转炉干法除尘工艺.docx
《转炉干法除尘工艺.docx》由会员分享,可在线阅读,更多相关《转炉干法除尘工艺.docx(14页珍藏版)》请在冰豆网上搜索。
转炉干法除尘工艺
转炉干法除尘工艺说明
1.转炉干法除尘工艺流程
目前转炉炼钢厂配置3座300t顶底复吹转炉,整个吹炼过程枪位和加料采用模式自动控制,在吹炼耗氧量达80%时启动烟气分析的自动化炼钢,可由模型控制冶炼过程的自动拉碳提枪。
但是模型的碳命中率为80%左右,而温度命中率不高。
转炉出钢采用挡渣出钢。
转炉装铁水基本不脱硫,采用定量装入制度,铁水加入量为200±5t,废钢加入料为30±5t。
铁水成分为:
C:
3.9~4.2%、Si:
0.4~0.8%、Mn:
0.35~0.40%、P:
0.08~0.10%、S:
0.02~0.04%,铁水温度T:
1300-1320℃。
转炉冶炼过程:
一般先兑入铁水再加废钢,如遇阴雨天气先加废钢,加入后前后摇炉,后摇直。
先降罩裙,后开吹,开吹时氧气流量设定为30000Nm3/h,经60s后升为正常氧气流量设定值为62000Nm3/h,随后吹炼过程氧气流量不变。
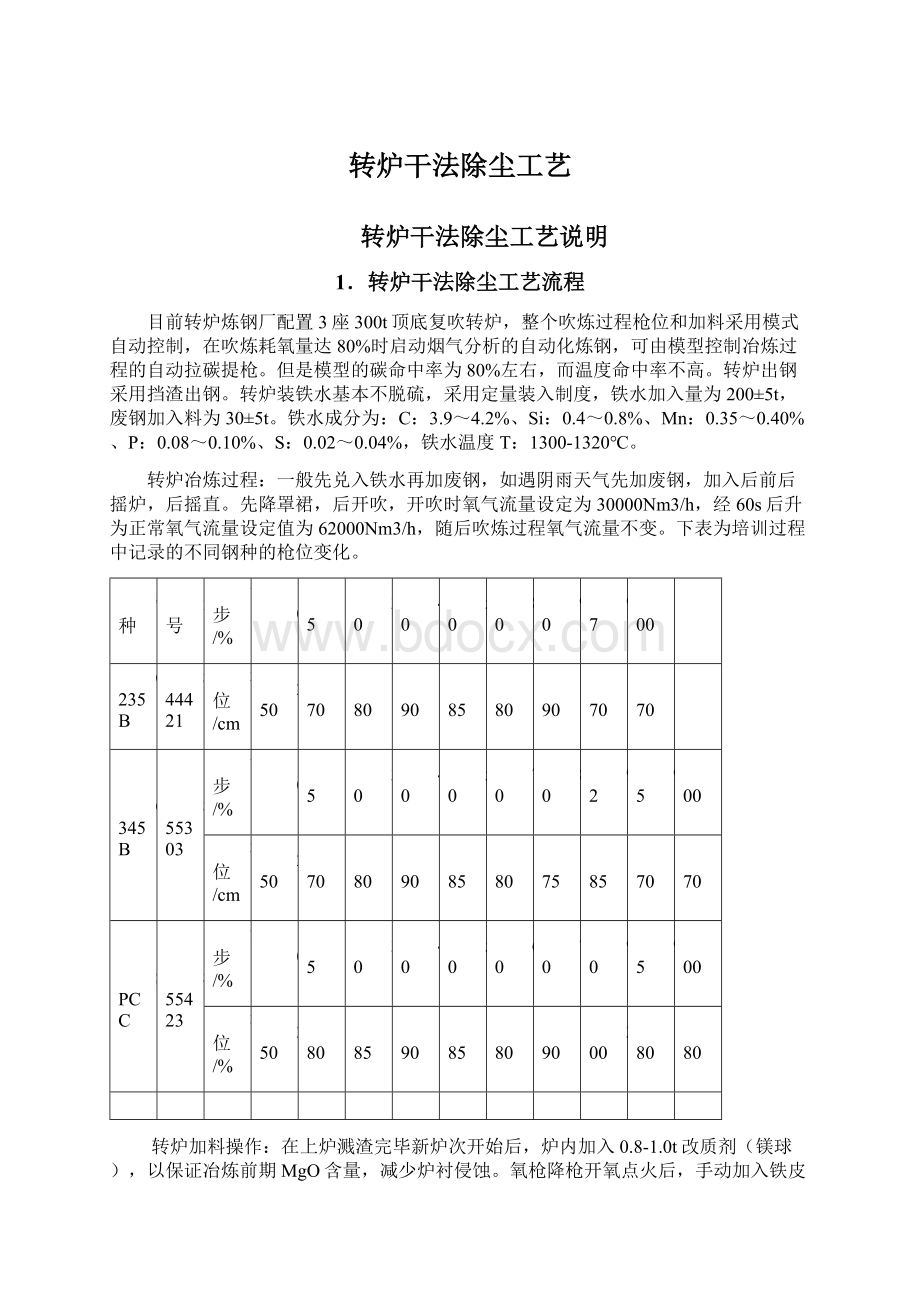
下表为培训过程中记录的不同钢种的枪位变化。
钢种
炉号
氧步/%
0
15
30
40
50
80
90
97
100
Q235B
844421
枪位/cm
250
170
180
190
185
180
190
170
170
Q345B
855303
氧步/%
0
15
30
40
50
70
80
92
95
100
枪位/cm
250
170
180
190
185
180
175
185
170
170
SPCC
855423
氧步/%
0
15
30
40
50
60
70
90
95
100
枪位/%
250
180
185
190
185
180
190
200
180
180
转炉加料操作:
在上炉溅渣完毕新炉次开始后,炉内加入0.8-1.0t改质剂(镁球),以保证冶炼前期MgO含量,减少炉衬侵蚀。
氧枪降枪开氧点火后,手动加入铁皮和生白云石,在吹炼至氧步5%(开吹1’40”左右)时按照模型计算自动加入白灰和轻烧白云石(白灰约4t,轻烧约2t),在吹炼至氧步40%时自动加入第二批料(为白灰和轻烧白云石),在以后会自动多批次少量加入白灰或轻烧白云石(每次加入约500kg),一般达10批次之多。
在吹炼过程可根据造渣情况手动加入铁皮或生白云石。
在接近吹炼终点时抬罩裙,拉碳提枪后进行手动测温、取样、测氧。
然后根据碳和温度的命中情况以及其他元素含量确定是否进行后吹。
如果钢水合格后进行出钢操作。
出钢完毕,加入生白云石或(和)镁球进行溅渣操作,加料后前后摇炉确认无大火后进行降枪溅渣。
溅渣完毕倒渣准备下一炉次冶炼。
2.工艺流程图
图1:
工艺流程图
图2:
工艺流程图
由此可见,转炉干法除尘系统包括的设备主要有:
蒸发冷却器(EC系统)、烟气管道、静电除尘器(EP系统)、ID风机、切换站(SOS)、煤气冷却器(GC)和放散烟囱等组成。
3.转炉干法除尘主要设备描述
3.1蒸发冷却器系统
3.1.1设备组成和功能
EC系统主要包括水冷烟道,织物补偿器、蒸发冷却器本体,EC水泵站,粗输灰系统。
EC本体包括筒体直段和筒体锥形段。
粗输灰系统主要包括刮板机、气动插板阀、紧急插板阀和灰仓。
EC系统使用的24杆双流喷枪安装在水冷烟道上。
织物补偿器处于水冷烟道及EC本体中间,起到补偿EC本体轴向的热涨冷缩的作用,补偿量为轴向-80mm~+10mm;径向为-30mm~+5mm,直径∮4000mm,高度400mm。
转炉冶炼时,含有大量CO的高温烟气经过汽化冷却系统后才能满足干法除尘系统的运行条件。
蒸发冷却器入口的烟气温度约为800~1000℃,出口温度的控制应根据静电除尘器的入口温度而定,静电除尘器的入口温度约为150-180℃,因此根据蒸发冷却器至静电除尘器间烟道对烟气的冷却情况,一般EC的出口温度控制在150~1800℃,才能达到静电除尘器除尘的要求。
为此,EC系统通过采用24杆喷枪进行转炉烟气的冷却,喷枪通过双流喷嘴对蒸汽和冷却水进行混合,达到冷却水的雾化效果,提高冷却水与气流的接触面积,使得转炉烟气得到良好、均匀的冷却。
喷射水与转炉烟气在运行的过程中,雾化水滴受烟气加热被蒸发,在汽化过程中吸收烟气的热量,从而降低烟气温度。
蒸发冷却器除了冷却烟气外,还可依靠EC入口处直筒体直径的扩张,造成气流的减速以及进口处水滴对烟尘的润湿将粗颗粒的烟尘分离出去,达到粗除尘的目的。
约25%-35%粗灰尘聚积在蒸发冷却器底部由链式输灰机排出。
蒸发冷却器还有对烟气进行调节改善的功能,即在降低气体温度的同时提高其露点,改变粉尘比电阻,有利于在静电除尘器中将粉尘分离出来。
粗输灰系统主要是靠粗输灰机头带动双排板式输灰链条将由EC系统产生的粉尘输送到储灰罐中,从而达到粉尘的排放功能。
3.1.2主要的工艺参数
(1)EC系统:
导流环材质1Gr25N20
喷枪双旋流喷枪24杆(进口)
蒸汽的压力:
1.0~1.3Mpa
蒸汽的流量:
7~10t
喷射水的压力:
0.6Mpa
最大喷水量:
55m3/h
喷枪的数目:
24
EC的入口温度:
800℃~1000℃
(2)粗输灰系统:
粗灰的主要成分:
FeO、Fe2O3、灰尘等
重量:
1500~2600kg/m3
温度:
Max=250℃
粒度:
0.1~3mm
含水量:
3~5%
3.2静电除尘器
3.2.1设备组成和功能
静电除尘器主要包括阳极板、阴极框架和阴极线、出入口分布板、刮灰机、阳极振打、阴极振打、分布板振打、除尘器壳体。
静电除尘器主要通过对阴极线施加高压电,阴极框架和阳极板之间形成闭合的电场,形成电流,对通过电场气流中的颗粒进行击打,使其中的灰尘分别带有正电荷和负电荷,分别吸附在阴极线和阳极板上,达到除尘的效果。
吸附在阴极线和阳极板的灰尘通过阴、阳极振打,落在除尘器内,并通过A、B刮灰机将灰尘排到输灰系统中。
EP出入口分布板的作用:
从管道中过来的气流能够均匀的通过除尘器,防止除尘器内出现局部灰尘过大的现象,并通过分布板振打装置将黏附在分布板上的灰尘振落。
静电除尘器为圆筒形静电除尘器,它是转炉烟气干法除尘系统中的关键除尘设备,其主要特点为:
①优异的极配形式。
由于转炉煤气的含尘量较高,在进入电除尘器时,一般为80~150mg/Nm3,而除尘器出口的排放浓度要求小于15mg/Nm3。
这就要求电除尘器具有非常高的除尘效率,而除尘效率高低的主要因素就取决于其极配设计的合理性。
该除尘器分为4个独立的电场。
每个电场均采用了C型阳极板,由于烟气具有较高的腐蚀性,所以A、B电场的阳极板采用了不锈钢材料。
为了防止阴极线的断裂,阴极采用锯齿形的整体设计。
通过对投入运行设备的检测,证明了该极配形式能够保证除尘效率。
②良好的安全防爆性能。
由于转炉煤气属于易燃易爆介质,对设备的强度、密封性及安全泄爆性提出了很高的要求。
该除尘设备采用了抗压的圆筒外形,并且在制作时采用锅炉设备的焊接要求,另外在锥形进出口各装有4套泄爆装置,从而保证了除尘器长期运行的安全可靠性。
③除尘器内部的扇形刮灰装置。
电除尘器内部刮灰装置是电除尘器中非常重要的一部分,电除尘器排灰是否顺利,会影响到整个系统的正常运转。
该除尘器的刮灰装置采用齿轮带动弧形销齿传动,并采用甘油集中润滑,保证了刮灰装置的顺利运行。
④耐高温的双排链式输送机。
由于该除尘设备除尘效率高,所以有大量的灰需要即时输送出去。
设备采用了可靠的耐高温的双排链式输送机进行输灰,确保输灰顺畅。
3.2.2主要设备参数
阳极板:
27块/电场
阴极框架:
26块/电场
同极距:
350mm
异极距:
150mm
阳极振打驱动装置:
7套,A、B、C电场为双侧振打,D电场为单侧振打
阳极振打锤:
27件/电场
阴极振打驱动装置:
6套,A、B电场为双侧振打,C、D电场为单侧振打
阴极振打锤:
26件/电场
入口分布板振打驱动装置:
3套
振打锤的数目:
3/5/7
出口分布板振打驱动装置:
1套
振打锤数目:
7件
刮灰机的驱动装置:
2套,其中A、B电场为1套,其中C、D电场为1套
刮灰机的数目:
4套,每个电场为1套。
A、B电场的电压为50KV以上,电流1800mA以上。
C、D电场的电压为50KV以上,电流2500mA以上。
绝缘子的氮气流量:
300m3/h
绝缘子的温度:
50-60℃
绝缘子的氮气压力:
4~7Kpa
在吹炼的过程中,除尘器的工作压力:
<0
除尘器的入口温度,出口温度:
150-180℃
3.3细输灰系统
细输灰系统主要包括1#输灰机、1台紧急插板阀、1台双层翻板阀、2#输灰机、斗提机、螺旋输灰机、储灰仓(两台除尘器共用)。
作用是由电场除尘产生的灰尘通过细输灰系统运送到储灰仓内,进行临时的储存,然后运走。
细灰的参数:
主要成分FeO、Fe2O3、灰尘等
重量:
1000~1300kg/m3
温度:
Max=300℃
粒度:
0.01~1mm
含水量:
1.5%
3.4ID风机
3.4.1设备组成和功能
ID风机包括风机本体和冷却风机组成。
风机主要为干法除尘系统提供动力,将转炉在生产过程中产生的烟气和烟尘吸到除尘器内,通过除尘器对转炉烟气进行净化,净化后的转炉烟气分别送往煤气柜或者送往放散烟囱燃烧后排放到大气内。
3.4.2主要的工艺参数
风机的转速:
(最大)1750rpm
电机的功率:
1150KW
风机流量:
101.1m3/s
气流密度:
0.72kg/m3
风机全压:
8120pa
3.4切换站和放散烟囱
3.4.1设备组成和功能
切换站主要由回收杯阀、放散杯阀、液压站和煤气冷却器入口眼镜阀组成。
放散烟囱主要由点火装置和放散烟囱组成。
切换站的功能通过对烟气成分的化验和分析,进行煤气的回收或放散,由两套杯阀进行煤气的回收或者放散。
在转炉处于吹炼阶段时,当煤气条件符合回收条件时,回收阀打开放散杯阀关闭,进行煤气回收;其它情况时,回收阀关闭放散杯阀打开。
3.4.2主要设备参数
放散杯阀DN2000
回收杯阀DN1600
循环泵数量1台
加热器启油温≤20℃
加热器停油温≥40℃
冷却水切断阀开油温>40℃后延时5分钟
油温报警温度≥55℃
眼镜阀泵1台
焦炉煤气的压力3~5kpa
吹扫氮气的压力3~5bar
紧急氮气的压力15~20bar
3.5煤气冷却器和GC泵站
对于达到回收条件的煤气,由于温度比较高,为了对煤气进行降温,在高温煤气进入煤气冷却器之后,通过两层喷嘴对高温煤气进行冷却,达到回收所需要的温度(<71℃)。
GC泵站为煤气冷却器提供冷却水。
4.静电除尘器卸爆控制分析
4.1EP发生卸爆的危害
与转炉湿法除尘相比,虽然干法除尘工艺在除尘效率、能耗和二次污染有着许多无可比拟的优势,但是干法除尘系统技术要求高、操作难度大、危险程度高,对转炉工艺产生烟气的时间、成分都有严格的要求,即在系统运行过程中严格遵循四项控制原则:
控制烟气、监测、温度和湿度。
在国内外投产转炉干法除尘系统的诸多钢厂中,投产初期都因设备、工艺、操作等原因造成静电除尘器的卸爆,对EP设备、生产造成损失。
因此干法除尘工艺的关键控制点为防止静电除尘器的卸爆,如果发生卸爆将造成设备损坏、降低除尘效率,严重者直接将设备损毁,无法进行转炉冶炼操作造成停产。
从包钢发生卸爆造成的危害归纳如下:
(1)造成阳极板变形、错位、阳极板筋板的变形、两块阳极板之间限位杆的变形,造成极距的变化,导致电场电压的稳定性降低,电场电压无法升高,影响除尘器的效果。
(2)造成阳极框架变形、阴极线的松弛、断裂,造成极距的变化,导致电场电压稳定性降低,电场电压无法升高,影响除尘器的效果。
(3)造成阴极吊挂的变形,造成高压电直接接地或者与除尘器的距离过小造成电场电压无法升高,影响除尘效果。
(4)导致阴阳极振打传动轴的变形,振打系统无法正常工作。
(5)导致刮灰机的吊挂变形,刮灰机无法工作,失去刮灰效果。
4.2EP卸爆原理控制分析
采用转炉干法除尘工艺的关键控制点为防止静电除尘器的卸爆。
但是EP卸爆的控制是电气、设备和工艺操作共同努力的结果,只有在干法系统各种PID控制、设备完好的情况下,才能从工艺操作上控制烟气的产生时间和成分,从而避免卸爆的发生。
从目前包钢卸爆发生阶段来看主要有:
兑铁和加废钢阶段、开吹阶段、吹炼中期抬枪二次下枪时刻、加料期间、溅渣期间。
较为严重的为吹炼中期发生卸爆。
所谓的卸爆主要是由于烟气中的CO和O2、H2和O2达到特定含量范围内,在静电除尘器内由于阴极丝和阳极板间产生放电造成内部CO和O2、H2和O2的瞬时爆燃,EP内部压力产生瞬时正压,当达到EP卸爆阀开启压力时,卸爆阀打开进行EP的泄压,避免对EP内部设备的损坏。
转炉烟气中的可燃气体成分主要为CO和H2,这两种气体在EP内发生爆燃的条件有三:
(1)可燃性气体与氧气混合浓度达到爆炸极限;CO>9%,O2>6%;H2>3%,O2>2%;
(2)混合气体的温度在着火点以下,CO:
610℃;H2:
375℃。
(3)存在火种。
烟气中CO和H2引起卸爆发生的阶段分为:
(1)CO:
主要在开吹、吹炼中期抬枪二次下枪、终点拉碳、溅渣阶段。
(2)H2:
主要是溜槽漏水或加入料潮湿造成加料或烟气中O2含量较高时产生卸爆。
目前对EP卸爆控制H2引起的卸爆很少发生,主要是由于几乎没有发生过因H2而产生的卸爆,因此即使烟气中H2和O2含量达到卸爆范围也不会影响转炉冶炼操作。
因此在实际转炉冶炼中主要通过控制烟气中CO和O2含量对卸爆进行控制,详细分析如下:
在常规转炉吹炼过程中,铁水含碳量在4.0-4.5%,吹炼过程脱碳速度满足以下如图所示的三个阶段:
图5.脱碳速度曲线
从图中可以看出,铁水在整个吹炼过程中脱碳速度一般分为三个阶段:
在第Ⅰ阶段:
由于Si、Mn氧化优先于C氧化,并且开吹初期铁水温度较低,因此铁水脱碳速度会随着Si、Mn氧化以及温度的升高逐渐增加。
此时烟道内仍为空气,如果开吹阶段采用较大供氧流量引起熔池强烈的脱碳反应生成大量的CO,因此容易达到CO>9%,O2>6%的卸爆临界点。
在实际控制过程中,烟气中的O2含量降低速度很难控制,只能通过降低CO的生成速度来降低烟气中CO和O2含量的交点,从而降低EP卸爆的可能性,如图6所示。
而降低CO生成速度主要通过采用高枪位、低供氧流量使得氧气主要在促进化渣而减少进入熔池内的氧。
图6冶炼过程卸爆控制点
在第Ⅱ阶段,脱碳速度基本为定值,此时生成大量的CO气体,炉口吸入的空气也会与炉气中CO完全燃烧,烟气中氧气含量非常低。
因此在冶炼过程一般不会发生卸爆。
此时如果发生事故提枪,当再下枪时易发生卸爆。
主要原因是由于再下枪时,钢液内Si、Mn等元素已氧化完,吹入氧量立即与钢中碳发生反应,由于脱碳速度快,烟气中会瞬时产生大量的CO,而此时烟道内存有大量的空气,当两者在静电除尘器内接触时极易发生卸爆。
因此此时控制卸爆的终点仍然在炉内CO生成速度上,通过控制枪位、氧流量和渣中氧含量,使初始生成CO能全部转化为CO2,当生成大量CO时烟气中O2含量已降到较低水平。
在第Ⅲ阶段,脱碳速度随着钢中碳含量的降低而逐渐降低,此时如无吹炼中断则不会发生卸爆问题,因为此时钢中的O2含量非常低。
但是在进行高拉碳操作时容易发生卸爆,此时卸爆原因类似于吹炼中期抬枪后再下枪时产生的卸爆。
包钢实际操作经验也证明在高拉碳[C]≥0.15%时容易发生卸爆,因此包钢规定在实际拉碳操作中[C]必须小于0.15%。
通过以上分析可知:
易于发生卸爆的位置主要在开吹、吹炼中期事故抬枪后再下枪以及高拉碳时后吹操作,控制的主要原则是控制开吹氧气流量和枪位,尽量减少开吹时向熔池内供氧,从而减少初始CO的生成速率,避免烟气中CO和O2浓度达到卸爆范围。
4.2卸爆产生原因
(1)转炉兑铁加废钢、添加料引起的卸爆,主要集中在转炉装料阶段、吹炼的初期阶段和转炉溅渣阶段。
在转炉装料阶段主要是由于废钢中有时含有各种油脂、细小粉尘造成兑铁过程生成大量烟尘,如果风机转速较小造成烟道内压力增加或大量细小粉尘进入EP本体,在EP阴极丝和阳极板发生放电的情况下容易造成粉尘爆燃。
在转炉溅渣阶段下枪前一般加入镁球和生白云石,如果瞬时加入大量镁球(含有少量碳),碳与渣中FeO反应产生加入大量CO易于造成卸爆。
在溅渣时在加料后通过前后摇炉确认炉内无大火后再下枪溅渣,或者通过多批次少量加入。
因此在实际转炉冶炼中应严格控制潮湿、含碳量高、易燃物料的添加重量和添加的工艺时间。
(2)如果设备状况不佳,也会引起卸爆。
如EP电场内异极距为150mm,同极距为350mm,如果阴极丝和阳极板振打周期设置不合适造成积灰过多或阴极丝、阳极板变形都会造成异极距的变化,从而导致电场放电次数的增多,不仅影响静电除尘器的除尘效率(电压升不上去),也会造成卸爆几率的增加。
(3)烟道漏水。
吹炼过程烟道漏水造成烟气中H2含量增加,会增加静电除尘器的卸爆几率。
因此在实际维检时应及时检查设备的漏水状况。
(4)烟气的温度。
烟气在EP内的温度对静电除尘器的除尘效果有重要影响。
如果EC喷水量过大造成烟气温度过低或烟气含水量过高,不仅造成烟气粉尘不易荷电且含水量增加会增加EP电场的放电次数,严重影响EP除尘效果。
因此应严格控制烟气在EC出口的温度。
(5)转炉停吹测温后加料降温。
转炉吹炼停止后,进行测温,如果温度偏高需要加入生白云石或铁皮球进行降温操作。
如果一次性加入量过大,生白云石瞬时分解产生大量CO2气体,造成管道内压力为瞬时增高而风机转速仍为转炉停吹时的低转速,造成烟道内大量烟气无法排出,EP压力瞬时升高达到一定程度EP卸爆阀打开进行泄压。
或铁皮球与熔池内剩余碳反应生成大量CO,而此时烟道内充满空气,大量CO与O2混合,如果CO没有完全燃烧完毕,则在EP内就会发生卸爆的可能。
因此在转炉终点拉碳出钢时,一是尽量避免终点温度过高,而是加料时多批次、少量。
4.3防止卸爆采取的措施
经过专家两年多经验得出预防干法除尘系统静电除尘器卸爆的原则为:
(1)严格控制入炉原材料。
凡一切携带水、铁尘、铁珠、碳颗粒的原材料都应严格控制。
(2)稳定冶炼工艺操作。
通过培训、学习的手段不断提高操作工素质,稳定操作。
(3)设备的稳定运行。
针对转炉冶炼过程各阶段可能发生的卸爆成因制定以下事故预案:
(一)下枪开氧后,铁水未打着火或炉内大翻
1、事故原因
(1)由于炉内剩渣过多。
(2)先兑铁水,后加废钢,造成大量废钢漂浮在铁水表面。
(3)废钢质量较差,有大量轻型废钢或渣钢较多。
(4)铁水带渣量较大。
(5)翻料后,耐火材料未烧结好,兑铁时脱落。
2、处理方法
(1)马上抬枪停吹,避免因打火时间过长,使烟气中O2含量过高,渣中FeO激增,C---O反应突然爆发造成大喷。
(2)当炉内冒大火但干法系统未发生泄瀑时,要及时吊枪,防止瞬时产生大量的CO气体,造成泄瀑。
(3)在火未打着前,严禁加料,当使用自动炼钢系统时,要马上选为手动模式避免未打着火时有大批料加入炉内。
(4)提枪后来回摇炉,利用底吹的搅拌,使覆盖物熔化或部分熔化,并消耗一定的FeO,避免下枪后发生大喷。
(5)如铁水带渣量较大,要进行倒渣,开新炉第一炉铁水必须进行扒渣。
(6)当由于上述原因造成干法除尘系统发生泄瀑时,要马上抬枪。
待系统恢复正常后,先将低氧压时间修改为90秒,可直接下枪吹炼,无须对钢水进行脱氧处理。
3、避免措施
(1)炉内不留渣或少留渣。
(2)先加废钢再兑铁水。
(3)避免废钢中含有大量的轻型废钢或渣钢。
(4)铁水带渣量大时,要进行脱硫扒渣,将铁渣尽量扒净。
(5)在补炉料完全烧结好后再进行冶炼。
(二)吹炼过程中喷溅
1、事故原因
(1)氧枪枪位控制不当。
(2)熔池温度控制不当。
(3)铁水含渣量过大或炉内剩渣过多。
2、处理方法
(1)尽量利用枪位与渣料控制炉渣,杜绝爆发大型喷溅,小喷溅不能抬枪。
(2)当喷溅情况极为严重时,抬枪后必须倒渣,并进行脱氧处理。
具体方法为:
向炉内加入Al锭或AL-Mn-Ti合金,合金加入后反复摇炉,保证脱氧剂与熔池中的氧充分反应。
反复摇炉后,干法主控人员要确认操作画面中的干法吹炼阶段码是否显示为“吹炼结束”状态,如果显示其它状态,要在转炉氧枪主画面中选择正确的状态码。
(3)再次下枪前要进行测温,确认炉温低于1500℃时,方可再次下枪吹炼,并在下枪前将低氧压时间修改为90秒。
(当抬枪前的吹炼时间大于14分钟时,必须先点击氧枪画面的“选择点吹吹氧”按钮,再修改低氧压吹炼时间为90秒,并在吹氧结束后将“选择点吹吹氧”按钮复位。
)
3、避免措施
(1)枪位控制合理,避免渣中FeO大量聚集。
(2)炉温控制适当,避免突然剧烈冷却熔池。
(3)不留渣或少留渣。
(4)铁水带渣量大时要过脱硫扒渣进行处理。
(三)吹炼过程中事故抬枪
1、事故原因
(1)各种A类连锁报警。
(2)喷溅等不正常状态。
(3)干法除尘报警或显示“急停”信号。
2、处理方法
(1)报警时马上通知干法主控,并与相关部门联系,确认报警原因。
(2)发生钢丝绳松弛报警导致氧枪无法下降时,必须抬枪停吹,由设备人员确认报警原因,并处理。
(3)干法除尘“急停”信号报警抬枪后,必须检查氧枪喷孔是否堵塞,如发生氧枪堵塞或烧枪事故,马上旋枪。
(4)抬枪后必须倒渣,并进行脱氧处理。
具体方法为:
向炉内加入C-Si和Al锭或AL-Mn-Ti合金,合金加入后反复摇炉,保证脱氧剂与熔池中的氧充分反应。
反复摇炉后,干法主控人员要确认操作画面中的干法吹炼阶段码是否显示为“吹炼结束”状态,如果显示其它状态,要在转炉氧枪主画面中选择正确的状态码。
(4)故障处理完毕,再次下枪前要进行测温,确认炉温低于1500℃时,方可再次下枪吹炼,并在下枪前将低氧压时间修改为90秒。
(当抬枪前的吹炼时间大于14分钟时,必须先点击氧枪画面的“选择点吹吹氧”按钮,再修改低氧压吹炼时间为90秒,并在吹氧结束后将“选择点吹吹氧”按钮复位。
)
(5)下枪前要与干法主控联系,再次确认是否具备下枪条件。
(6)底吹流量改为手动模式,并调整为最大值。
(7)下枪后合理调整枪位,使用压渣料避免发生喷溅。
(8)正常出钢后,恢复系统正常,并与除尘人员再次联系能否开始下一炉次生产。
3、避免措施
(1)接班后检查各个连锁点是否正常,如发现问题及时处理。
(2)与除尘人员及时联系,认真执行联系确认制度。
(3)合理控制枪位及熔池温度。
(四)氧枪提升装置突然掉电,氧枪无法抬起,氧气快切阀无法关闭
1、事故原因
(1)外网掉电。
(2)电气系统故障。
2、处理方法
(1)使用氧枪事故提升装置将氧枪提出转炉,并同时使用事故关氧钥匙关闭氧气。
(2)通知干法除尘人员。
(3)如果事故提升装置失灵,直接利用关氧钥匙关闭氧气。
(4)如果无法利用关氧钥匙关闭氧气时,严禁将氧枪提起,要由设备人员手动关闭氧气截止阀和手动截门,然后进行处理。
3、避免措施
(1)每天生产前必须检查事故提升及关氧装置,保证设备运转正常。
(五)溅渣泄瀑
1、事故原因
(1)溅渣过程中加入大量的含碳溅渣料,导致干法除尘系统泄瀑。
(2)溅渣时渣料的加入时间不正确,导致系统泄瀑。
2、处理方法
(1)马上抬枪,通知设备人员处理泄瀑,恢复干法系统。
(2)停止溅渣,将炉内剩渣倒掉,并避免炉口向上。
3、避免措施
(1)使用正确的溅渣操作。
正确的操作顺序为:
a.首先加入白云石
b.加改性剂
 升级会员
升级会员 