编程题题库.docx
《编程题题库.docx》由会员分享,可在线阅读,更多相关《编程题题库.docx(26页珍藏版)》请在冰豆网上搜索。
编程题题库
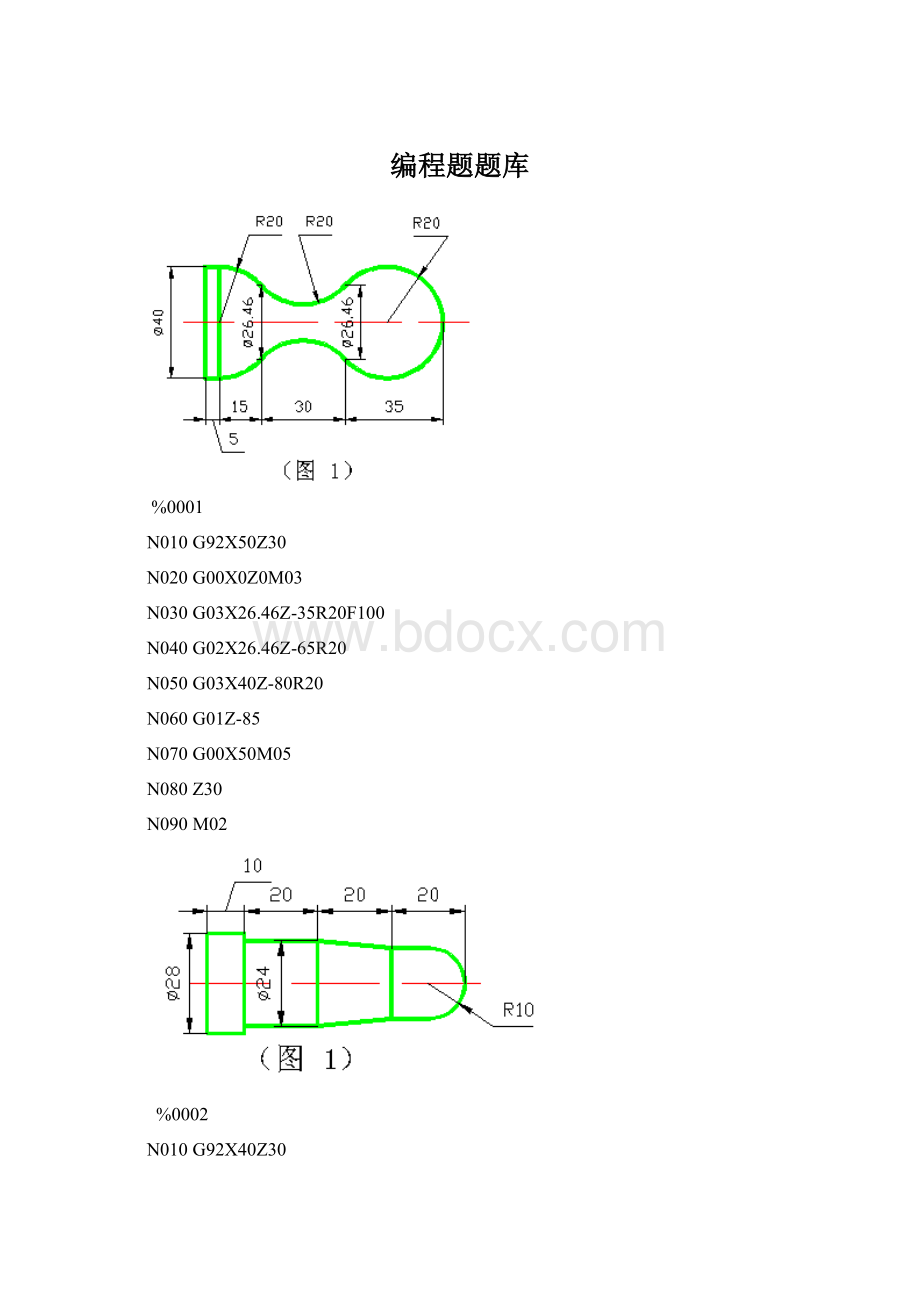
%0001
N010G92X50Z30
N020G00X0Z0M03
N030G03X26.46Z-35R20F100
N040G02X26.46Z-65R20
N050G03X40Z-80R20
N060G01Z-85
N070G00X50M05
N080Z30
N090M02
%0002
N010G92X40Z30
N020G00X0Z0M03
N030G03X20Z-10R10F200
N040G01Z-20
N050X24Z-40
N060Z-60
N070X28
N080Z-70
N090G00X40M05
N100Z30
N110M02
%0005 程序号
N010G92X40Z30 对刀点
N020M06T0101 换1号刀,粗车外圆
N030G00Z0M03
N040G73U10W5R4P100Q150X0.6Z0.3F400S500
N100G01X12.2F100
N110Z-21
N120X16.2
N130Z-29.5
N140X24.2Z-46
N150Z-72
N050G00X40
N060Z30M05
N070T0100
N200M06T0202 2号刀精车外圆
N210G00Z0M03
N220G01X10.88F100
N230X11.88Z-1
N240Z-21
N250X15
N260X16Z-22
N270Z-29.5
N280X24Z-46
N290Z-72
N300G00X40
N310Z30M05
N320T0200
N400M06T0404 4号刀切槽
N410G00Z-17
N420G81X9Z-17F100
N430G81X9Z-18
N440G01Z-16
N450X11.88
N460X10.88Z-17
N470G00X40
N480Z30M05
N490T0400
N500M06T0303 3号刀螺纹加工
N510G00Z3M03
N520G82X11.08Z-19F1.5
N530G82X10.48Z-19
N540G82X10.08Z-19
N550G82X10.02Z-19
N560G00Z30M05
N570T0300
N600M06T0404 4号刀切槽、切断
N610G00Z-51M03
N620G81X20Z-51F100
N630G81X20Z-52F100
N640G00Z-61
N650G81X20Z-61F100
N660G81X20Z-64
N670G81X20Z-67
N680G00Z-66
N690G81X13Z-66F100
N700G01Z-63F100
N710X20
N720G03X14Z-66R3
N730G01X0
N740G00X40
N750Z30M05
N760M02
六、数控车削零件如图2所示,毛坯材料为45号钢,直径为30mm,长度为100mm。
要求:
使用4把车刀,1号刀为粗车90°外圆车刀,2号刀为精车90°外圆车刀,3号刀为切断刀(刀宽3mm),4号刀为三角螺纹车刀。
请编写粗、精车加工程序,并予以对应工艺说明。
(附螺纹有关参数:
牙深(半径量)0.974mm,切削深度(直径量)第1次0.8mm,第2次0.6mm,第3次0.4mm,第4次0.16mm)(18分)
%0003
N010G92X40Z30
N020M06T0101 1号刀粗车外圆
N030G00Z0M03
N040G73U8W5R3P100Q160X0.6Z0.2F400S500
N100G01X20F100
N110Z-29
N120X24.15
N130X28.15Z-48
N140Z-50
N150G02X28.15Z-70R20
N160G01Z-86
N050G00X40Z30M05
N060T0100
N070M06T0202 2号刀精车外圆
N200G00Z0M03
N210G01X18.85F100
N220X19.15Z-1
N230Z-29
N240X24
N250X28Z-48
N260Z-50
N270G02X28Z-70R20
N280G01Z-86
N290G00X40Z30M05
N300T0200
N400M06T0404 4号刀切槽
N410G00X40Z-25M03
N420G01X16F100
N430G00X40
N440Z-26
N450G01X16F100
N460G00X40
N470Z-24
N480G01X19.85F100
N490X18.85Z-25
N500G00X40
N510Z30M05
N520T0400
N600M06T0303 3号刀螺纹加工
N610G00X40Z3M03
N620G82X19.05Z-27F1.5
N630G82X18.45Z-27
N640G82X18.05Z-27
N650G82X18.05Z-27
N660G00Z30M05
N670T0300
N700M06T0404 4号刀切槽、切断
N710G00X40Z-72M03
N720G81X20Z-72F100
N730G81X20Z-75
N740G81X20Z-78
N750G81X20Z-81
N760G81X20Z-83
N770G00Z-80
N780G01X16F100
N790G00X21
N800Z-79
N810G01X20F100
N820X19Z-80
N830X0
N840G00X40
N850Z30M05
N860M02
六、数控车削零件如图2所示,毛坯材料为45号钢,直径为35mm,长度为120mm。
要求:
使用4把车刀,1号刀为粗车90°外圆车刀,2号刀为精车90°外圆车刀,3号刀为切断刀(刀宽3mm),4号刀为三角螺纹车刀。
请编写粗、精车加工程序,并予以对应工艺说明。
(附螺纹有关参数:
牙深(半径量)0.974mm,切削深度(直径量)第1次0.8mm,第2次0.6mm,第3次0.4mm,第4次0.16mm)(18分)
七、数控铣削如图3所示的零件,毛坯材料为45号钢,直径为200mm,高度为60mm。
要求:
(1)铣平上端面;
(2)铣凹槽,槽深10mm。
(说明:
可以选用多把不同半径端铣刀)(12分)
%0009
N010G92X0Y0Z30
N020G00X95Y0M03 铣上端面
N030G01Z-5F200
N031G91G02X0Y0I-95J0
N032G01X-10
N033G02X0Y0I-85J0
N034G01X-10
N035G02X0Y0I-75J0
N036G01X-10
N040G02X0Y0I-65J0
N050G01X-10
N060G02X0Y0I-55J0
N070G01X-10
N080G02X0Y0I-45J0
N090G01X-10
N100G02X0Y0I-35J0
N110G01X-10
N120G02X0Y0I-25J0
N130G01X-10
N140G02X0Y0I-15J0
N150G01X-10
N160G02X0Y0I-5J0
N170G90G00Z30
N180X0Y0
N200G00X85Y0 铣凹槽
N210G01Z-15F200
N220G91G02X0Y0I-85
N250G90G00Z30
N260X0Y0
N300M98P1000
N310G68X0Y0P90
N320M98P1000
N330G69
N340G68X0Y0P-90
N350M98P1000
N360G69
N370G24X0
N380M98P1000
N390G25X0
N400M05
N410M30
%1000
N010G00X85Y0
N020G01Z-15F200
N030G91G02X0Y0I-25
N060G90G00Z30
N070X0Y0
N080M99
七、数控铣削如图3所示的零件,毛坯材料为45号钢,直径为140mm,高度为50mm。
要求:
(1)铣平上端面;
(2)铣凹槽,槽深6mm。
(说明:
可以选用多把不同半径端铣刀)(12分)
%0008
N010G92X0Y0Z30
N020G00X65Y0M03 铣端面
N030G01Z-5F200
N040G91G02X0Y0I-65J0
N050G01X-10
N060G02X0Y0I-55J0
N070G01X-10
N080G02X0Y0I-45J0
N090G01X-10
N100G02X0Y0I-35J0
N110G01X-10
N120G02X0Y0I-25J0
N130G01X-10
N140G02X0Y0I-15J0
N150G01X-10
N160G02X0Y0I-5J0
N170G90G00Z30
N180X0Y0
N190G00X17.5Y0 加工凹槽
N200G01Z-11F200
N210G91G02X0Y0I-17.5J0
N220G01X5Y0
N230G02X0Y0I-22.5J0
N231G90G00Z30
N232X0Y0
N240M98P1000
N250G68X0Y0P90
N260M98P1000
N270G69
N280G68X0Y0P-90
N290M98P1000
N300G69
N310G24X0
N320M98P1000
N330G25X0
N340G00X47.5Y0
N350G01Z-11F200
N360G91G02X0Y0I-47.5J0
N370G01X5
N380G02X0Y0I-52.5J0
N390G01X5
N400G02X0Y0I-57.5J0
N410G90G00Z30
N420X0Y0
N430M98P2000
N440G24X0
N450M98P2000
N460G25X0
N470G24X0Y0
N480M98P2000
N490G25X0Y0
N500G24Y0
N510M98P2000
N520G25Y0
N530M05
N540M30
%2000
N10G90G00X22.5Y22.5
N20G01Z-11F200
N30G91G02X0Y0I3.54J3.54
N40G01X-3.54Y-3.54
N50G02X0Y0I7.07J7.07
N60G01X-3.54Y-3.54
N70G02X0Y0I10.61J10.61
N80G90G00Z30
N90X0Y0
N100M99
%1000
N10G00X47.5Y0
N15G01Z-11F200
N20G91G02X0Y0I-12.5J0
N30G01X5
N40G02X0Y0I-17.5J0
N50G90G00Z30
N60X0Y0
N70M99
1.已编出如图所示车削零件的加工程序如下:
(1)试检查修改其中的错误。
(2)注释说明每段程序的含义。
四、编程改错
O0001程序番号
N001G92X400.0Z350
改:
N001G92X200.0Z350建立工件坐标系
N002S630M03主轴以630r/min正转
N003G90G00X44.0Z292.0M08
改:
N003G90G00X40.0Z292.0M08移到工件右端45?
斜线的延长线上,同时开启切削液
N004G01X48.0Z290.0F150
改:
N004G01X48.0Z288.0F150车45?
倒角,进给速度150
N005Z275.0
改:
N005Z270.0车右端Φ48的外圆柱面
N006X62.0Z200.0车长70的锥面
N007G91Z30.0
改:
N007G91Z-30.0车Φ62的圆柱面,增量编程方式
N008X80.0Z-25.0
改:
N008X80.0车端面(阶梯面)
Z-25.0车右方Φ80的外圆此应分两步走
N009G03Z60.0R70.0
改:
N009G02Z-60.0R70.0顺时针方向车圆弧成形面
N010G90Z65.0
改:
N010G90G01Z65.0回到绝对编程方式,直线插补,车左方Φ80的外圆
N011X85.0车端面(阶梯面)
N012G00X400.0Z350
改:
N012G00X200.0Z350M09快速返回到起刀点处,关闭切削液
N013M05主轴停转
N014M30程序结束,并复位。
O0001
N001G92X400.0Z350
N002S630M03
N003G90G00X44.0Z292.0M08
N004G01X48.0Z290.0F150
N005Z275.0
N006X62.0Z200.0
N007G91Z30.0
N008X80.0Z-25.0
N009G03Z60.0R70.0
N010G90Z65.0
N011X85.0
N012G00X400.0Z350
N013M05N014M30
(1)以工件上表面为Z零平面,试编出如图所示铣削零件轮廓的加工程序。
(深度方向采用分层铣切,粗铣2次,精铣1次,精铣量2mm。
要求用主、子程序调用方式,并考虑刀径补偿。
)
主程序
子程序
%0001
G92X0Y0Z100
G90G00X-20
S1000M03
G01Z-14F100M08
M98P0010
Z-28
M98P0010
Z-32
M98P0010
G00Z100M09
X0Y0M05
M30
%0010
G42G01X5Y0D01
G01X20
G02X40Y20R20
G03X10Y50R30
G03X0Y40R10
G01Y5
X5Y0
G40X20Y-10
X-20Y0
M99
1.以工件上表面为Z零平面,试编出如图所示铣削零件轮廓的加工程序。
(深度方向采用分层铣切,粗铣2次,精铣1次,精铣量2mm。
要求用主、子程序调用方式,并考虑刀径补偿。
)
1.在立式加工中心上加工如图所示零件,以上表面为Z零平面,用刀座对刀,试填表并按表中加工工艺参数编出对其上部进行轮廓铣削和钻2孔的加工程序(含自动换刀动作)。
(铣轮廓时,深度方向采用分层铣切,粗铣2次,精铣1次,要求采用主、子程序调用方式,并考虑刀径和刀长补偿。
)
工序号
工序内容
刀具号
刀具规格
刀径补偿
刀长补偿
主轴转速
进给速度
切削深度
粗1
-7
1
铣四周轮廓
T01
Φ8平底立铣刀
(D01=4)
(H01=55)
1000
100
粗2
-14
精1
-15
2
钻2-φ6孔
T02
Φ6钻头
(H02=70)
800
30
-35
3
锪2-φ10孔
T03
Φ10沉孔钻
(H01=65)
500
80
-10
%0002
G92X0Y0Z100
G90G00X-20Y50
S1000M03
G01Z-12F100M08
M98P0020
Z-23
M98P0020
Z-27
M98P0020
G00Z100M09
X0Y0M05
M30
子程序
%0020
G42G01X-20Y30D01
G02X-30Y20R10
G03Y-20R20
G01X0
G03X17.321Y10R20
G01X8.66Y25
G03X0Y30R10
G01X-20
G40X-40
X-20Y50
M99
试编出如图所示车削零件的精车、切槽、车螺纹的带换刀的加工程序,假设毛坯已车成图中点划线所示。
O0002
G92X120Z150;
T0101;
G90G00X0.0Z105.0M03;
G01X0.0Z100.0F30;
G03X20.0Z90.0R10;
G01X48.0;
Z20.0;
X65.0;
G00X120.0Z150.0T0100;
M05M00;
T0202;
G00X55.0Z40.0M03;
G01X43.0F20;
G04X2.0;
G00X55.0;
G00X120.0Z150.0T0200;
M05M00;
T0303;
G00X55.0Z92.0M03;
G82X47.1Z42.0F2.0;
G82X46.5Z42.0;
G82X45.9Z42.0;
G82X45.5Z42.0;
G82X45.4Z42.0;
G00X120.0Z150.0T0300;
M05M02;
1.加工下图所示零件,要求自己确定加工顺序、设定加工参数、选调刀具、编制填写数控工艺卡片和手工编写数控程序,输入程序代码、装夹工件和刀具、对刀并操作机床进行切削加工。
O0001
G92X60Z120;
T0101;
G90G00X35Z5
M03S600
G71U1R2P100Q200X0.2Z0.2F100
G00X0
Z0
N100G01X16C2F40
Z-17
X24Z-20
Z-30
X26
G03X30Z-32R2
N200Z-40
G00X60Z120T0100
M05M00
T0202
G00X35Z-17M03
G01X14F30
G04X2
G00X35
G00X60Z120T0200
T0303
G00X30Z3
M03S300
G82X15.2Z-15F1.5
G82X14.6Z-15F1.5
G82X14.2Z-15F1.5
G82X14.04Z-15F1.5
G00X60Z120T0300
M05M02
 升级会员
升级会员 