FMEA失效模式与效应分析作业程序.docx
《FMEA失效模式与效应分析作业程序.docx》由会员分享,可在线阅读,更多相关《FMEA失效模式与效应分析作业程序.docx(9页珍藏版)》请在冰豆网上搜索。
FMEA失效模式与效应分析作业程序
1、目的:
預估產品可能發生的製程缺點,衡量該項缺點可能造成的影響,分析其製造或裝
配上的可能原因;及推定為防止或檢測該項缺點應改善的製程控制,以作為相關
改善措施編排優先順序之參考。
2、範圍:
DESIGNFMEA,PROCESSFMEA:
適用於產品在研發和製程中缺失經驗之工程匯聚。
。
3、權責:
研發部。
4、定義:
無。
5、作業內容:
5-1定義:
下列項目為DESIGN-PROCESSFMEA敘述。
5-1-1FMEA號碼—紀錄FMEA文件號碼,以便於管制。
5-1-2項目—記錄欲分析、管制之產品項目或製程。
5-1-3研發製程責任—填入對該項機器、設備或製程之主要負責單位、部門或廠商。
5-1-4編製—填入FMEA製作者之名字、電話及部門。
5-1-5型式/年份—填入產品投入年份或其他相關系統。
5-1-6關鍵日期—填入最初FMEA製作日期。
(此日期不可超過開始生產日期)
5-1-7FMEA日期—填入本案產品已完成第一次FMEA日期及最近修訂之日期。
5-1-8參與成員—列入相關本案製程責任者與部門。
5-1-9研發製程功能/要求—可能因此研發製程的影響而造成產品失效的特性。
5-1-10潛在失效模式—在正常適用的研發製程中,會潛在發生產品缺點之項目。
5-1-11潛在失效後果—特性失效時,對客戶或下工程所可能產生之潛在性影響。
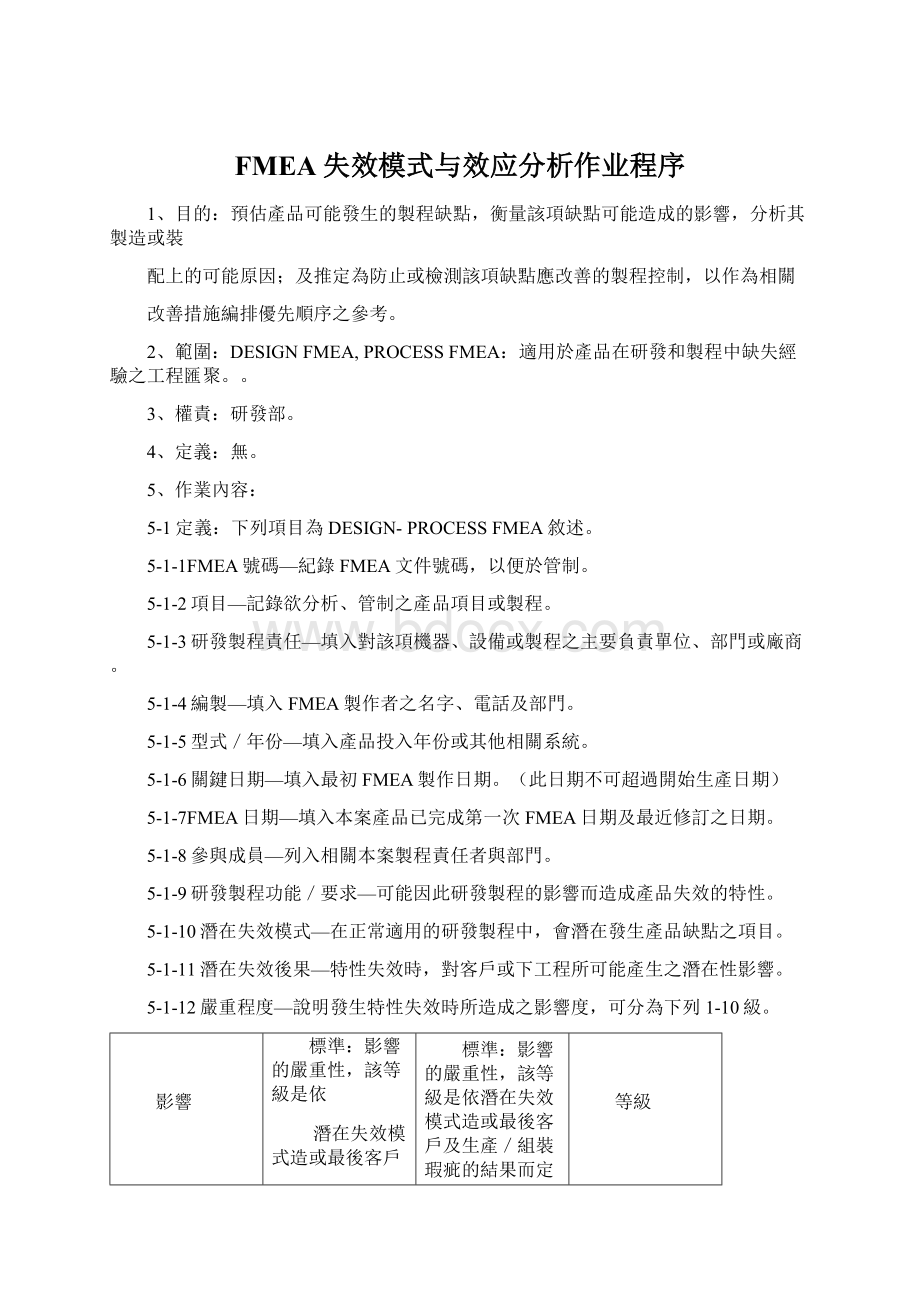
5-1-12嚴重程度—說明發生特性失效時所造成之影響度,可分為下列1-10級。
影響
標準:
影響的嚴重性,該等級是依
潛在失效模式造或最後客戶
及生產/組裝瑕疵的結果而
定。
且最後客戶應該優先被
考慮。
如果兩者均發生,則
以較高的嚴重等級來計算。
(對客戶的影響)
標準:
影響的嚴重性,該等級是依潛在失效模式造或最後客戶及生產/組裝瑕疵的結果而定。
且最後客戶應該優先被考慮。
如果兩者均發生,則以較高的嚴重等級來計算。
(對生產/裝配的影響)
等級
無預警的
危險
非常高的嚴重等級,無預警的影響
工具操作的安全或違反政府法令。
無預警的危及機械或組裝的操作者
10
有預警的危險
非常高的嚴重等級,有預警的影響
工具操作的安全或違反政府法令。
有預警的危及機械或組裝的操作者
9
很高
工具/產品無法使用
(失去主要功能)
100%的產品可能被報廢或工具/
產品需在維修部門修理超過1小
時。
8
高
工具/產品可以使用,但性能減
低,客戶很不滿意。
產品可能須被篩選且部份(少於
100%)須報廢或工具/產品需在維
修部門修理半小時至1小時。
7
中等
工具/產品可以使用,但舒適/方便性無法操作,客戶不滿意。
產品可能部份(少於100%)被報廢而
不經篩選,或工具/產品需在維修
部門修理半小時以下。
6
低
工具/產品可以使用,但舒適/方
便性方面的性能降低。
100%的產品可能須重工或工具/
產品需離線維修。
5
很低
安裝及外觀難看不合格,有超過
75%以上的客戶有查覺到此瑕疵。
產品可能必須被篩選,但無報廢,
且部份(少於100%)要重工。
4
較小
安裝及外觀難看不合格,有50%的
客戶有查覺到此瑕疵。
部分(少於100%)產品需在生產線上
(但不在生產站上)重工;無報廢。
3
極小
安裝及外觀難看不合格,有少於
25%的客戶有查覺到此瑕疵。
部分(少於100%)產品需在生產線上
與生產站上重工;無報廢。
2
無
無可識別的影響
對操作或操作者有微小不方便,但
無影響。
1
5-1-13級別—表示失效原因對失效模式之影響度,可分為下列等級:
分類代號
主要參數☆
關鍵參數(客戶要求)※
安規參數▽
其他參數無
5-1-14潛在失效原因—列出失效模式中,造成產品特性失效之潛在原因。
5-1-15頻率—填入失效潛在原因出現之頻率,可分為1-10個等級:
發生機率
發生頻率
PPK
等級
很高:
持續異常
≧0.1
<0.55
10
≧0.05
≧0.05
9
高:
頻繁異常
≧0.02
≧0.78
8
≧0.01
≧0.86
7
中度:
偶爾異常
≧0.005
≧0.94
6
≧0.002
≧1.00
5
≧0.001
≧1.10
4
低:
較少異常
≧0.0005
≧1.20
3
≧0.0001
≧1.30
2
幾乎無異常
≦0.00001
≧1.67
1
5-1-16現行製程管制—描述現行管制的方法或測試儀器,以防止潛在原因之發生。
5-1-17偵測度—表示發生特性失效後,在現行管制,檢測方式發現異常之難易度,可分為下列1-10個等級:
檢測(DEFECTION)
判斷標準
(Criteria)
檢驗類型
偵測方式的建議等級
等級(PANKING)
A
B
C
ALMOSTIMPOSSIBLE
絕對無法偵測到
×
無法偵測或無法被檢
驗
10
VERYREMOTE
管制方法也許無偵測到
×
管制方式
只能用間接或隨
機檢驗達成
9
REMOTE
管制方式只有微小機會
偵測到
×
管制方式
只可用目視檢驗
達成
8
VERYLOW
管制方式只有微小機會
偵測到
×
管制方式
可用重覆目視檢驗達成
7
LOW
管制方式也許可以偵側
到
×
×
管制方式只能以圖表
方式達成,如SPC.
6
MODERATE
管制方式也許可以偵側
到
×
管制方式為零件
離站後的各種量測動作
5
MODERATELYHIGH
管制方式有好的機會去
偵側到
×
×
隨後操作過程中的防
呆或裝配與首件檢查
的量測動作(只針對裝配因素而言)
4
HIGH
管制方式有好的機會去
偵側到
×
×
站上的防呆或隨後多
種層級操作上的錯誤
偵測,有差異的零件不
會被接受。
3
VERYHIGH
管制方式幾乎確定可以
偵測到
×
×
站上的防呆(有自動停
止動作的自動量測判
斷)異常零件無法通
過。
2
ALMOSTCERTAIN
管制方式一定可以偵測
到
×
因為已在製程/生產設
計時做過防呆,所以異
常零件不會被生產出
來。
1
檢驗類型:
a.防呆 b.量測 c.人工檢驗
5-1-18風險係數(RPN)=嚴重程度(S)*發生頻率(O)*偵測度(D)此項RPN數字越大,表示其發生風險度越大,再實施改善措施時,應列為第一優先考慮。
5-1-19建議措施—提出有效的改善行動,以抑制產品特性失效的產生:
5-1-19-1當特性失效之故障模式(FAILUREMODE)確立後,應針對RPN值最高者優先檢視。
5-1-19-2如故障原因未完成確立時,應以統計實驗計劃法(DOE)層別優先順序。
5-1-19-3針對特殊事件,如沒有確定之建議措施時,則可填入”NONE”於欄內。
5-1-19-4當RPN值超過100以上及嚴重程度8分以上者,必須有建議
措施。
5-1-19-5級別有標示符號時,應儘可能採取有效建議措施。
5-1-20責任及目標完成日期—針對建議措施,填入負責實施單位和預定完成時間。
5-1-21措施結果—簡述改善措施實施後之情況和效果資料。
5-1-22RPN成果—在改善行動後,無論改善或惡化,皆須重新計算RPN值。
5-2實施(FOLLOWUP):
5-2-1製程負責工程師有責任確保所有建議措施之完成與適時提出。
5-2-2FMEA是一種活動的文件,再開始投入生產階段時必須經常的反映及更新其相關之措施行動以持續改善提昇品質。
6、作業流程:
無
7、參考文件:
7-1POTENTIALFAILUREMOLDANDEFFECTSANALYSIS(F.M.E.A.)
8、使用表單:
8-1製程失效模式即效應分析CR-R-030
8-2設計失效模式即效應分析CR-R-034
 升级会员
升级会员 