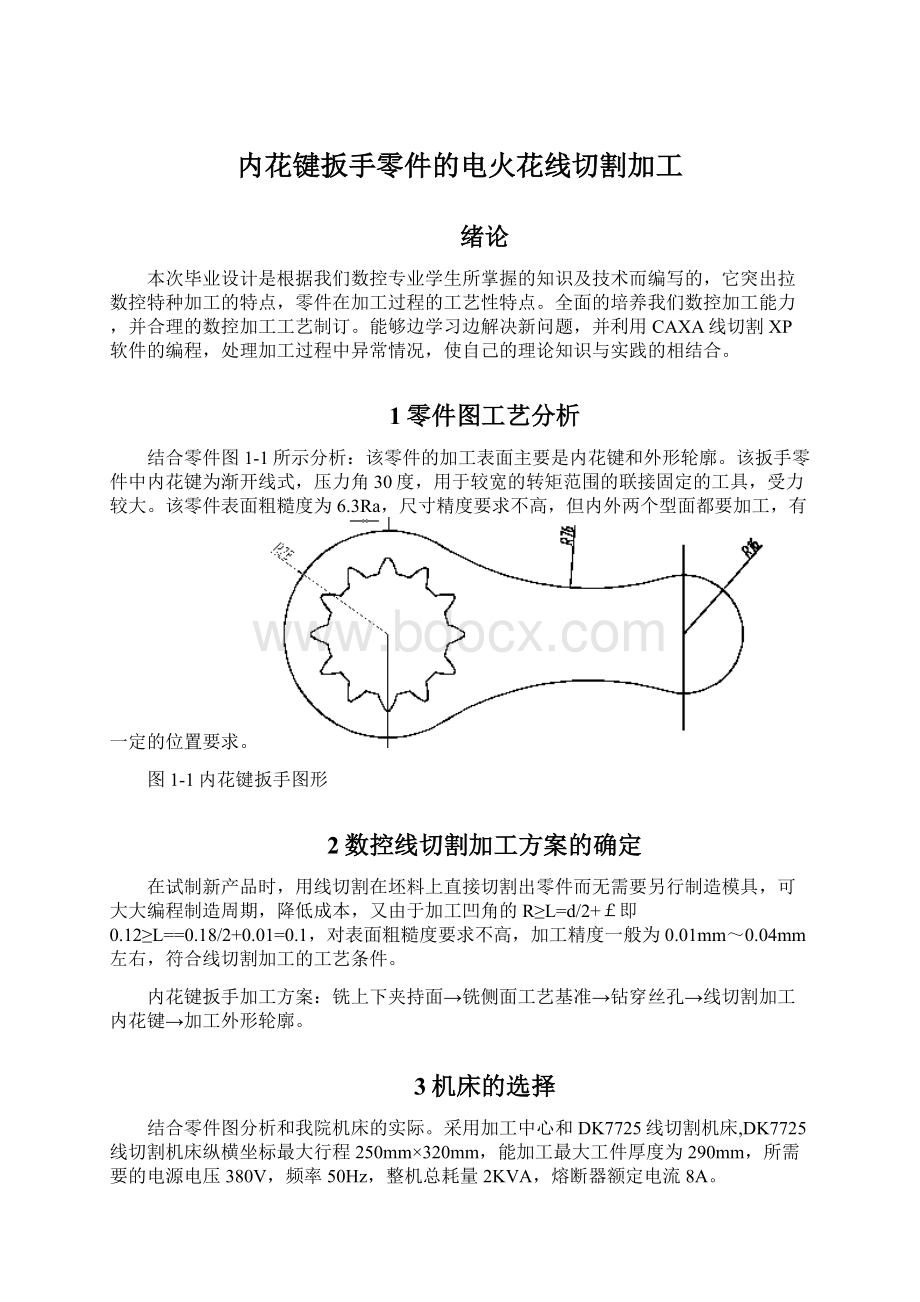
结合零件图1-1所示分析:
该零件的加工表面主要是内花键和外形轮廓。
该扳手零件中内花键为渐开线式,压力角30度,用于较宽的转矩范围的联接固定的工具,受力较大。
该零件表面粗糙度为6.3Ra,尺寸精度要求不高,但内外两个型面都要加工,有一定的位置要求。
图1-1内花键扳手图形
2数控线切割加工方案的确定
在试制新产品时,用线切割在坯料上直接切割出零件而无需要另行制造模具,可大大编程制造周期,降低成本,又由于加工凹角的R≥L=d/2+£即0.12≥L==0.18/2+0.01=0.1,对表面粗糙度要求不高,加工精度一般为0.01mm~0.04mm左右,符合线切割加工的工艺条件。
内花键扳手加工方案:
铣上下夹持面→铣侧面工艺基准→钻穿丝孔→线切割加工内花键→加工外形轮廓。
3机床的选择
结合零件图分析和我院机床的实际。
采用加工中心和DK7725线切割机床,DK7725线切割机床纵横坐标最大行程250mm×320mm,能加工最大工件厚度为290mm,所需要的电源电压380V,频率50Hz,整机总耗量2KVA,熔断器额定电流8A。
4工艺准备
工艺准备主要包括线电极的准备、工件准备和工作液的准备。
4.1线电极准备
(1)线电极材料的选择:
目前线电极材料的种类很多,主要有纯铜丝、黄铜丝、专用黄铜丝、钼丝、钨丝、各种合金丝及镀层金属丝等。
常用线电极丝的特点见表4-1。
表4-1各种电极丝的特点
材料
线径
特点
纯铜
0.1~0.25
适于切割速度要求不高或精加工时用,丝不易卷曲,抗拉强度低,容易断丝。
黄铜
0.1~0.3
适于高速加工,加工面蚀屑附着少,表面粗糙度和加工面的平直度较好
专用黄铜
0.05~0.35
适于高速、高精度和理想的表面粗糙度加工及自动穿丝,但价格高
钼
0.06~0.25
由于它的抗拉强度高,一般用于快速走丝,在进行微细、窄缝加工时,也可用慢速走丝。
钨
0.03~0.01
由于抗拉强度高,可用各种窄缝的微细加工,但价格华贵。
总上所述,选择钼丝做快速走丝机床的线电极。
由于钨丝或其他贵重金属丝成本高而少用,其他线材抗拉强度低,在快走丝机床上不能使用。
(2)线电极直径的选择:
线电极直径d应根据工件加工的切缝宽窄、工件厚度及拐角尺寸大小等选择。
由图4-1可知,线电极直径与拐角半径的关系为d<2(R-£),即本零件的为d<2(0.24-0.1).所以选择标准18丝直径的钼丝。
图4-1线电极直径与拐角半径的关系
4.2工件准备
(1)工件材料的选定和处理:
Q235普通碳素结构刚具有一定的机械性能,常用作要求不高。
不需作热处理的机械零件和结构件,并且价格便宜,所以选用Q235。
加工前对工件材料进行表面氧化皮和锈斑处理。
(2)工件加工基准的选择:
为了便于线切割加工,根据工件外形和加工要求,并且校正基准和加工基准应尽量与图样的设计基准一样,采用外形为校正基准,内孔为加工基准。
选用侧面作为工件的上下平面的保持垂直的校正基准,此时以内孔作为加工标准。
(3)穿丝孔的确定。
该零件属于孔类零件。
此时可将穿丝孔位置选在待切割内花键孔内部。
穿丝孔位置选在已知坐标尺寸的交点外侧有利于尺寸推算,选在型孔中心可使编程操作容易。
所以穿丝孔位置选在内花键孔的中心。
穿丝孔孔径太小,不但钻孔难度增大,而且易于穿丝。
但是,若穿丝孔太大,则增加钳工工艺上的难度。
所以采用数铣直径8mm中心钻个直径8的穿丝孔。
(4)切割路径的确定。
线切割加工工艺中,切割其始点和切割路线的确定合理与否将影响工件变化的大小,从而影响加工精度,一般情况下,最好将工件与夹持部分分割的线段安排在切割线路的末端,切割路线是先切割内花键然后再切割外形轮廓,如图4-2和图4-3所示。
图4-2外轮廓加工路线
图4-3内花键加工路线
4.3工作液的准备
数控线切割加工中,工作液是脉冲放电的介质,对加工工艺指标的影响很大,对切割速度、表面粗糙度和加工精度也很影响,根据所选的线切割机床的类型和加工对象,选择常用浓度为10%左右的专用乳化液,此时可达到较高的切割速度。
适当添加某些导电液有利于提高切割速度,一般使用电阻率为2×104 Ω.cm左右的工作液。
5工件的装夹和位置校正
5.1对工件的基本要求
(1)工件的装夹基准面应清洁无毛刺。
(2)夹具精度要求高,工件至少两个侧面固定在夹具或工作台上。
(3)装夹工件的位置有利于工件的找正,并满足加工行程的需要,工作台移动时,不得与丝架相碰。
(4)装夹工件的作用力要均匀,不得使工件变形或翘起
5.2装夹方式
采取两端支承方式,如图5-1。
为防止工件翘起或低头。
这种方式装夹方便,支承稳重,定位精度高,但不适于小工件的装夹。
图5-1两端装夹方式
5.3工件位置的校正方法
采用固定基面靠定法:
利用通用或专用夹具纵横方向的基准面,经过一次校正后,保证基准面与相应的坐标方向一致,具有相同的加工基准面的工件可以直接靠定,就保证了工件的正确加工位置。
5.4线电极的位置校正
在线切割前,应确定线电极相对于工件基准面或基准孔的坐标位置。
采用目视法:
(1)观测基准面。
工件装夹后,观测电极丝与工件基面初始接触位置,记下相应的纵横坐标,但此时的坐标并不是电极丝中心和基面重合的位置,两者相差一个电极丝半径。
(2)观测基准线。
利用钳工在工件的穿丝孔处划上纵横方向的十字基准线,观测电极丝与十字基准线的相对位置,摇动纵或横向丝杠手柄,使电极丝中心分别与纵、横方向基准线重合,此时坐标就是电极丝的中心位置。
6加工准备
6.1程序编制
由于此此零件较为复杂,人工编程的工作量就会非常大,而且难以保证精度,同时也容易出错,所以选择CAXA线切割XP软件自动编程。
6.1.1绘图
首先启动CAXA线切割XP软件,点击“绘制”菜单,选择“高级曲线”,选“绘制花键”,就可以看到绘制花键的对话框。
在对话框填上零件参数(模数3、压力角30度,内花键)。
点击“下一步”,出现图6-1话框,再填上零件的其他参数后点击“完成”,即得到所要求的内花键图形
图6-1渐开线花键参数
6.1.2生成加工轨迹
填写轨迹生成参数如下图6-2和图6-3。
图6-2切割参数设置
图6-3偏移量参数设置
6.1.3加工仿真
拾取“加工仿真”,选择“连续”与合适的步长值,系统将完整地模拟从起步到
加工结束之间的过程。
6.1.4代码生成
选择“生成3B代码”项,然后选取生成的加工轨迹,即可生成该轨迹的加工代码。
下面是得到的3B代码(D为暂停码,DD为停机码),程序见附录。
6.2电参数的确定
6.2.1脉冲宽度ti
通常ti加大时加工速度提高而表面粗糙度变差。
一般ti=2us~60us,当ti>40后,加工速度提高不多,且电极丝耗损增大。
6.2.2脉冲间隔to
to减小时平均电流增大,切割速度正比加快,但to不能过小,以免引起电弧和断丝。
6.2.3开路电压ui
该值会引起放电峰值电流和电加工间隙的改变。
提高,加工间隙增大,排屑容易,提高切割速度和加工稳定性,但易造成电极丝振动,通常的提高还会使丝损加大,一般ui=60v~150V
6.2.4放电峰值电流ie
这是决定单脉冲能量的主要因素之一。
ie增大时,切割速度提高,表面粗糙度增大,电极丝耗损比加大甚至断丝。
一般ie小于40A,平均电流小于5A。
6.2.5极性
线切割加工因脉宽较窄,所以都用正极性加工,工件接电源正极,否则切割速度变低而电极丝耗损增大。
综上原则,此零件厚度较厚,要求表面质量不高,属于粗糙型加工,故选择切割参数为:
脉宽4us;间隔8um;开路电压70V;最大电流100mA。
7线切割加工
7.1程序传输
(1)打开CAXA线切割XP软件,选择“应答传输”项,系统弹出一对话框要求指定被传输的文件(在刚生成过代码的情况下,屏幕左下角会出现一个选择当前代码或代码文件的立即菜单)。
(2)选择目标文件后,按“确定”,系统提示“按键盘任意键开始传输(ESC退出)”,按任意键即可开始传输加工代码文件。
7.2零件的加工
7.2.1调试机床
校正钼丝的垂直度,检查工作液及运丝机构工作是否正常。
7.2.2装夹及加工
将坯料放在工作台上,保证有足够的装夹余量,然后工件两端固定夹紧;将电极丝抽出移至穿丝点位置,穿入工艺孔中然后上好电极丝,找正工件,准备切割。
7.3加工过程中特殊情况的处理
7.3.1短时间的临时停机
在某一程序尚未切割完毕时,若需要暂时停机片刻。
则应先关闭控制台的变频、高频及进给,然后关闭脉冲电源、工作液泵和走丝电动机,其他设备不必关闭。
以后重新开机时,按下述次序进行操作即可继续加工,短时间的临时停机的操作如下:
开走丝电动机→工作液泵→高频电源→变频开关→高频开关
7.3.2断丝处理
断丝是线切割加工中最常见的一种异常,造成断丝的原因主要有以下几个方面:
(1)电极丝的材质不佳、抗拉强度低、折弯、打结,或使用时间过长丝被拉长、拉细且布满微小放电凹。
(2)导丝机构的机械传动精度低、绕丝松紧不适度,导轮与储丝筒的径向圆跳动和窜动。
(3)导电块长时间使用或位置调整不好,加工中被电极丝拉出沟糟。
(4)导轮轴承磨损、导轮磨损后底部出现沟糟,造成导丝部位摩檫力过大,运行中抖动剧烈。
(5)工件材料的导电性、导热性不好,并含有非导电杂质或内应力过大造成切缝变窄。
(6)加工结束时,因工件自重引起切除部分脱落或倾斜夹断电极丝。
(7)工作液的种类选择配制不适应或脏污程度严重。
若加工过程出现断丝现象,首先应立即关闭脉冲电源和变频,再关闭工作液泵及走丝电动机,把变频初调置于“手动”一边,打开变频开关,让机床工作台继续按原程序走完。
最后回到起点位置重新穿丝加工。
若加工快结束时断丝,可考虑从末尾进行切割,但需要新编制部分程序。
加工到二次切割的相交处时,要及时关闭脉冲电源和机床,以免损坏已加工面。
7.3.3控制器出错或突然停电
这两种情况出现在待加工零件的废料部位且零件的精度要求不高的情况下,排除故障后,将电极丝退出,拖板移动到起始位置。
7.3.4短路的排除
短路也是线切割加工中常见的故障之一,常见的短路原因主要有:
(1)导轮和导电块上电蚀物堆积严重未能及时清洗。
(2)工件变形造成切缝变窄,使切屑无法及时排出。
(3)工作液浓度太高造成排屑不畅。
(4)加工参数选择不当造成短路。
应立即关掉变频,待其自行消除,如不能奏效,在关掉高频电源,用酒精、汽油、丙醇等溶液冲洗短路部分,若此时还不能消除,只好把电极丝抽出退回到起始点重新加工。
结果分析
零件的加工质量对产品的工作性能和使用寿命影响很大。
由于人为和机械原因,该零件存在以下不足:
a、加工表面粗糙、有条纹
由于电极丝张力过小,高压水喷淋处理不当,使电极丝产生抖动。
b、加工表面平直度差
电极丝丝速低,加工时损耗大,形成上下切割尺寸不同;电极丝张力过低;喷淋不当,上下压力及流量不同。
c、形状和位置精度
由于外轮廓加工时,不能准确确定穿丝点造成内花键与外轮廓有一点偏差。
在确定电极丝的位置,用目视法始终存在一些误差。
改进的措施:
a、用紧丝轮对电极丝紧丝操作,使电极丝张力达到要求,调整上丝臂水嘴,使工作液喷淋完电极丝,以避免再次抖动。
b、在保证表面粗糙度下,适当增大脉冲宽度,提高电极丝线速,减小电极丝耗损,调节流量调节旋阀,以满足上下压力及流量的要求。
c、加工内花键时应采用自动找中心法,准确的确定电极丝位置。
卸丝加工外轮廓时,应保持横向或纵向任一方向不动。
穿丝时,只对另一方向进行测量,以保证加工外轮廓的穿丝点准确定位,使加工达到一定的形状和位置精度。
总结
本次毕业设计让我系统巩固和学习了大学三年的学习课程,通过毕业设计使我对我院的FANUC-0i系统加工中心进一步进的了解,全面学习数控线切割技术和操作线切割机床。
从9月份开始到11月份,我历时两个月,系统的巩固《机械制图》《数控加工工艺与编程》《机械制造》等课程,从零件图纸分析到产品加工,在指导老师带领下,每一个细节都是由我个人完成,在这其中感觉到了我们平时所学知识还不够用,学习不够认真,造成毕业设计做起来很吃力,也感觉到我们专业在实际操作中勤动手,多动脑思考才能顺序将零件加工完成,多去翻阅资料。
总之,通过本次毕业设计工作,我从中找到了自己不足之处,对即将毕业的我来说,无疑是给自己巨大帮助,以便在近期内巩固所学的知识,在“学校”和“社会”有了一个良好的接口。
面对现代激烈的人才竞争,我要给自己定好位,做好后期工作,为将来工作做充分的准备。
致谢
在本次的毕业设计工作中,编写毕业设计说明书及其零件的加工完成,首先要感谢我的指导老师严瑞强,在毕业设计零件加工及其说明书编写过程中,给予了精心的指导,并讲解了各项专业要领,提出了宝贵的专业意见,在程序编制过程中,也要感谢曾经的科任老师王甫茂、唐书林、张德红等,是他们的精心指导才使我的毕业设计能够按期完成,也要感谢同学在我毕业设计的过程中提供的帮助,更感谢学院给予的支持,在此,对所有给予我帮助和支持的人再次表示衷心的感谢。
参考文献
[1]陈前亮.数控线切割操作技能鉴定考核培训教程.北京:
机械工业出版社,2006.[2]刘晋春.特种加工[M].北京:
机械工业出版社,2003.[3]赵万生.实用电加工技术[M].北京:
机械工业出版社,2002.
[4]李雪梅.数控机床[M].北京:
电子工业出版社,2005.[5]刘晋春.特种加工[M].北京:
机械工业出版社,2003.
[6]劳动部教材办公室组织.电火花工[M].北京:
中国劳动出版社,1997.[7]赵万生.实用电加工技术[M].北京:
机械工业出版社,2002.[8]明兴祖.数控加工技术[M].北京:
化学工业出版社,2002.[9]邱永成.机械基础[M].北京:
中国农业出版社,2004.[10]张学仁.数控电火花线切割加工技术[M].黑龙江:
哈尔滨工业大学出版社,2004
[11]张梦欣.数控加工工艺学[M].北京:
中国劳动社会保障出版社,2005.
附录
1内花键加工程序
****************************************
CAXAWEDM-Version2.0,Name:
内花键程序.3B
ConnerR=0.00000,OffsetF=0.01000,Length=201.024mm
****************************************
StartPoint=0.00000,-0.00000;X,Y
N1:
B16426B1398B16426GXL4;16.426,-1.398
N2:
B16426B1398B2796GYNR4;16.426,1.398
N3:
B130B11B75GXSR3;16.500,1.527
N4:
B4387B8501B2774GYNR4;19.776,4.301
N5:
B936B734B1041GYNR4;19.989,5.342
N6:
B19988B5343B24GYNR1;19.982,5.366
N7:
B1149B309B705GXNR1;19.277,6.161
N8:
B3772B8791B4223GXNR1;15.054,6.925
N9:
B11B130B75GYSR4;14.925,6.999
N10:
B14924B7002B2422GYNR1;13.527,9.421
N11:
B107B74B148GYSR3;13.527,9.569
N12:
B8106B5184B4043GYNR4;14.975,13.612
N13:
B1178B168B1009GYNR4;14.639,14.621
N14:
B14639B14621B18GXNR1;14.621,14.639
N15:
B841B842B1009GXNR1;13.612,14.975
N16:
B1129B9499B4039GXNR2;9.573,13.526
N17:
B74B107B148GXSR4;9.425,13.526
N18:
B9424B13526B2422GXNR1;7.003,14.924
N19:
B55B118B129GYSR3;6.928,15.053
N20:
B9555B451B4223GYNR4;6.164,19.276
N21:
B1104B444B795GXNR1;5.369,19.982
N22:
B5367B19982B24GXNR1;5.345,19.988
N23:
B307B1150B1041GXNR1;4.304,19.775
N24:
B5727B7662B3275GYNR2;1.530,16.500
N25:
B123B63B132GXSR4;1.398,16.425
N26:
B1398B16426B2796GXNR1;-1.398,16.425
N27:
B11B130B75GYSR4;-1.527,16.499
N28:
B8501B4387B2774GXNR1;-4.301,19.775
N29:
B734B936B1041GXNR1;-5.342,19.988
N30:
B5343B19988B24GXNR2;-5.366,19.981
N31:
B309B1149B705GYNR2;-6.161,19.276
N32:
B8791B3772B4223GYNR2;-6.925,15.053
N33:
B130B11B75GXSR1;-6.999,14.925
N34:
B7002B14924B2422GXNR2;-9.421,13.526
N35:
B74B107B148GXSR4;-9.569,13.526
N36:
B5181B8092B4043GXNR1;-13.612,14.975
N37:
B168B1178B1009GXNR1;-14.621,14.639
N38:
B14621B14639B18GYNR2;-14.639,14.621
N39:
B842B841B1009GYNR2;-14.975,13.612
N40:
B9499B1129B4039GYNR3;-13.526,9.573
N41:
B107B74B148GYSR1;-13.526,9.425
N42:
B13526B9424B2422GYNR2;-14.924,7.003
N43:
B118B55B129GXSR4;-15.053,6.928
N44:
B451B9555B4223GXNR1;-19.276,6.164
N45:
B444B1104B795GYNR2;-19.981,5.369
N46:
B19982B5367B24GYNR2;-19.988,5.345
N47:
B1150B307B1041GYNR2;-19.775,4.304
N48:
B7662B5727B3275GXNR3;-16.500,1.530
N49:
B55B118B129GYSR1;-16.425,1.401
N50:
B16426B1398B2796GYNR2;-16.425,-1.395
N51:
B132B13B75GXSR1;-16.499,-1.527
N52:
B4387B8501B2774GYNR2;-19.774,-4.301
N53:
B936B734B1041GYNR2;-19.988,-5.342
N54:
B19988B5343B24GYNR3;-19.981,-5.366
N55:
B1149B309B705GXNR3;-19.276,-6.161
N56:
B3772B8791B4223GXNR3;-15.053,-6.925
N57:
B11B130B75GYSR2;-14.924,-6.999
N58:
B14924B7002B2422GYNR3;-13.526,-9.421
N59:
B107B74B148GYSR1;-13.526,-9.569
N60:
B8050B5168B4039GYNR2;-14.975,-13.608
N61:
B1180B171B1013GYNR2;-14.639,-14.621
N62:
B14639B14621B18GXNR3;-14.621,-14.639
N63:
B841B842B1009GXNR3;-13.612,-14.976
N64:
B1129B9499B4039GXNR4;-9.573,-13.526
N65:
B74B107B148GXSR2;-9.425,-13.526
N66:
B9424B13526B2422GXNR3;-7.003,-14.925
N67:
B55B118B129GYSR1;-6.929,-15.054
N68:
B9555B451B4223GYNR2;-6.164,-19.277
N69:
B1104B444B795GXNR3;-5.369,-19.982
N70:
B5367B19982B24GXNR3;-5.345,-
 升级会员
升级会员 