关于传统干混砂浆厂常见问题与解决的分析报告.docx
《关于传统干混砂浆厂常见问题与解决的分析报告.docx》由会员分享,可在线阅读,更多相关《关于传统干混砂浆厂常见问题与解决的分析报告.docx(9页珍藏版)》请在冰豆网上搜索。
关于传统干混砂浆厂常见问题与解决的分析报告
关于鼎成建材干混砂浆生产线的分析报告
传统干混砂浆厂往往存在各种弊病,现就以济南鼎城建材为模板予以分析:
鼎成建材的生产线建成投产不到2年,设备已经出现产能严重不够,故障率高,质量不稳定等问题,现就这些问题简单分析一下,仅供参考。
一.产能无法达成与故障率高的原因分析
1.设备匹配不合理
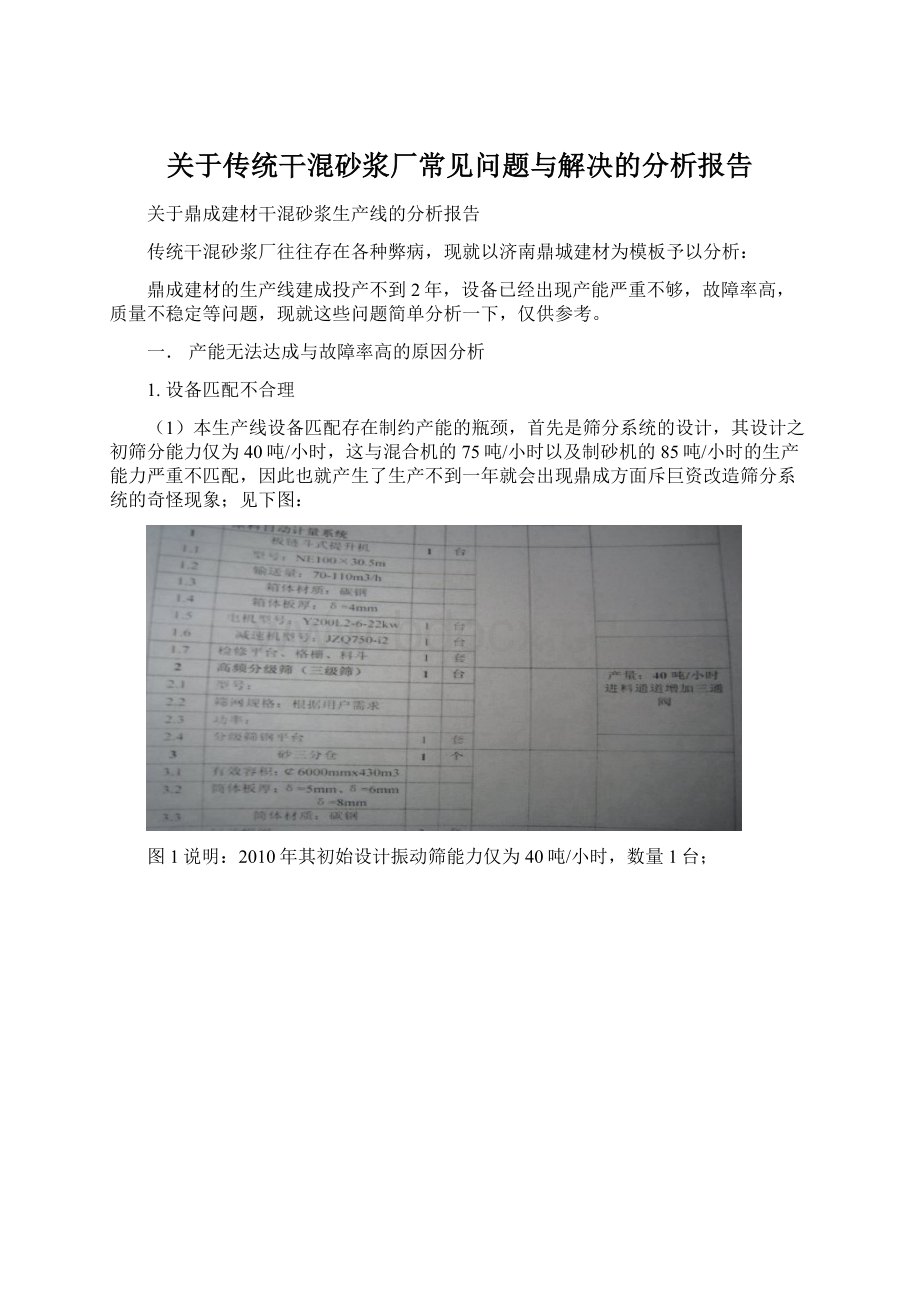
(1)本生产线设备匹配存在制约产能的瓶颈,首先是筛分系统的设计,其设计之初筛分能力仅为40吨/小时,这与混合机的75吨/小时以及制砂机的85吨/小时的生产能力严重不匹配,因此也就产生了生产不到一年就会出现鼎成方面斥巨资改造筛分系统的奇怪现象;见下图:
图1说明:
2010年其初始设计振动筛能力仅为40吨/小时,数量1台;
图2说明:
2011年筛分系统就开始全面改造,增加了1套振动筛;
其改造原因有2个:
①振动筛安装位置设计有误,直接安装在砂仓的顶部,其剧烈的震动对于砂仓造成极大的损害,形成巨大安全隐患;所以不得不移到下面;②其设计能力不够,这就导致了为实现产能,必须再增加1套振动筛,给客户造成了极大的投资浪费,并且在后续的运营中,增加了设备的能耗以及维修成本;
(2)改造之后选用的提升机能力不够(见图2),选用的TH系列提升机为环链式提升机,这种提升机的提升能力差并且故障率高;这就使得当制砂机满负荷运转时,提升机会因为提升能力不够出现杜塞,严重制约着产能的达成;
建议解决方案:
振动筛安装在砂仓上面,但是必须使用专门的钢构设计并且预留出充分的维修空间,绝对不能直接安装在砂仓顶部;为了降低振动,可以考虑在振动筛的安装位置增加气动减震装置或者液压减震装置;把现在振动筛下面的3台提升机去掉,换成1台每小时提升能力80吨的NE系列提升机,用来把从制砂机出来的沙子直接提到顶部的振动筛,振动筛筛分好粗、中、细3种砂子后,采用流管的方式分别进入3个沙仓,这样就提高了沙子的提升能力,降低了提升机的维修成本。
(3)设备选材没有充分考虑干混砂浆生产的特性,砂浆是干拌混合,对于设备的磨损非常严重,所以设备都要要求具有高耐磨性,这必须在设计时考虑到每一个环节,就袋包包装机而言,这条生产线选用的包装机为水泥用十嘴包装机,结果维修频繁,每生产不到一千吨每个单组包装嘴就要更换衬板、叶轮、柱套和整个壳体,导致维修成本大幅提升,维修周期长,增加了运营成本;管道板材等最厚仅为4mm,结果使用不到2年就频繁出现磨破磨透的问题,这些都是导致设备在运行时频繁出现故障的主要原因。
包装机标识牌见下图三:
图四:
本生产线选用的板材偏薄,并且不是耐磨钢材;
(4)设备设计时没有充分考虑除尘与防尘:
①没有充分除尘,到处都是扬尘点,生产时尘土飞扬,不但对于工作员工带来了极大的职业危害,并且导致设备故障率大幅提升,可以说几乎90%以上的设备故障都是直接或者间接地由灰尘引起;首先是电气故障,灰尘进入配电柜的电气原件,例如接触器、继电器等,就会造成触点接触不良,进而引发设备动作失效,点击烧毁等;灰尘进入电磁阀、气缸等启动原件,就会造成无法动作,如果不能及时发现并排除,则会造成生产过程中某些材料无法添加或者无法停止等,引起严重质量问题;②设备没有任何防尘设计,这就导致灰尘很容易就会进入设备的轴承,配电柜,电机,空压机等对于灰尘非常敏感的设备和部件;导致轴承受磨损损坏,配电柜里面全是灰尘,电机烧坏,空压机的空滤频繁更换等一系列问题;其实,设计者应该充分考虑干混砂浆灰尘较大的生产特性,在设计时使用防尘轴承,防尘配电柜等;或是为这些设备设立防护装置。
图五:
配电柜没有采取任何防尘措施,配电柜里遍布灰尘;
图六:
所有设备选用的轴承都不是专门的防尘设计,并且安装后也没有采取任何措施进行防尘;
建议解决方案:
对于整个车间的扬尘点进行统计,针对不同的部位,采用不同的除尘措施;对于所有的配电柜采取密封处理,并且必须定期吹扫;采用全封闭的防尘轴承,并且加装防尘罩;
2.许多的配套设备没有安装,或是因为整体设计不合理都无法使用
⑴水泥打包机2台,一直没有使用,安装好后,发现不如使用装车机直接码托盘方便。
图七:
水泥打包机2台,一直没有使用,造成闲置浪费
⑵振动筛2台、滚筒筛分机1台都无除尘系统,导致振动筛操作间粉尘飞扬,设备配件寿命大大减短。
建议解决方案:
2台振动筛和滚筒筛都安装除尘设备;
图八:
2台振动筛和滚筒筛都安装除尘设备
(3)添加剂储料仓5个,目前都无法使用,因为计量精度达不到,造成资源浪费,运营成本增加;
建议解决方案:
更换高精度计量传感器。
图九:
添加剂储料仓5个,目前都无法使用;
⑷2个原材料计量斗的震动导流装置太小,建议更换型号稍大一些的,导流效果会更佳。
图十:
2个原材料计量斗的震动导流装置太小
⑸主搅拌机无人工投料口,无人工取料装置。
建议加装。
二:
产品质量不稳定的原因分析
(1)原料方面:
1机制砂分析:
机制砂细度模数在3.0左右,粗砂、细沙偏多,中砂偏少,沙子级配不合理是产品质量不稳定的主要原因,而且细沙中有很多一部分是中沙;建议更换筛网,提高中砂制砂量;
2外加剂分析:
添加剂使用太随意,上个批次抹灰砂浆添加的是木质纤维,下个批次没有了,就马上更改添加聚丙烯纤维了,2个批次出来的产品就有可能影响质量的稳定;
③石粉含量分析:
在制砂过程中,没有选粉工艺,所有的石粉
都直接进入细沙中使用,并且在制砂过程中出现的石粉量不好控制,所以实验室把成品砂浆取样回去后进行筛分,看砂浆的含粉量,我个人认为此时再测含粉量已经多此一举了,因为里面混合了水泥和煤灰等粉状材料,就算把水泥和煤灰按配比量减出去,得到了这批砂浆中的实际含粉量,但这批砂浆已经是成品了,质量还是无法保证的;通过这个批次成品砂浆的石粉筛分,来制定下个批次砂浆的配合比,但总是晚一步,受原材料、制砂时间、震动频率、除尘等因素的影响,在制砂过程中的石粉含量都是不一样的。
建议解决方案:
安装石粉分离设备,增加选粉工艺,采用石粉后添加的方法,可以很好的控制石粉在砂浆中的含量,有效的控制砂浆质量;仅供参考。
(2)生产工艺方面:
在生产流程设计上存在诸多不合理的地方,主要有:
①外加剂添加位置与方法;其位置的选择不合理,最还添加剂直接进入混合机,并且添加位置设有除尘口,这使得轻质量小的原料很容易就被抽走,造成产品质量不稳定;
图十一:
添加剂位置设置除尘口
②添加剂采用人工在传送带上投料,有很多不确定的因素存在,如忘记添加或少加一种等都有可能发生,很容易造成产品质量的波动。
③除尘器过滤后的粉尘直接输送到砂浆成品提升机里面,没有经过处理、计量和搅拌,除尘器粉尘的多少无法计量,直接稀释了成品砂浆,很容易导致砂浆质量不稳定;
④主搅拌机无人工取料装置,在搅拌机下部的传送带上取检测料,已经无法控制砂浆的均匀度了。
三:
特种砂浆生产线设备的不合理之处
⑴原材料沙仓的提升机离地高度足有1米多,工人根本无法操作,另一台在2个水泥和粉料仓之间的提升机离地高度也有0.5米;
⑵3个原材料储存仓底部都没有安装震动导流装置;
⑶无外加剂储料仓和计量系统,在原材料输送螺旋上开了个直径40cm高20cm的小口,进行外加剂的添加,设计极不合理,无法使用;
图十二:
特种砂浆外加剂添加口
⑷特种砂浆搅拌机下面的暂缓成品料仓为方形设计,因为特种砂浆流动性差,应更改为圆锥形设计;
⑸特种砂浆主搅拌机下料开门的汽缸太小,影响下料速度;
⑹主搅拌机没有人工投料口和人工取料器装置;
⑺主搅拌机飞刀设计位置太靠上,实际使用作用不大。
以上为到济南鼎成建材干混砂浆厂学习交流后的分析报告
2012-5-1
 升级会员
升级会员 