平面槽形凸轮.docx
《平面槽形凸轮.docx》由会员分享,可在线阅读,更多相关《平面槽形凸轮.docx(17页珍藏版)》请在冰豆网上搜索。
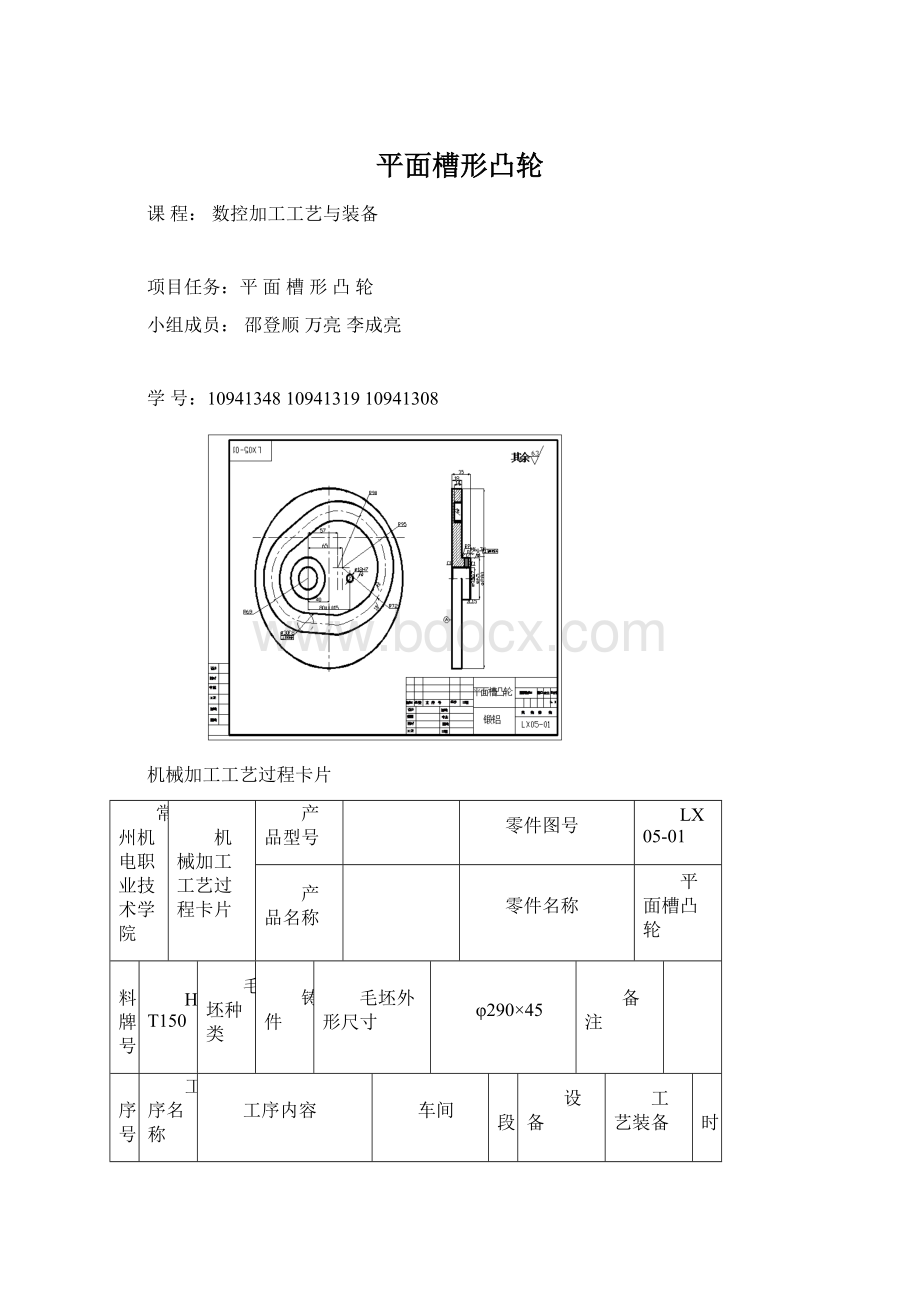
平面槽形凸轮
课程:
数控加工工艺与装备
项目任务:
平面槽形凸轮
小组成员:
邵登顺万亮李成亮
学号:
109413481094131910941308
机械加工工艺过程卡片
常州机电职业技术学院
机械加工工艺过程卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
1
备料
铸造毛坯φ290×45
铸造
2
热处理
时效热处理
热处理
时效炉
3
车削外圆φ280×35
三爪卡盘夹φ290毛坯外圆;工件外露23,车出右端面,粗车外圆至φ280.4,长20,精车外圆至φ280,长20,垫铜皮,调头装夹φ290×10,找正φ280外圆,车左端面;保证总长35,粗车外圆至φ280.4,精车外圆至φ280
机加工
CA6140
三爪卡盘
4
划线
划出φ65的十字线,打样冲眼
机加工
划线平台
划线针
5
车削外圆φ65
垫铜皮,四爪卡盘夹φ280,找正外圆φ65的十字线,断续车削φ65至φ65.4,R2,精车外至φ65外圆R2,倒角1.5×45°
机加工
CA6140
四爪卡盘
6
数控铣加工各孔及凸轮槽
三爪卡盘反卡爪装夹φ280外圆。
基准面A顶住卡爪端面;钻、扩、铰φ35G7、φ12H7孔,内孔倒角1×45°,一面两孔定位,专用夹具装夹;粗铣凸轮槽的内、外轮廓,精铣凸轮槽的内、外轮廓;三爪卡盘调头正卡爪装夹φ65外圆;内孔倒角1×45°
机加工
XK5025数控立铣床
三爪卡盘、一面两孔专用夹具
编制
审核
批准
共页
第页
机械加工工艺过程卡片
常州机电职业技术学院
机械加工工艺过程卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
7
划线
划M6的十字线,打样冲眼
机加工
划线平台
划线针
8
加工M6螺纹
用台虎钳上面放垫片来装夹工件钻M6的底孔φ5,孔口倒角、攻螺纹
机加工
Z3040
压块
9
检验
按图纸要求来检验
10
入库
清理、上油、防锈
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
备料
铸造
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
备料
准备
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
铸造毛坯φ290×45
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车削外圆φ280×35
卧工车床
CA6140
三爪卡盘
机加工
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车削外圆φ280×35
卧式车床
CA6140
三爪卡盘
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
三爪卡盘夹φ290毛坯外圆;工件外露23,车出右端面
90°外圆车刀
刀口尺、0~125游标卡
96
88
0.3
2.5
2.5
两次走刀
2
粗车外圆至φ280.4,长20
45°外圆车刀
0~125游标卡
100
89
0.3
4.8
3
精车外圆至φ280
45°外圆车刀
0~125游标卡
100
88
0.1
0.2
4
垫铜皮,调头装夹φ290×10,找正φ280外圆,车左端面,保证总长35,
90°外圆车刀
刀口尺、0~125游标卡
96
88
0.3
2.5
2.5
两次走刀
5
粗车外圆至φ280.4
45°外圆车刀
0~125游标卡
100
89
0.3
4.8
6
精车外圆至φ280
45°外圆车刀
0~125游标卡
100
88
0.1
0.2
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
车削外圆φ65
卧工车床
CA6140
四爪卡盘
机加工
工序简图:
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
车削外圆φ65
卧式车床
CA6140
四爪卡盘
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
垫铜皮,四爪卡盘夹φ280,找正外圆φ65的十字线,断续车削φ65至φ65.4,R2
90°外圆车刀
0~125游标卡
100
88
0.3
2
精车外至φ65外圆R2,倒角1.5×45°
90°外圆车刀
0~125游标卡
100
88
0.2
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
6
数控铣加工各孔及凸轮槽
立式铣床
XK5025
三爪卡盘、一面两孔专用夹具
机加工
工序简图:
aa
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
6
数控铣加工各孔及凸轮槽
立式铣床
XK5025
三爪卡盘、一面两孔专用夹具
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
三爪卡盘反卡爪装夹φ280外圆。
基准面A顶住卡爪端面;钻φ35G7的底孔φ20
φ20钻头
0~125游标卡
255
16
0.2
10
2
扩孔φ35G7至φ34.8
φ34.8钻头
0~125游标卡
184
20
0.4
7.4
3
铰孔φ35G7至尺寸要求
φ35铰刀
φ35G7塞规
19
2
0.8
0.1
4
钻φ12H7的底孔φ11
φ11钻头
0~125游标卡
464
16
0.12
5.5
5
扩孔φ12H7孔至φ11.8
φ11.8钻头
0~125游标卡
486
18
0.15
0.4
6
铰孔φ12H7至尺寸要求
φ12铰刀
φ12H7塞规
54
2
0.5
0.1
7
内孔倒角1×45°
90°锥度
100
8
一面两孔定位,专用夹具装夹;粗铣凸轮槽的内、外轮廓留0.2mm余量
φ20高速钢立铣刀(2齿)
0~125游标卡
335
21
81
3.5
3.5
3.5
3.3
四次走刀
9
精铣凸轮槽的内、外轮廓至尺寸要求
φ20高速钢立铣刀(2齿)
0~125游标卡
415
26
17
0.2
10
三爪卡盘调头正卡爪装夹φ65外圆;内孔倒角1×45°
90°锥度
100
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
8
加工M6螺纹
机用虎钳
机加工
工序简图:
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
8
加工M6螺纹
立式铣床
X5025
机用虎钳
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
用台虎钳上面放垫片来装夹工件钻M6的底孔φ5
φ5钻头
0~125游标卡
1020
16
0.07
2.5
2
孔口倒角
90°锥度
100
3
攻M6的螺纹
M6丝锥
M6螺栓
160
3
1
编制
审核
批准
共页
第页
 升级会员
升级会员 