SMT印刷技术和钢板选择.docx
《SMT印刷技术和钢板选择.docx》由会员分享,可在线阅读,更多相关《SMT印刷技术和钢板选择.docx(16页珍藏版)》请在冰豆网上搜索。
SMT印刷技术和钢板选择
SMT作业
(一)
印刷技术
印刷三要素:
网/钢版、印刷材料、刮刀
〈1〉网/钢板
A.网板:
较早的印刷方式,不适用精密印刷作业,现已无人采用。
B.钢板:
是以不锈钢、铜或黄铜等厚度在100》m〜250》m的金属片来作业.金属片的厚度决定了锡膏印刷的厚度。
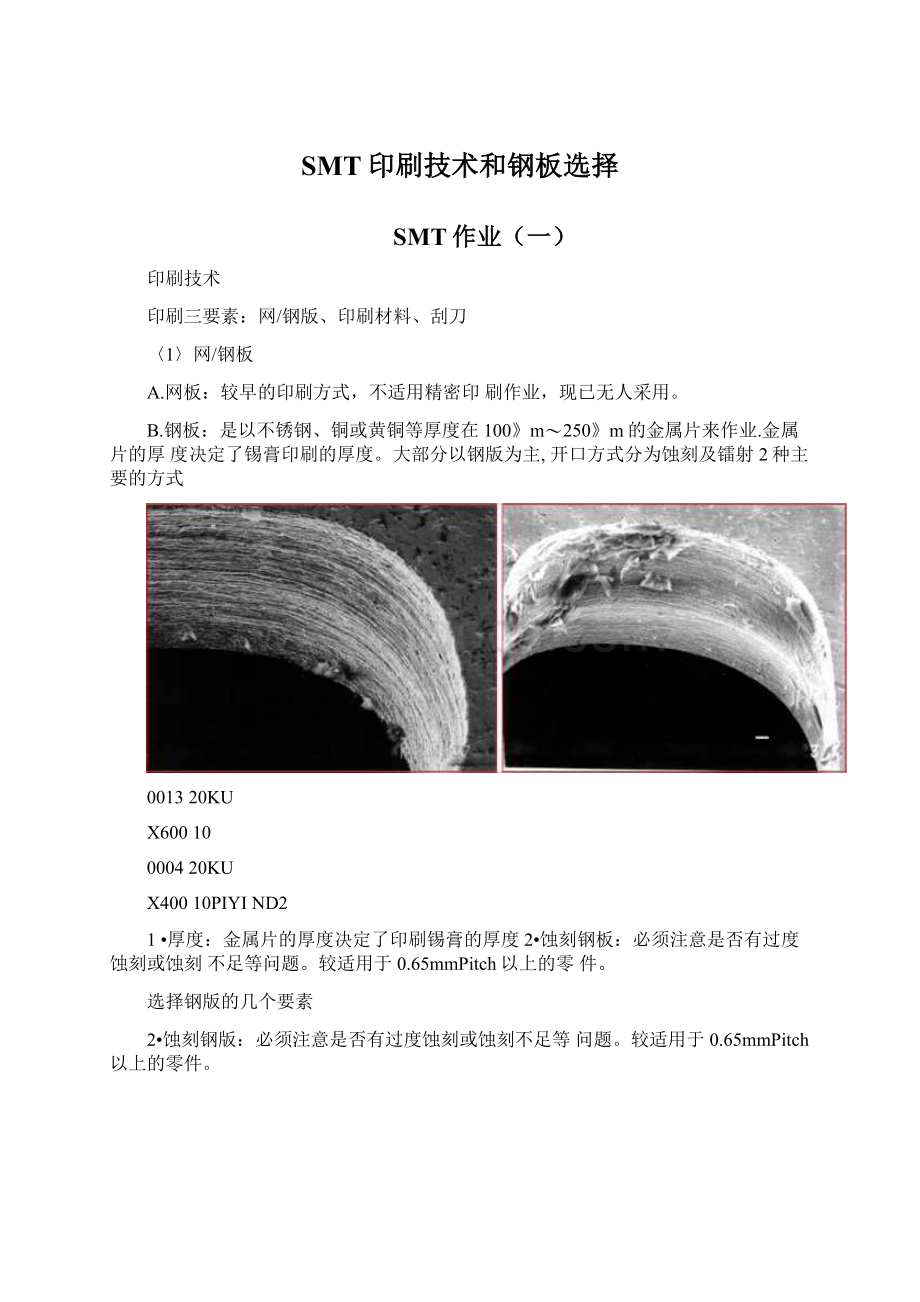
大部分以钢版为主,开口方式分为蚀刻及镭射2种主要的方式
001320KU
X60010
000420KU
X40010PIYIND2
1•厚度:
金属片的厚度决定了印刷锡膏的厚度2•蚀刻钢板:
必须注意是否有过度蚀刻或蚀刻不足等问题。
较适用于0.65mmPitch以上的零件。
选择钢版的几个要素
2•蚀刻钢版:
必须注意是否有过度蚀刻或蚀刻不足等问题。
较适用于0.65mmPitch以上的零件。
选择钢版的几个要素
0003
20KU
X600
3•镭射开口:
孔壁的粗糙度及毛边将影响脱模时,将锡膏滞留于孔壁的问题。
较适用于0.65mmPitch以下的零件
镭射开口:
孔壁的粗糙度及毛边将影响脱模时,将锡膏滞留于孔壁的问题。
较适用于0.65mmPitch以下的零件。
000520KUX600
选择钢版的几个要素
4•张力:
将钢版利用张网,张贴于框架上之张
力是否足够及平整。
5•开口尺寸及形状:
精心规划的开口形状及尺
寸控制,将有助于印刷后的焊接品质。
例如:
空焊、短路、锡珠等问题的避免等。
6•钢版表面:
适中的粗糙度将有助于锡膏在钢
版上有效的滚动。
〈2〉印刷材料
锡膏(Solderpaste):
大部分的流焊作业(Reflow)都是使用锡膏。
锡膏是锡铅颗粒为主的材料与助焊剂以一定的比例混合。
当加热到锡铅合金融点以上的温度时,焊锡颗粒熔融而形成焊接点。
〈2〉印刷材料
胶材(adhesive):
主要是为配合波焊时使用,但也有为了防止零件于Reflow时游移,或取置机高速甩动时固定用。
分为印刷用及机器点胶等2大类,尚且因固化方式而有不同的材质。
各种不同包装方式的锡膏与胶材
〈2〉印刷材料
(C)刮刀(squeegee):
刮刀是印刷作业的执行者,在钢网版表面推动印刷材料以滚动挤压的方式通过钢网版的开口完成印刷作业。
颗粒大小及形状(particlesize&shape):
颗粒越小及越圆
则越适用于细间距的零件,但氧化的程度较高。
Symbol
Particle0iameter
RefereneeMeshSize
IPC-SP-819
F
38-20pm
400*600mesh
Type4
A
53*25pm
300*500mesh
Type3
AB
63*38pm
250-400mesh
—
B
75*53pm
200*300mesh
Type2
2020/1/31
2.黏度(viscosity):
黏度的大小则决定了脱模时附着在PCBpad上的形状及残留量。
太黏则会被较小的及粗糙的钢版孔壁带走而残留,太稀则印在PCBpad上的锡膏易坍塌。
Symbol
Viscosityat
BROOKFIELD(cps)
M
800,000-1,000,000
S
600,000-800,000
D
400,000-600,000
t25°C
FluxContent
MALCOM(PS)
1,500-2,500
9.0-11.5%
1,000-1,500
10.5-13.0%
500*1,000
11.0*14.5%
3•金属含量(metalcontent):
决定了锡膏部分的黏稠度及Reflow后的焊接锡量。
Symbol
AlloyComposilion
Temperature(°C)
Use
Solidus
Liquidus
Sn62Sn62V
Sn/Pb/Ag
仃9
179
Silverelectrode,silvercircuit
Heatcyclestressresistantsolder
Sn63Sn63V
Sn/Pb
183
183
Generalpurpose
Heatcyclestressresistantsolder
Bi52
Bi57
Bi130
Bi165
Bi18
Sn/Bi/PbSn/Bi
Sn/Bi/Pb
Sn/Bi/PbSn/Bi/Pb
96
139
99
137
135
96
139
139
165仃3
Lowtemperaturesoldering
95ASn96
Sn/Sb
Sn/Ag
236
221
243
221
Lead-Free,Hightcreepstrength
588i
122
502
Sn/Pb/Ag/SbSn/Pb/SbSn/Pb/AgSn/Pb/Ag
240
240
285
296
240
260
296
301
Highmeltingpointsolder
4.助焊剂特性:
通常分为水洗、溶剂清洗及免洗三种形式。
5.金属成分:
决定了回焊(Reflow)之温度。
以63%的锡及37%铅而言。
其Reflow之温度为183°Co因此各种不同金属成分的搭配将产生不同之熔融点及焊接后之合金强度、污染、导电性、可靠度…等特性。
4.包装方式:
将可依运用方式分为筒装、管装及各设备专用小筒包装等。
若非专用包装,需特别注意再分装时之脱泡程度。
1.刮刀硬度:
以塑料材料制成之刮刀,一般称为软性刮刀。
在应用上必须配合印刷材料的黏度来选择硬度。
例如黏度较高之印刷材料则必须以较高硬度之刮刀来使用。
2.刮刀材质:
分为工程塑料类之软性刮刀及金属材料之钢刮刀。
软性刮刀是以硬度来决定材料的搭配,而钢刮刀是以厚度及高度来决定其应力。
3.作业角度及形状:
印刷时必须搭配固定的角度,用以形成印刷材料的滚动及挤压作用。
因此有以固定角度的形状,或以调整刮刀应用之方式决定作业时之角度。
1(1
'll
I111
RUB
OPI
SQ
RUBSQ
SQ
Z—MET/SQ
挤印头:
新式之印刷方式,是以挤印的方式进行作业,可
由挤印头之精密开口配合均缓之压力将印刷材料印于
PCB±O
VARIABLEVOLUMEACTUATOR(V.V.A.)I
VariableVolumeActuatortcchnclcgy
挤印头:
新式之印刷方式,是以挤印的方式进行作业,可由挤印头之精密开口配合均缓之压力将印刷材料印于PCB±o
n
J—rrictiori~>
:
鏗
•.VV,V/
Staticpr|n«t
i|oeitlcn论比3
FflintDirection
1•手工印刷:
是以人工握持刮刀执行印刷之方式,仅适用于较不精准的产品,于早期因设备投资成本较高时使用。
2•半自动印刷:
脱机式印刷设备,需由人工取放每一片印刷的PCB,机械定位的方式为主要类型。
3•全自动印刷:
连线式作业,设备可自动取送印刷PCB,并有视
觉对位系统及印刷后之2D/3D之检查功能。
且在各项印刷参
数上能有较多的选择。
更高级者尚具自动架设钢板等功能。
3•全自动印刷:
连线式作业,设备可自动取送印刷PCB,
并有视觉对位系统及印刷后之2D/3D之检查功能。
且在各项印刷参数上能有较多的选择。
更高级者尚具自动
架设钢板…等功能。
AutoPinPlacementSystem
TOPUNION
fSubstrate
Land
T7(印圧力£低<押»込入力£
弱粘着力£悪<抜1炖')
••等取得卩刷不良
印刷参数
1.
PASTE
STENCIL
NOSCAVENGING
\WOSTENCIL
刮刀压力(Downpressure):
主要作用在使网/钢版与
PCB紧密的结合,以取得较好的印刷结果。
并确保网/
钢板表面之锡膏或胶材能刮的平整乾净。
因此对压力
控制4一合龙现象。
PUMPINGACTION
OFSQUEEGEE.v
•SCAVENGING*
PASTE
STENCIL
\X\
LSTEHCILSTRETCH
\fROHFhlCTlOH
PCBOARD
印刷参数
1.刮刀压力(Downpressure):
主要作用在使网/钢版与POB紧密的结合,以取得较好的印刷结果。
并确保网/钢板表面之锡膏或胶材能刮的平整乾净。
因此对压力控制必须配合刮刀之特性、设备功能、角度…等取得一合适之压力。
以免压力太大或太小造成之印刷不良现象。
2.印刷速度(Traversespeed):
理想状况下是越慢越好,但会因此而影响到cycletimeo因此在能够保持锡膏正常滚动的状态下可将速度提高,并配合着压力的调整。
因速度快压力小,反之速度慢压力大。
3.印刷角度(Attackangle):
角度大小将决定流入网/钢板开口之压力及锡膏量。
2020/1/31
網/鋼版
lUrU1NIU1N
间隙(Snap-off):
对网板而言,需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。
但以钢板而言,则越平贴越好,以免厚度及印刷量上失去控制。
圖2.10)網版印刷原理(間隙式印刷)
網版印刷利用
彈作用>將印刷材料留在基板上
1.精度:
必须对准PAD之中央并不得偏移,因偏移将造成对位不准及锡珠零件偏移…等问题。
2.解析度:
印刷后之形状必须为一近似豆腐块的结构以免和临近的PADShorto
3.印刷厚度:
必须一致,才能控制每个焊点的品质水平
4.检验工具:
A.可用放大镜检视印刷后之解析度及精度
B•可用微量天秤量测同一PCB上之印刷材料总量
C.可使用Laser测厚仪量测,锡膏印刷后之厚度
D.可使用A0I来检测
E.可使用印刷机上之2D/3D之功能检测
Livevideoimages
Laser
jDPasteHeight
E•可使用印刷机上之2D/3D之功能检测
2.解析度:
印刷后之形状必须为一近似豆腐愧的结构以免和临近PADShorto
al
el
M
(S-7-X)」工o订工
Polymer
诃WIDTH
(nJ一工0-UJ工
 升级会员
升级会员 