焊接工艺评定焊接试板制作教学教材.docx
《焊接工艺评定焊接试板制作教学教材.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定焊接试板制作教学教材.docx(8页珍藏版)》请在冰豆网上搜索。
焊接工艺评定焊接试板制作教学教材
焊接工艺评定报告
1.编号:
WPQR-001-2014
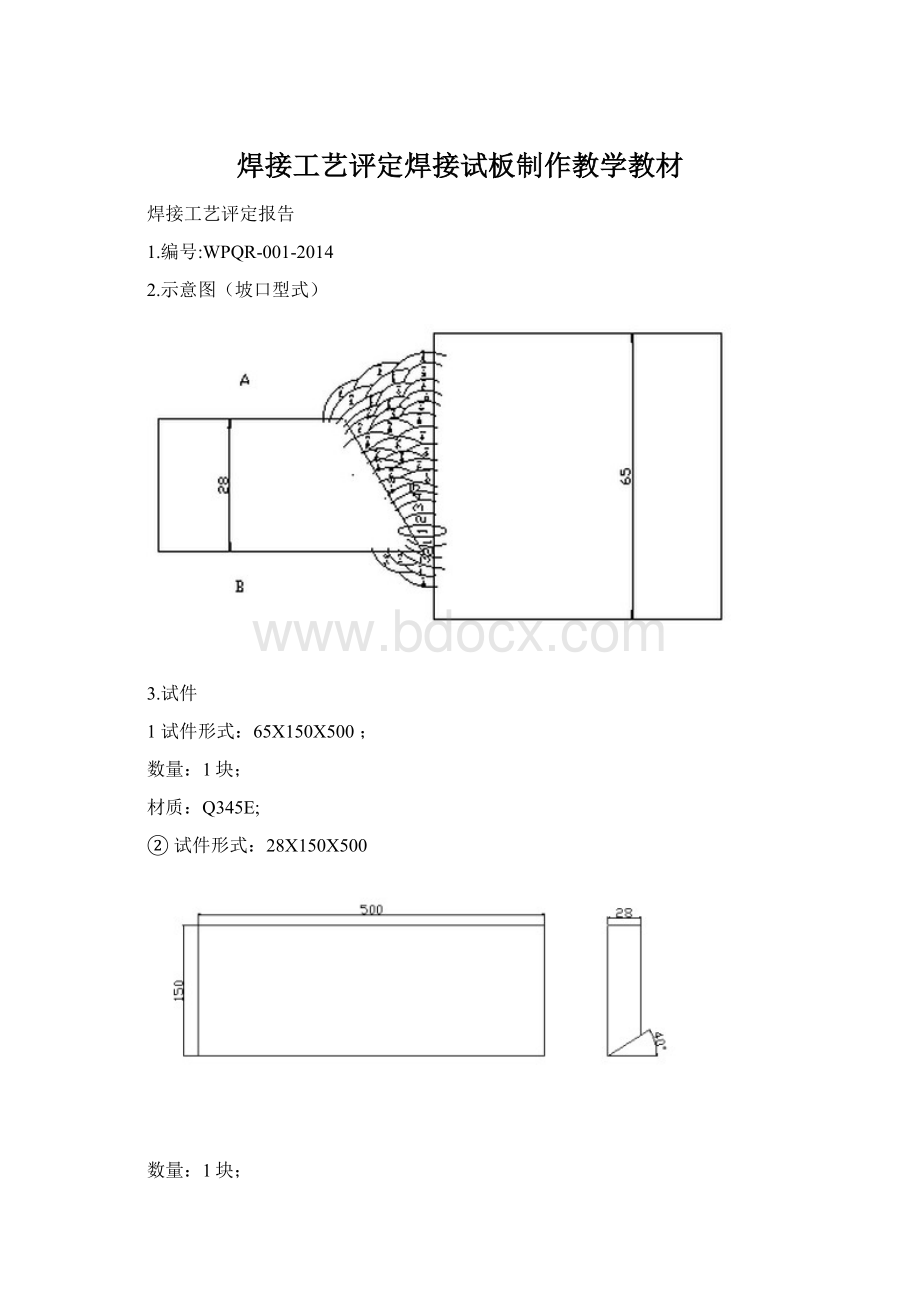
2.示意图(坡口型式)
3.试件
1试件形式:
65X150X500;
数量:
1块;
材质:
Q345E;
②试件形式:
28X150X500
数量:
1块;
材质:
Q345E;
4.焊接方法:
FCAW
5.焊接参数:
A侧和B侧第一层:
焊丝:
ER50-6,Φ1.2;
保护气体:
CO2;
电流(A):
240-300;
电压(V):
30-36;
焊接速度(㎝/min):
30-35;
气体流量(L/min):
12-18。
其他层:
焊丝:
ER50-6,Φ1.2;
保护气体:
CO2;
电流(A):
260-320;
电压(V):
35-40;
焊接速度(㎝/min):
35-45;
气体流量(L/min):
12-18。
6.NDT:
VT:
EN970
UT:
EN1714I级
MT:
EN1290Ⅰ级
焊接工艺评定报告
1.编号:
WPQR-002-2014
2.示意图(坡口型式)
3.试件
2试件形式:
30X150X500;
数量:
1块;
材质:
Q345E;
②试件形式:
30X350X500
数量:
1块;
材质:
Q345E;
4.焊接方法:
FCAW
5.焊接参数:
A侧和B侧第一层:
焊丝:
ER50-6,Φ1.2;
保护气体:
CO2;
电流(A):
260-300;
电压(V):
30-35;
焊接速度(㎝/min):
30-35;
气体流量(L/min):
12-18。
其他层:
焊丝:
ER50-6,Φ1.2;
保护气体:
CO2;
电流(A):
260-300;
电压(V):
30-35;
焊接速度(㎝/min):
30-35;
气体流量(L/min):
12-18。
6.NDT:
VT:
EN970
UT:
EN1714I级
MT:
EN1290Ⅰ级
焊接工艺评定报告
1.编号:
WPQR-003-2014
2.示意图(坡口型式)
3.试件
3试件形式:
65X150X500;
数量:
2块;
材质:
Q345E;
4.焊接方法:
SMAW
5.焊接参数:
A侧和B侧第一层:
焊条:
J507RH,Φ4.0;
电流(A):
160-180;
电压(V):
25-30;
焊接速度(㎝/min):
14-18;
其他层:
焊条:
J507RH,Φ4.0;
电流(A):
160-200;
电压(V):
25-30;
焊接速度(㎝/min):
14-18;
6.NDT:
VT:
EN970
UT:
EN1714I级
MT:
EN1290Ⅰ级
焊接工艺评定报告
1.编号:
WPQR-005-2014
2.示意图(坡口型式)
3.试件
4试件形式:
28X150X500;
数量:
2块;
材质:
Q345E;
4.焊接方法:
SAW
5.焊接参数:
A侧和B侧第一层:
焊丝:
H10Mn2,Φ4.0;
焊剂:
SJ101
电流(A):
600-650;
电压(V):
29-31;
焊接速度(㎝/min):
38-42;
其他层:
焊丝:
H10Mn2,Φ4.0;
焊剂:
SJ101
电流(A):
680-730;
电压(V):
30-32;
焊接速度(㎝/min):
40-45;
6.NDT:
VT:
EN970
UT:
EN1714I级
MT:
EN1290Ⅰ级
焊接工艺评定报告
1.编号:
WPQR-006-2014
2.示意图(坡口型式)
3.试件
5试件形式:
24X150X500;
数量:
2块;
材质:
Q345E;
4.焊接方法:
SMAW
5.焊接参数:
A侧和B侧第一层:
焊条:
J507RH,Φ4.0;
电流(A):
160-200;
电压(V):
24-28;
焊接速度(㎝/min):
10-15;
其他层:
焊条:
J507RH,Φ4.0;
电流(A):
180-220;
电压(V):
26-30;
焊接速度(㎝/min):
10-15;
6.NDT:
VT:
EN970
UT:
EN1714I级
MT:
EN1290Ⅰ级
 升级会员
升级会员 