最新亚克力板技术参数.docx
《最新亚克力板技术参数.docx》由会员分享,可在线阅读,更多相关《最新亚克力板技术参数.docx(6页珍藏版)》请在冰豆网上搜索。
最新亚克力板技术参数
亚克力大板质量标准
一、说明:
亚克力大板的质量标准,即为亚克力大板的出厂检验标准,需要全检。
2、亚克力大板的质量标准
1、尺寸标准:
①长度、宽度误差:
(2440*1220)±10mm,边角允许有小于10mm的破损或崩边、崩角;
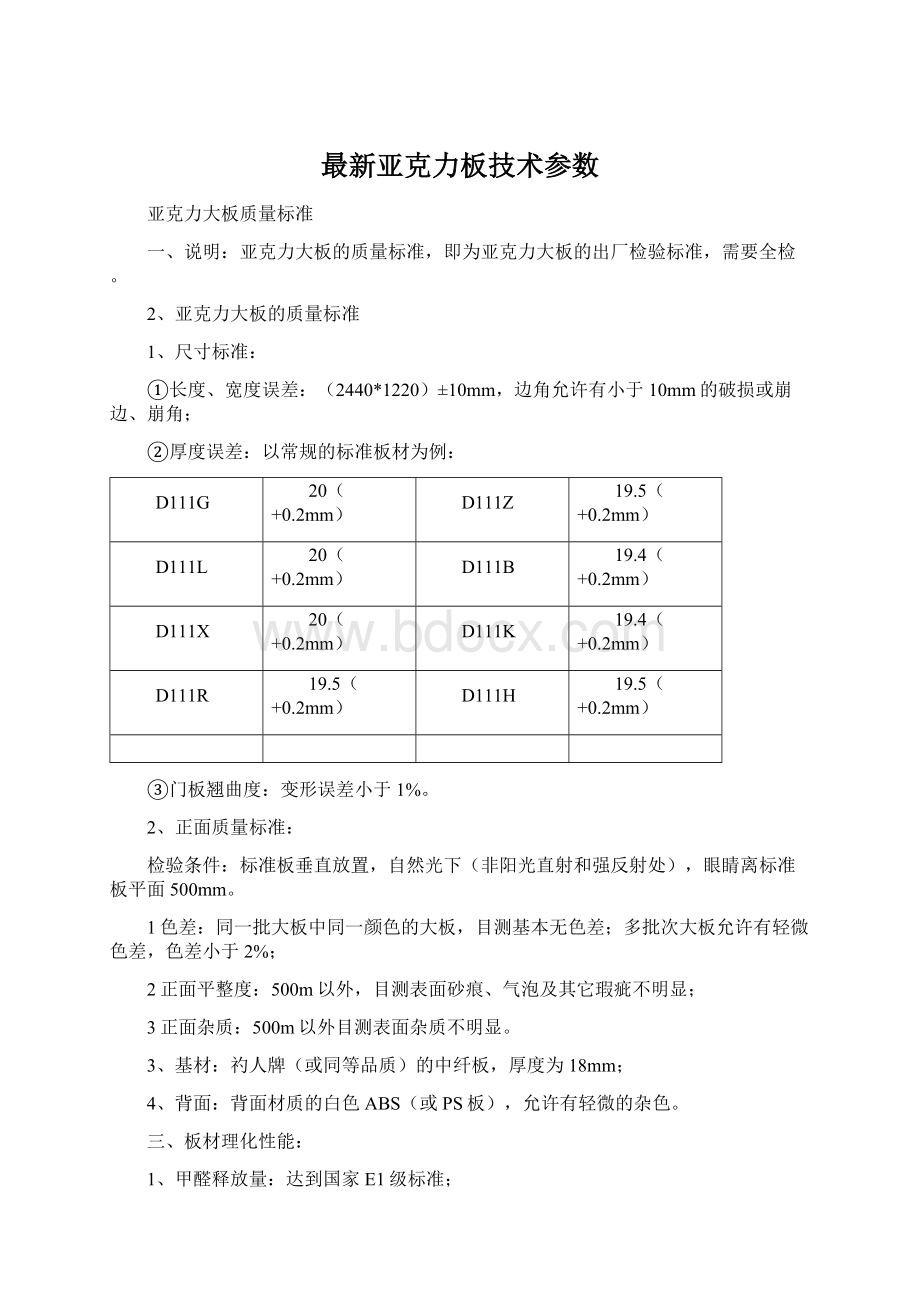
②厚度误差:
以常规的标准板材为例:
D111G
20(+0.2mm)
D111Z
19.5(+0.2mm)
D111L
20(+0.2mm)
D111B
19.4(+0.2mm)
D111X
20(+0.2mm)
D111K
19.4(+0.2mm)
D111R
19.5(+0.2mm)
D111H
19.5(+0.2mm)
③门板翘曲度:
变形误差小于1%。
2、正面质量标准:
检验条件:
标准板垂直放置,自然光下(非阳光直射和强反射处),眼睛离标准板平面500mm。
1色差:
同一批大板中同一颜色的大板,目测基本无色差;多批次大板允许有轻微色差,色差小于2%;
2正面平整度:
500m以外,目测表面砂痕、气泡及其它瑕疵不明显;
3正面杂质:
500m以外目测表面杂质不明显。
3、基材:
礿人牌(或同等品质)的中纤板,厚度为18mm;
4、背面:
背面材质的白色ABS(或PS板),允许有轻微的杂色。
三、板材理化性能:
1、甲醛释放量:
达到国家E1级标准;
2、具有极佳的耐候性,耐酸,耐碱
3、表面光泽高、光滑平整;
4、粘帖性能良好,不易脱层;
5、硬度达到2-3H。
亚克力耐化学药品性
硫酸60°C60%至为安定
盐酸60°C30%至为安定
硝酸60°C20%至为安定
醋酸60°C溶解
氟化氢水不可侵
苛性钠60°C50%至为安定
氨水60°C18%至为安定
氨水20°C28%至为安定
氯水变为暗色
碘水甚易着色
亚克力之物理特性
比重1.19-1.20
硬度M-100
吸水率(24小时)1.30%
拉张
破坏系数700kg/cm2
弹性系数28000kg/cm2
弯曲
破坏系数1.5kg/cm2
弹性系数28000kg/cm2
光线透过率(平行光线)92%
(全线)93%
热变形温度100°C
线膨胀系数6*10ˉ5cm/cm°C
最高连续使用温度80°C
加热成温度范围140-180°C
耐电绝缘力20v/mm
四、产品主要特征:
1、采用环保基材,绿色环保;
2、色彩亮丽、高光亮度、美观平整,极具视觉冲击力;
3、理化性能优越、耐候及耐酸碱性能好;
4、易清洁、打理;
5、无色差,不变色;
6、平整度性能良好,不会随着时间的变化而出现橘皮现象。
五、材料堆放要求:
1、大板堆放:
要求堆放环境干燥,地面平整;长时间放置需作防潮处理,四周用缠绕膜包覆;堆放时,下面部分均匀放置三根垫条,正面朝上,最上面的板材上需加放一张18mm板材压制,以防止板材弓起而造成弯曲变形,如图一所示:
图一
2、加工板材堆放:
加工时请勿去掉表面的保护膜,堆放时,要轻拿轻放至周转托盘上,板材正面朝上放置,板件与板件之间需加放纸板隔离(最好使用专用隔护软垫)。
六、亚克力工艺
(1)粘贴法:
将亚克力切割成一定形状后,在平面上粘贴而成。
(2)热压法:
将亚克力薄板加热后,在模具中中热压型。
这种造型法制成的工艺品具有形体丰满,曲线流畅,立体感强的特点,有浮雕的效果。
热压模可用木材、油泥塑形,然后用铸铅、石膏材料作阴阳模,亚克力加热后即可压成型。
(3)镶嵌法:
将不同色彩的亚克力块切割成抽需的几何图形,在底板上镶嵌拼接而成。
这种方法要求拼接严密,棱我争明,能收到色彩强烈,但又浑然一体的效果。
(4)立磨法:
将棒形亚克力或厚板形亚克力粘接后,直接在砂轮上磨制、抛光成型。
用此法制作的工艺品与某种雕塑相似,由丰富多彩的表面形状,构成别具一格的艺术形象。
(5)断磨法:
将板形亚克力重叠粘贴在一起,然后直接削磨断面成型。
此法制成的工艺品能得到色泽多变,浑朴自然的效果。
(6)热煨法:
将亚克力加工到一定形状,将亚克力加热,直接用手迅速窝制、捏制成型。
些法要求事先对构图有成竹,动作敏捷,一气呵成。
用此法制成的工艺品具有线条奔放,形象简洁等优点。
七、各工序加工注意事项
1、开料:
使用推台锯或电子开料锯;
A、主锯片:
可选用T型锯片,齿轮96齿以上;
B、要同时开启主锯与刻线锯,尽量减少锯缝产生;
C、开料时正面朝下,推台锯速度不大于5m/min;电子开料锯主锯速度不大于10m/min。
裁切尺寸要比理论加工尺寸(高、宽)各放大1mm左右;
D、开料后有轻微崩边,可以用镂铣机或有预铣刀的封边机加工,铣削量约0.5mm左右为佳。
2、封边:
使用带预铣的全自动封边机器;
A、马达要求:
①前后修边装置:
马达0.3KW,300HZ,18000r/min,可调角度:
0-30度;
②上下修边装置:
马达1KW,300HZ,18000r/min;
③上下精修装置:
马达0.5KW,300HZ,18000r/min,可调角度0-20度。
B、进料速度,倒角时保持在20m/min;直边时保持在25m/min。
C、使用的刀具要求:
①铣刀:
预铣1mm,要求不爆边,保证垂直度(影响胶缝);
②切刀:
板件端面平齐,允许公差+0.2mm;
③修平刀:
预留量为0.2mm;
④跟踪刀:
要求倒角圆滑;
⑤刮刀:
切割量比“纸薄”。
D、上机前测量板材的厚度,并检查封边条是否符合质量要求,有无明显划痕或其他瑕疵;
E、输送板件时,保持正面朝下,避免板面划伤或碰伤,并同时开启封边机的后跟踪及抛光功能,力求倒角圆滑、细腻。
板面与封边条平齐,不要明显高于板件。
3、钻孔与开槽
A、打铰链孔时,要保证工作台平整、干净、不可有木屑、杂物等,避免造成对板面的伤害;
B、打通孔时,务必要从正面往背面钻孔,为防止背面崩边,可在板下垫一边角料,再钻孔;
C、开槽时,首先要确认是采用何种开槽方式。
如果是采用板件固定锣机移动的方式,则要将板件正面朝下;如果是采用吊锣加工,板件移动时,应将板件正面朝上。
总之,要确保板件正面不受伤害。
4、清洁检验
每块板件都需认真仔细的检验、清洁。
四周边缘将保护膜撕开20-30mm,利于有效清洁封边胶痕、板件中间部分。
若保护膜无明显划痕,则不需要将保护膜全部撕开。
清洁时,要求清洁布柔软、干净。
如有污渍可用清洁布蘸酒精擦去,切勿使用天那水、汽油等作为清洁剂擦拭板件。
5、包装
原则上近距离客户订单的包装为硬纸板包装;远距离外埠客户订单采用木框包装。
板件与板件之间要用珍珠棉隔开,四周衬上10mm厚的泡沫板,四个角采用纸护角保护,再用厚纸板包裹封上封箱带。
横竖都打2条绷带,见图三。
采用木箱包装的,再加打木箱即可。
8、亚克力吸塑常见问题
1、亚克力字与底板粘接时底部不平的处理方法如下:
买一台幅面较宽的立式电动砂带机,把字放在上面把其底部磨平,从而加大了字的底部与底板粘接时的接触面积,使粘接处更加的牢固。
2:
亚克力底板压制后起模底角裂缝问题的处理方法如下:
A:
底板压制是最佳的起板时间控制在2分钟左右。
B:
底板阳模四角要处理圆滑且做成倾斜度。
3、亚克力字吸压时字的表面起包吸压不平问题及处理方法处理方法有两种:
第一种方法:
A:
可用2X2厚壁的方管两根十字交叉在三分之一处用长螺丝杆撺上,在其短头部位焊上角铁加大两头的接触面积,做好四根夹子备用。
B:
板材烤软后放在平台模具上,用做好的夹子夹住板材四边轻轻拉平。
待平台压制模具一半时,用力拉紧板材后平台压到底直到压实板材为止。
第二种方法:
A:
用方管焊两个大小相同的四方框,用两个活动的折页焊在两个方框的一边。
其它三边各焊一个可以活动的挂钩或其它东西固定四框即为活动的夹子。
B:
把要压的字的亚克力板材尺寸裁好后夹在活动的夹子上,三边把挂钩夹紧板材。
放进软化箱里面将板材软化。
待软化后把夹子一同放在模具上压制成型,但要确保模具压不上活动的夹子。
建议还是用第一种比较方便些。
9、加工过程中缺陷的修补
在加工过程中,一些划痕可采用如下的修复方法:
1、先用泡沫板包裹3000#的水砂纸,蘸取肥皂水后砂磨划痕处、砂磨时要顺着划痕方向,范围稍大一些、把划痕磨平;
2、再用5000#的水砂纸,蘸取少许抛光膏,均匀磨平刚才用3000#水砂纸磨过的砂痕;
3、在该处再涂上专用抛光浆,用手持式抛光机装上羊毛抛光帽后,抛光直至光亮;
4、最后再涂上精抛液,用羊毛抛光帽进行抛光,直至雾光不明显,达到比较好的效果。
 升级会员
升级会员 