机械加工工艺卡片备课讲稿.docx
《机械加工工艺卡片备课讲稿.docx》由会员分享,可在线阅读,更多相关《机械加工工艺卡片备课讲稿.docx(26页珍藏版)》请在冰豆网上搜索。
机械加工工艺卡片备课讲稿
姓名:
机械加工工艺卡片
产品型号
零件图号
指导老师:
产品名称
零件名称
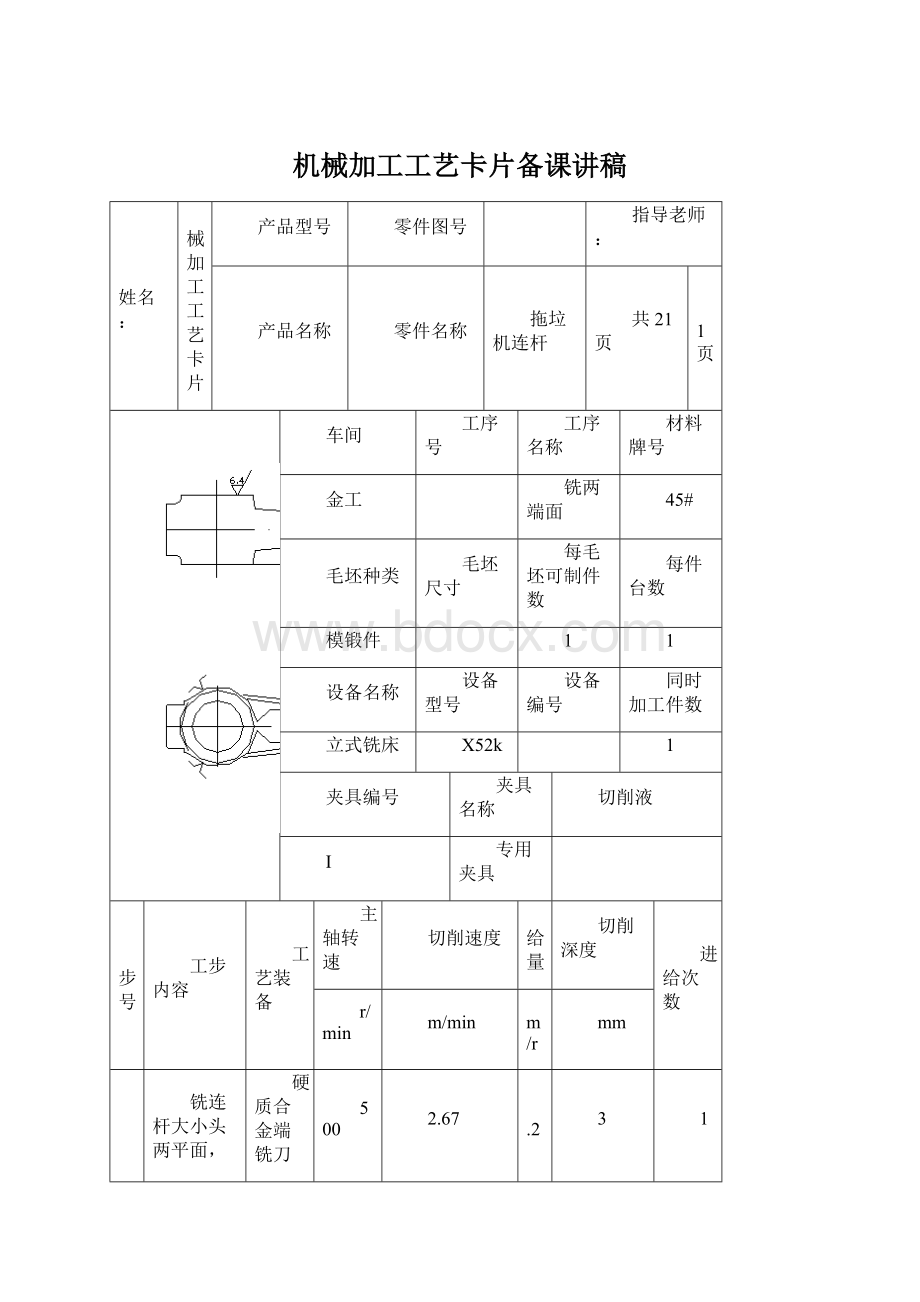
拖垃机连杆
共21页
第1页
车间
工序号
工序名称
材料牌号
金工
铣两端面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52k
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣连杆大小头两平面,每面留磨量0.5mm
硬质合金端铣刀
500
2.67
0.2
3
1
附录
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第2页
车间
工序号
工序名称
材料牌号
金工
8、生字“小魔术”(P111):
加一笔:
日——(白)(田)(目)(电)(旧)(由)(旦)
十分=特别=非常=格外主意=方法=办法=点子粗磨
45#
毛坯种类
人人字头(会合全)门门字框(闪问闻)毛坯尺寸
每毛坯可制件数
千(一千)汽(汽水)为(因为)桃(桃子)对(对面)象(大象)找(找到)坐(坐下)
漂亮漂漂亮亮仔细仔仔细细每件台数
5、根据表达的需要,学会使用逗号、句号、问号和感叹号。
空—满干—湿今—古闲—忙天—地模锻件
反文旁:
收、放、故坐和座跟和根在和再像和象相和向做和作美和没
他十分高兴地回家去了。
(十分=特别=非常=格外)二、字1
三点水:
江、河、湖、海、沙、淡、没、洋、洗、活
cháng(长短)yuè(音乐)zh?
(只有)kōng(天空)一(条)彩虹一(堆)杏一(朵)花一(只)鸟
(是)——(非)(长)——(短)(大)——(小)(远)——近
红红的太阳像火球。
闪闪的星星像眼睛。
兴冲冲红润润懒洋洋慢吞吞静悄悄1
(5)小荷才露尖尖角,早有蜻蜓(立上头)。
(22)虚心使人(进)步,骄傲使人落(后)。
3、积累一些句式,如:
谁干什么。
什么时候,谁在哪里干什么。
并能运用指定的句式来写话。
设备名称
设备型号
青青的假山(小虾、草地)绿绿的草地(小草、叶子)
女字旁:
奶、妈、姑、妹一(轮)圆月一(处)风景一(片)欢笑几(位)老设备编号
很红很红的苹果很多很多的小鸟很美很美的花儿xīng(兴盛)fà(头发)zh?
ng(种子)huán(还书)同时加工件数
磨床
M7350
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面
砂轮;磁力吸盘
100
0.33
0.33
0.3
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第3页
车间
工序号
工序名称
材料牌号
金工
钻
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3080
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面定位,钻、扩、铰小头孔
麻花钻;扩孔钻;铰刀
1000
1.04
0.12
10
1
2
250
0.39
0.8
1.5
1
3
200
0.32
0.8
1.0
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第4页
车间
工序号
工序名称
材料牌号
金工
铣大头两侧
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣两侧面,保证对称(此平面为工艺用基准面)
750
0.78
0.1
40
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第5页
车间
工序号
工序名称
材料牌号
金工
扩孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3080
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面定位,以小头孔定位扩大头孔60
滑柱钻模
400
1.27
0.5
3.0
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第6页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣开连杆
锯片铣刀
750
2.47
0.015
2.0
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第7页
车间
工序号
工序名称
材料牌号
金工
铣结合面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面和一侧面(指99±0.01)定位装夹工件,铣连杆体结合面,保直径方向测量深度27.5mm
硬质合金端铣刀
750
2.94
0.12
1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第8页
车间
工序号
工序名称
材料牌号
金工
磨
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
M7350
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
硬质合金端铣刀
砂轮
100
0.2
0.006
0.1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第9页
车间
工序号
工序名称
材料牌号
金工
铣斜槽
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面及结合面定位装夹工件,
铣连杆体、盖5×8mm斜槽
专用铣刀
100
0.33
0.02
2
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第10页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧立铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
加工螺栓座面
专用铣刀
750
0.94
0.1
3
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第11页
车间
工序号
工序名称
材料牌号
金工
钻
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z3025
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
加工螺栓孔
麻花钻
1000
0.99
0.08
5
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第12页
车间
工序号
工序名称
材料牌号
金工
镗
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T68
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
粗镗大头孔
专用镗杆
800
2.72
0.3
3
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第13页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
大头两端倒角
铣刀
750
0.2
0.1
3
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖垃机连杆
共21页
第14页
车间
工序号
工序名称
材料牌号
金工
精磨两端面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
平面磨床
M7130
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精磨大小头两端面,保证尺寸精度38mm
磁力吸盘;砂轮
100
0.413
0.006
0.1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共21页
第15页
车间
工序号
工序名称
材料牌号
金工
磨
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
平面磨床
M7130
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精磨两端面
磁力吸盘;砂轮
100
0.413
0.006
0.1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共21页
第16页
车间
工序号
工序名称
材料牌号
金工
镗孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T2115
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
半精镗大头孔及精镗小头孔
YT15
100
3.42
0.2
1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共21页
第17页
车间
工序号
工序名称
材料牌号
金工
镗孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T2115
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精镗大孔至尺寸
YT15
1000
0.2
0.2
1
1
机械加工工艺卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共21页
第18页
车间
工序号
工序名称
材料牌号
金工
钻小头油孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
Z3025
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
钻连杆小头油Ф6.5孔
麻花钻
1000
0.34
0.05
3
1
2
钻连杆Ф10孔
扩孔钻
1000
0.34
0.05
2
1
机械加工工艺卡片
产品型号
零件图号
指导老师
产品名称
零件名称
拖拉机连杆
共21页
第19页
车间
工序号
工序名称
材料牌号
金工
挤压
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
挤压铜套孔
机械加工工艺卡片
产品型号
零件图号
指导老师:
产品名称
零件名称
拖拉机连杆
共21页
第20页
车间
工序号
工序名称
材料牌号
金工
镗孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T2115
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
半精镗、精镗小头衬套孔
专用镗杆
1000
0.25
0.2
0.2
1
机械加工工艺卡片
产品型号
零件图号
指导老师:
产品名称
零件名称
拖拉机连杆
共21页
第21页
车间
工序号
工序名称
材料牌号
金工
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每件台数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
研磨机床
1
夹具编号
夹具名称
切削液
I
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
研磨大头孔
内径千分尺
1000
0.32
0.05
0.05
1
 升级会员
升级会员 