焊接强度计算知识.docx
《焊接强度计算知识.docx》由会员分享,可在线阅读,更多相关《焊接强度计算知识.docx(21页珍藏版)》请在冰豆网上搜索。
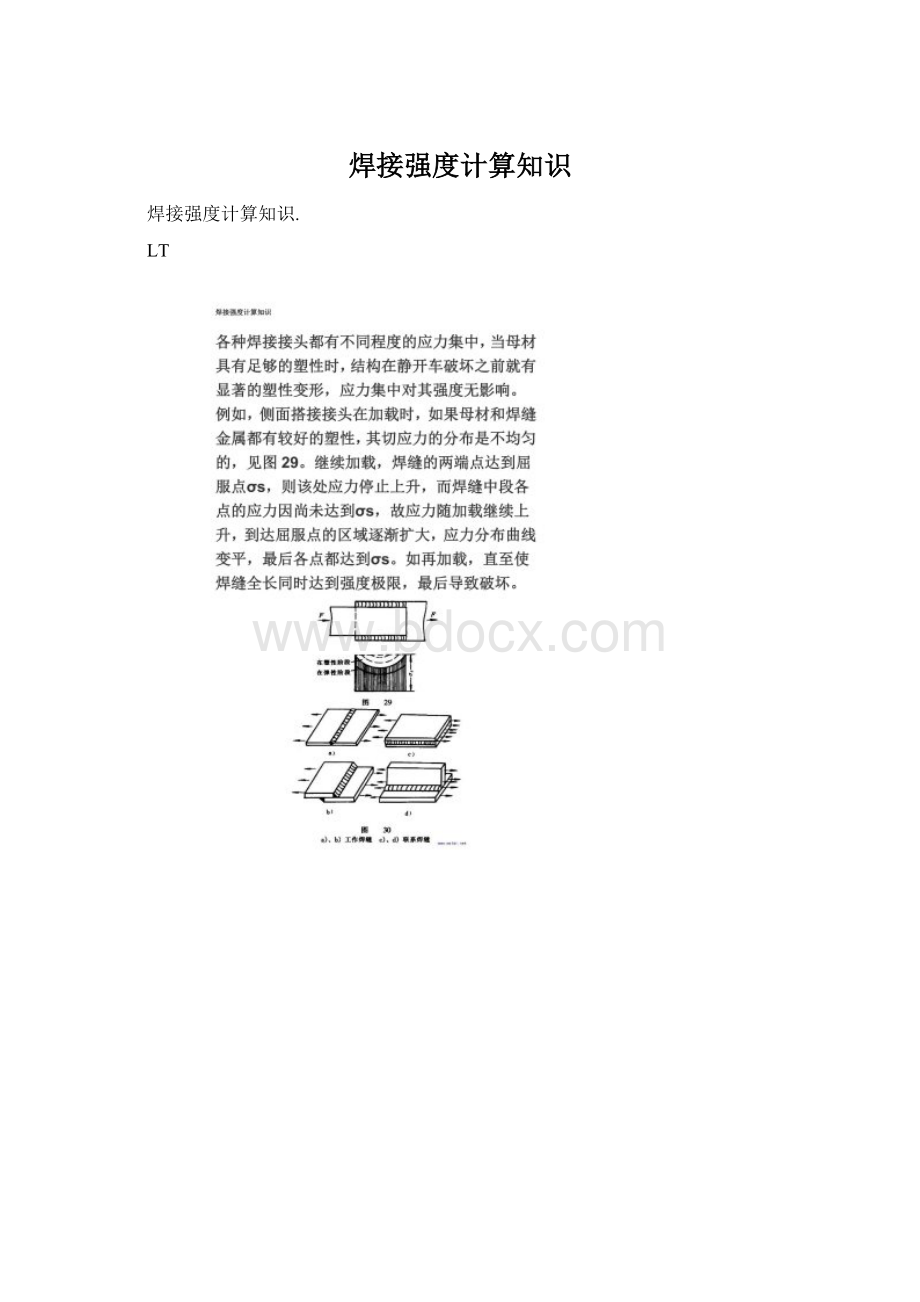
焊接强度计算知识
焊接强度计算知识.
LT
受拉时的强度计算公式为
F
σt=─── ≤〔σ′t 〕
Lδ1
F
受压时的强度计算公式为 σα=─── ≤〔σ′α〕
Lδ1
式中 F——接头所受的拉力或压力(N);
L——焊缝长度(cm);
δ1——接头中较薄板的厚度(cm);
σ——接头受拉(σt)或受压(σα)时焊缝中所承受的应力(N/cm2)㈠
〔σ′t 〕——焊缝受拉时的许用应力(N/cm2)
〔σ′α 〕——焊缝受压时的许用应力(N/cm2)
计算例题 两块板厚为5mm、宽为500mm的钢板对接焊在一起,两端受28400N的拉力,材料为Q235-A钢,试校核其焊缝强度。
解:
查表得〔σ′t 〕=14200N/cm2。
根据已知条件,在上述公式中,F=28400N,L=500mm=50cm,δ1=5mm=0.5cm,代入计算为
F 28400
σt=───=─────=1136N/cm2<14200N/cm2
Lδ1 50×0.5
∴ 该对接接头焊缝强度满足要求,结构工作安全。
38 举例说明对接接头受剪切时的静载强度计算。
受剪切时的强度计算公式为
Q
τ=─── ≤〔τ′〕
Lδ1
式中 Q——接头所受的切力(N);
L——焊缝长度(cm);
δ1——接头中较薄板的厚度(cm);
τ——接头焊缝中所承受的切应力(N/cm2);
〔τ′〕——焊缝许用切应力(N/cm2)
计算例题 两块板厚为10mm的钢板对接焊,焊缝受29300N的拉力,材料为Q235-A钢,试设计焊缝的长度(钢板宽度)。
解:
查表得〔τ′〕=9800N/cm2。
根据已知条件,在上述公式中,Q=29300N,δ1=10mm=1cm,代入计算为
Q 28400
L≥──────=──────=2.99cm=29.9mm
δ1〔τ′〕 1×9800
取L=30mm。
即当焊缝长度(板宽)为30mm时,该对接接头焊缝强度能满足要求。
39 举例说明对接接头受弯矩时的静载强度计算。
受水平板面内弯矩的强度计算公式为
6M1
σ= ──── ≤〔σ′t 〕
δ1L2
受垂直板面内弯矩的强度计算公式为
6M2
σ= ──── ≤〔σ′t〕
δ12L
式中 M1——水平板面内弯矩(N/cm2);
M2——垂直板面弯矩(N/cm2);
L——焊缝长度(cm);
δ1——接头中较薄板的厚度(cm);
σ——接头受弯矩作用时焊缝中所承受的应力(N/cm2);
〔σ′t〕——焊缝受弯时的许用应力(N/cm2)。
计算例题 两块厚度相同钢板的对接接头,材料为16MnR钢,钢板宽度为30mm,受垂直板面弯矩300000N·cm,试计算焊缝所需的厚度(板厚)。
解:
查表得〔σ′t〕=20100N/cm2。
根据已知条件,在上述公式中,M2=300000N·cm,L=300mm=30cm,代入计算为
取δ1=18mm,即当焊缝厚度(板厚)为18mm时,该对接接头焊缝强度能满足要求。
40 举例说明搭接接头受拉(压)时的静载强度计算。
各种搭接接头的受力情况,见图32。
三种焊缝的计算公式为
⑴正面搭接焊缝受拉(压)的计算公式为
F
τ= ──── ≤〔τ′〕
1.4KL
⑵侧面搭接焊缝受拉(压)的计算公式为
F
τ= ──── ≤〔τ′〕
1.4KL
⑶联合搭接焊缝受拉(压)的计算公式为
F
τ= ──── ≤〔τ′〕
0.7KΣL
式中 F——搭接接头受的拉(压)力(N);
K——焊脚尺寸(cm);
L——焊缝长度(cm);
ΣL——正、侧面焊缝总长(cm);
τ——搭接接头角焊缝受的切应力(N/cm2);
〔τ′〕——焊缝金属许用切应力(N/cm2);
计算例题 将100mm×10mm的角钢用角焊缝搭接在一块钢板上见图33。
受拉伸时要求与角钢等强度,试计算接头的合理尺寸K和L应该是多少?
解:
从材料手册查得角钢断面积S=19.2cm2;许用应力〔σ〕=16000N/cm2,焊缝许用应力〔τ′〕=10000N/cm2。
角钢的允许载荷为
〔F〕=S〔σ〕=19.2×16000=307200N
假定接头上各段焊缝中的切应力都达到焊缝许用切应力值,即て=〔τ′〕。
若取K=10mm,采用手弧焊,则所需的焊缝总长为
〔F〕 307200
ΣL=───────=───────── =43.9cm
0.7K〔て′〕 0.7×1×10000
角钢一端的正面角焊缝L3=100mm,则两侧焊缝总长度为339mm。
根据材料手册查得角钢的拉力作用线位置e=28.2mm,按杠杆原理,则侧面角焊缝L2应承受全部侧面角焊缝载荷的28.3%。
28.3
∴ L2=339×───=96mm
100
另外一侧的侧面角焊缝长度L1应该为
100-28.3
L1=339×──────=243mm
100
取L1=250mm,L2=100mm。
41 举例说明搭接接头受弯矩时的静载强度计算。
搭接接头受弯矩的情况,见图34a。
计算公式为
式中 M——作用在接头上的外加弯矩(N/cm2);
K——焊脚尺寸(cm);
H——搭接板宽度(cm);
〔τ′〕——焊脚的许用切应力(N/cm2))。
计算例题 由三面焊缝组成的悬臂搭接接头(图34),当焊缝总长为500mm,K=10mm时,在梁的端头作用一弯矩M=2800000N·cm,试验计算接头是否安全?
已知焊缝作用切应力〔τ′〕=10000N/cm2。
42 举例说明搭接接头受偏心载荷时的静载强度计算。
如果搭接接头承受的载荷是垂直X轴方向的偏心载荷F见图35,此时焊缝中既有由弯矩M=FL引起的切应力τM(由来1公式计算),又是有由切力Q=F引起的切应力τQ为
计算例题 一偏心受载的搭接接头(图35),已知焊缝长h=400mm,l0=100mm,焊脚尺寸K=10mm,外加载荷F=30000N,梁长L=100cm,试校核焊缝强度。
焊缝的许用切应力〔τ′〕=10000N/cm2。
解:
分别计算τM、τQ:
43 举例说明T形接头受平行于焊缝载荷时的静载强度计算。
接头及其受载荷的情况,见图36a。
如果接头开坡口并焊透,其强度按对接接头计算,焊缝金属截面等于母材截面(S=δh)。
如果接头开I形坡口,此时产生最大切应力的危险点在焊缝的最上端,该点同时作用有两个切应力:
一个是由M=FL引起的τM;另一个是由Q=F引起的τQ。
τM、τQ的
44 什么是焊接结构的疲劳断裂?
疲劳断裂的过程由三个阶段所组成:
1)在承受重复载荷的结构的应力集中部位产生疲劳裂纹(此时结构所受应力低于弹性极限)。
2)疲劳裂纹稳定扩展。
3)结构断裂。
据统计,由于疲劳而失效的金属结构,约占失效结构的90%。
焊接结构较其它结构(如铆接结构)更容易产生疲劳断裂,这是因为:
1)铆接结构的疲劳裂纹发展遇到钉孔或板层间隔会受阻,焊接结构由于其整体性,一旦产生裂纹,裂纹扩展不受阻止,直至整个构件断裂。
2)焊接连接不可避免地存在着产生应力集中的夹渣、气孔、咬边等缺陷。
3)焊缝区存在着很大的残余拉应力。
几个典型的焊接结构疲劳断裂事例见图37。
图37a为直升飞机起落架的疲劳断裂。
裂纹从应力集中很高的角接板尖端开始,该机飞行着陆2118交后发生破坏,属于低周疲劳。
图37b为载重汽车底架纵梁的疲劳断裂。
该梁板厚5mm,承受反复的弯曲应力,在角钢和纵梁的焊接处,因应力集中很高而产生疲劳裂纹而破坏,此时该车已运行30000km。
45 试述焊接接头形式对疲劳极限的影响。
焊接结构中,在接头部位由于具有不同的应力集中,将对接头的疲劳极限产生程度不同的不利影响。
⑴对接接头 对接接头从焊缝至母材的形状变化不大,应力集中比其它接头要小,所以在所有的接头形式中具有最高的疲劳极限。
但是过大的余高会增加应力集中,使疲劳极限下降。
⑵T形接头 这种接头由于在焊缝向基本金属过渡处有明显的截面变化,应力集中系数比对接接头的应力集中系数高,因此其疲劳极限远低于对接接头。
提高T形接头疲劳极限的根本措施是开坡口焊接和加工焊缝过渡区使之圆滑过渡。
⑶搭接接头 这是一种疲劳极限最低的接头形式,特别是在原来对接接头的基础上,增加盖板来进行“加强”,其结果适得其反,这种盖板非但没有起到“加强”作用,反而使原来疲劳极限较高的对接接头被大大地削弱了。
46 试述焊接缺陷对疲劳极限的影响。
焊接缺陷对焊接接头的疲劳极限产生重大的不利影响,这种不利影响与焊接缺陷的种类、尺寸、方向和位置有关。
片状缺陷(如裂纹、未熔合、未焊透)比带圆角的缺陷(如气孔、点状夹渣)影响大。
表面缺陷比内部缺陷影响大。
与作用力方向垂直的片状缺陷的影响比其它方向大。
位于残余拉应力区内的缺陷的影响比在残余应力区内的大;位于应力集中区内的缺陷(如焊趾裂纹)的影响比在均匀应力区中同样缺陷影响大。
咬边和未焊透在不同位置、不同载荷下对接头疲劳极限的影响,见图38,其中A组的影响最大,B组的影响较小。
47 如何选用合理的结构形式来提高接头的疲劳极限?
选用应力集中较小的结构形式是提高疲劳极限的重要措施,几种设计方案的正误比较,见图39
48 如何利用电弧整形的方法来提高接头的疲劳极限?
电弧整形的方法,是用钨极氩弧在焊接接头焊缝与母材之间的过渡区重熔一次,使焊缝与基本金属能平滑地过渡,同时减少该部位的微小非金属夹杂物,使接头部位的疲劳极限得以提高,见图40。
电弧整形提高接头疲劳极限的效果,见表10。
表11 常用提高焊接接头疲劳极限的方法
方 法,技术说明,适用范围及优点,缺 点,改善,几何,形状,方法,电弧气刨后补焊法,砂轮修磨法,钻孔法,锥形砂轮磨光法, TIG重熔法用碳弧气刨吹掉熔化金属后再补焊
用100cm直径砂轮,60~150级硅砂
孔径一般为12~25mm
用锥形砂轮打磨焊趾磨去基材0.5mm。
用30~200级硅砂轮分3次连续磨光。
用TIG焊不填充焊丝重熔焊趾,能消除6mm深的缺陷。
适用于有很大的内部缺陷
适用于对接焊缝余高,快速、容易
适用于侧面节点板和个别有裂纹的细节
费用低,不要求特别的设备。
适用于角焊缝
这是打磨法中最有效的方法
适用于在车间制造的小机械部件和横向焊缝
对高强钢,当裂纹起始寿命较大时,改善效果更大
费用高,焊补可能产生新的缺陷
不能磨掉所有缺陷
仅用于穿透裂纹,延长其疲劳寿命
消耗多,耗用高,难于确保质量
要求焊缝表面清洁,引起焊缝表面硬化残余应力方法
射水冷却法,点加热法,多丝锤击法,喷丸锤击法,单点锤击法,局部加压法,初始超载法,热应力消除法
将焊缝加热至500℃保持3min,然后射水使表面快速冷却
在距焊缝一定位置加热至280℃,引起局部屈服
用~ф2钢丝组成束状锤头,对焊趾表面进行冷作加工,压缩空气压力为500~100kMa
喷铁 或玻璃 对焊趾表面进行冷作加工
用直径6~12mm球形锤头对焊趾进行冷加工,可用电锤或气压锤。
在距焊缝一定位置局部加压至屈服(2~3倍压应力)
用拉伸法预先加载使焊缝区局部屈服
在炉内加热至600℃,缓冷24h以上,加热速度为每10mm板厚1h
不需知道裂纹起始位置,不需严格控制温度
适用于大板
适用于中等严重的缺口
适用于平板和轻微缺口
适用于较严重的缺口,无损耗
适用于铝合金
适用于薄板
适用于小构件的纵向角焊缝
高温(500℃),限制冷却位置。
不适用于大接头和小接头。
过热可能引起冷却时的马氏体变化
必须知道开裂位置,对横向焊缝无效
引起较小的缺口,未建立质量控制技术
要求有操作经验,仅适于水平位置
要求有操作经验不适用于很大结构大构件常常不成功,冷却速度慢
涂装方法,均分负载层,油漆,镀锌,阴极防护
塑料、油漆、钎焊、逐层涂装,易检查
适用于腐蚀环境
适用于发生应力腐蚀裂纹和裂纹扩展速率大于10-5mm周的严重腐蚀环境
表面清洁,易凝固开裂
50 什么是延性断裂?
什么是脆性断裂?
根据金属材料断裂前塑性变形的大小,断裂可分为延性断裂和脆性断裂两种形式。
⑴延性断裂 断裂过程是:
金属材料在载荷作用下,首先产生弹性变形。
当载荷继续增加到某一数值,材料即发生屈服,产生塑性变形。
继续加大载荷,金属将进一步变形,继而发生微裂口或微空隙,这些微裂口或微空隙一经形成,便在随后的加载过程中逐步汇合起来,形成宏观裂纹。
宏观裂纹发展到一定尺寸后,扩展而导致最后断裂。
⑵脆性断裂 在应力低于材料的设计应力和没有显著的塑性变形情况下,金属结构发生瞬时、突然破坏的断裂(裂纹扩展速度可高达1500~200m/s)称为脆性断裂。
脆性断裂的裂口平整,与正应力垂直,没有可以觉察到的塑性变形,断口有金属光泽。
51 试述应力状态对焊接结构产生脆性断裂的影响。
当物体受外载时,在主平面上作用有最大正应力σmax(另一个与之相垂直的平面上作用有最小正应力σmin)与主平面成45°的平面上作用有最大切应力てmax。
如果在てmax达到屈服点前,σmax先达到抗拉强度,则结构发生脆性断裂;反之,如てmax先达到屈服点,则发生塑性变形及形成延性断裂。
实验证明,当材料处于单向或双向拉应力作用下,呈现塑性;在三向拉应力作用下,呈现脆性。
三向拉应力可能由三向载荷产生,但更多的情况下是由于几何不连续性所引起。
虽然此时整个结构处于单向、双向拉应力状态下,但其局部地区由于设计不佳、工艺不当或产生焊接缺陷(如裂纹),往往会出现形成局部三向应力状态的缺口效应,见图41。
在三向拉应力的作用下,材料的屈服点较单向应力时提高,结果在缺口根部形成很高的局部应力而材料尚不发生屈服,使材料的塑性下降,脆性增加,成为脆断的发源地。
因此,焊接结构的脆断事故一般都起源于具有严重应力集中效应的缺口处。
52 试述温度对焊接结构产生脆性断裂的影响?
什么是脆性转变温度?
如果把一组开有相同缺口的试样在不同温度下进行试验,则随着温度的降低,其破坏方式会发生变化,即从塑性破坏变为脆性破坏,见图42。
当温度降到某一临界值时,将出现塑性到脆性断裂的转变,这个温度称之为脆性转变温度。
脆性转变温度高,材料的脆性倾向严重。
应当注意,同一材料采用不同试验方法,将会得到不同的脆性转变温度值。
53 试述加载速度对焊接结构产生脆性断裂的影响。
随着加载速度的增加,材料的屈服点提高,因而促使材料向脆性转变,其作用相当于降低温度,使材料的脆性转变温度升高,见图43。
应当指出,在同样加载速率下,当结构中有缺口时,应变速率可呈现出加倍的不利影响。
因为此时有应力集中的影响,应变速率比无缺口高得多,从而大大地降低了材料的局部塑性。
因此,结构钢一旦开始脆性断裂,就很容易产生扩展现象。
当缺口根部小范围金属材料发生断裂时,在新裂纹前端的材料立即突然受到高应力和高应变载荷,即一旦缺口根部开裂,就有高的应变速率,而不管其原始加载条件是动载还是静载,此时随着裂纹加速扩展,应变速率更急剧增加,致使结构最后破坏。
54 试述材料状态对焊接结构产生脆性断裂的影响。
⑴厚度的影响 厚板在缺口处容易形成三向拉应力,因此容易使材料变脆。
曾经把厚度为45mm的钢板,通过加工制成板厚分别为10、20、30、40mm的试件,研究不同板厚所造成不同应力状态对脆性破坏的影响,发现在预制40mm长的裂纹和施加应力等于1/2屈服点的条件下,当厚度小于30mm时,发生脆断的脆性转变温度随板厚增加面直线上升;当板厚超过30mm时,脆性转变温度的增加较为缓慢。
⑵晶粒度的影响 低碳钢和低合金钢的晶粒越细,其脆性转变温度越低。
⑶化学成分的影响 钢中的C、N、O、H、S、P等元素会增加钢的脆性;另一些元素如Mn、Ni、Cr、V,如果加入量适当,有助于减少钢的脆性。
55、如何正确地测定材料的脆性转变温度?
材料的脆性转变温度通常用冲击试验进行测定,试验方法是在不同温度下对一系列试件进行冲击试验,试件采用V形缺口。
实践证明,随着温度上升,打断试件所需的冲击吸收功也显著上升,材料冲击韧度和温度的关系见图44。
图中锁眼V形的缺口根部为圆形孔。
从图44可知,冲击韧度只是在一定温度区间内逐渐变化,并没有一个确定的脆性温度值,通常是取某一固定冲击韧度、例如20J/cm2、41J/cm2时的温度作为脆性转变温度,有的标准取对应最大冲击韧度时一半的温度作为脆性转变温度。
对低合金高强钢,常取冲击韧度为34.3~51J/cm2时对应的温度为脆性转变温度值。
56 试述预防焊接结构脆性断裂的措施。
⑴尽量减少焊接接头部位的应力集中1)在一些构件截面改变的地方,必须设计成平滑过渡,不要形成尖角,以防产生应力集中,见图45。
2)尽量采用应力集中系数较小的对接接头见图46,图中a为应力集中系数较大的搭接接头,应尽量避免。
3)不同厚度构件的对接接头应尽可能地采用圆滑过渡见图47。
其中以a形式为最好,b其次,c最差,因而焊缝部位仍有相当大的应力集中。
4)避免和减少焊缝的缺陷,应将焊缝布置在便于焊接和检验的地方,一些不易施焊的焊缝部位,见图48。
5)避免焊缝密集,两条焊缝间应保证有最小距离,见图49。
⑵减少结构刚度 在满足结构的使用条件下,应当尽量减少结构的刚度,以降低应力集中和附加应力的影响,在容器上开缓和槽减少刚性的实例,见图50。
⑶重视次要焊缝的设计 对于附件或不受力焊缝,应和主要焊缝一样给予足够重视,因为脆性裂纹一旦由这些不受到重视的接头部位产生,就会扩展到主要受力元件中,使结构破坏。
因此,不要在受力构件上随意加焊附件,见图51。
图51a中所示的支架被焊接到受力构件上,焊缝质量不易保证,极易产生裂纹,图51b中的方案采用了卡箍就避免上述缺点,有助于防止脆断。
57 试比较脆性断裂和疲劳断裂两者的不同点。
脆性断裂和疲劳断裂从性质到形式都一样。
两者比较,都是低应力破坏,断裂时的变形都很小,但疲劳需要多次加载,而脆性断裂一般不需要多次加载。
结构脆断是瞬时完成的,而疲劳裂纹的扩展则是缓展览品的,有时需要长达数年时间。
此外,脆性断裂受温度的影响特别显著,随着温度的降低,脆性断裂的危险性迅速增加,但疲劳极限却受温度的影响比较小,因此疲劳断裂和温度的变化关系也不大。
 升级会员
升级会员 