极化曲线的测定doc.docx
《极化曲线的测定doc.docx》由会员分享,可在线阅读,更多相关《极化曲线的测定doc.docx(9页珍藏版)》请在冰豆网上搜索。
极化曲线的测定doc
实验一 极化曲线的测定
一 实验目的
1.1掌握用“三电极”法测定金属沉积过程的电极电势。
1.2通过对镍在玻碳电极上的沉积电势的测量加深理解过电位和极化曲线的概念。
1.3了解控制电位法测量极化曲线的方法。
二 实验原理
2.1当把金属插入其盐溶液中时,金属表面上的正离子受到极性水分子的作用,有变成溶剂化离子进入溶液而将电子留在金属表面的倾向。
与此同时,溶液中的金属离子也有从溶液中沉积到金属表面的倾向。
当这种溶解与沉积达到平衡时,形成了双电层,在金属/溶液界面上建立起一个不变的电位差值,这个电位差值就是金属的平衡电位, ER表示。
当有电流通过电极时,电极电势偏离平衡电极电势,成为不可逆电极电势,用EIR表示;电极的电极电势偏离平衡电极电势的现象称为电极的极化。
通常把某一电流密度下的电势 ER与 EIR之间的差值的绝对值称为超电势,即:
η=│EIR-ER│。
影响超电势的因素很多,如电极材料,电极的表面状态,电流密度,温度,电解质的性质、浓度及溶液中的杂质等。
测定镍沉积超电势实际上就是测定电极在不同外电流下所对应的极化电极电势,以电流对电极电势作图I~E(阴极),所得曲线称为极化曲线。
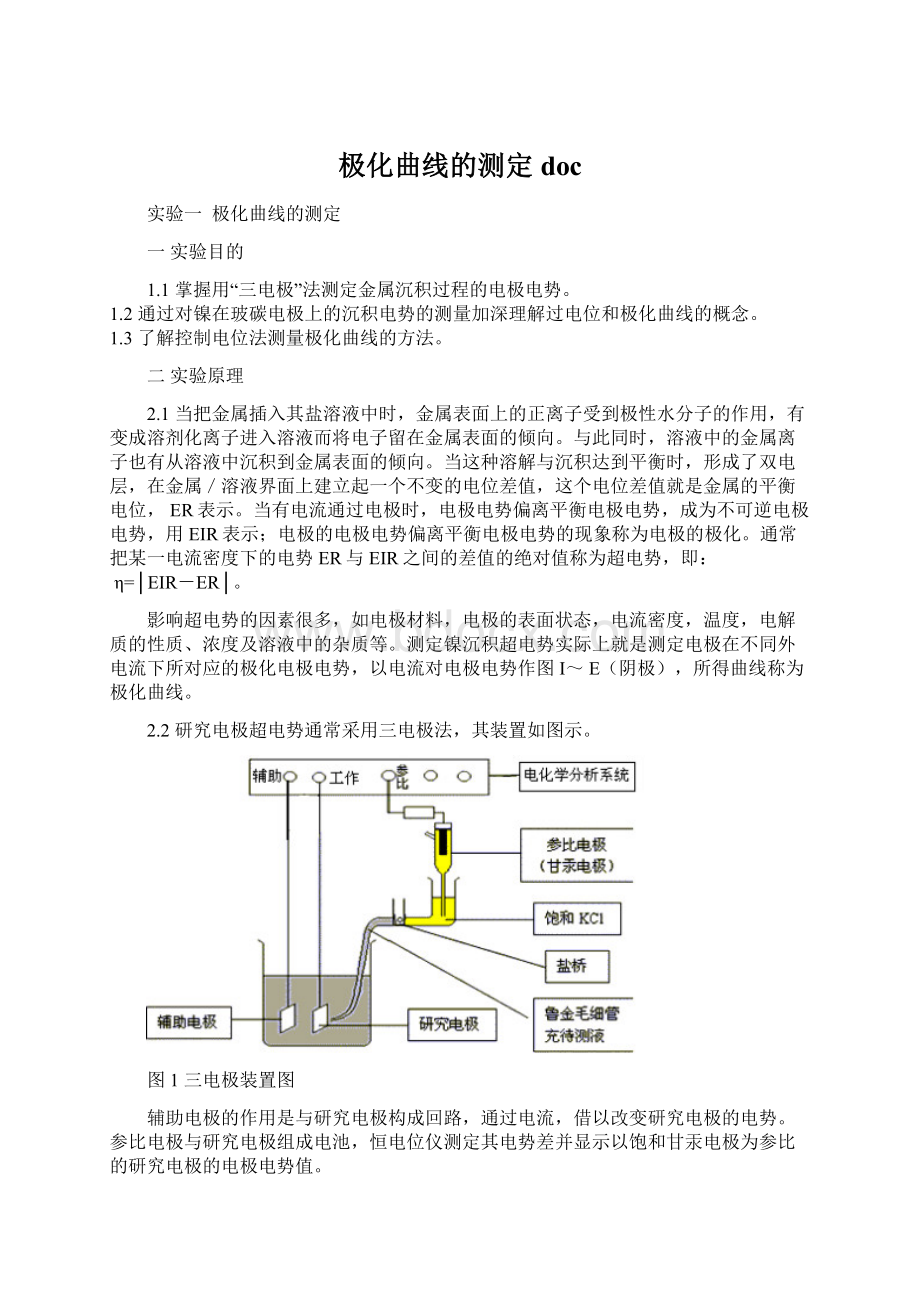
2.2 研究电极超电势通常采用三电极法,其装置如图示。
图1三电极装置图
辅助电极的作用是与研究电极构成回路,通过电流,借以改变研究电极的电势。
参比电极与研究电极组成电池,恒电位仪测定其电势差并显示以饱和甘汞电极为参比的研究电极的电极电势值。
2.3 测量极化曲线有两种方法:
控制电流法与控制电势法(也称恒电流法与恒电势法)。
控制电势法是通过改变研究电极的电极电势,然后测量一系列对应于某一电势下的电流值。
由于电极表面状态在未建立稳定状态前,电流会随时间改变,故一般测出的曲线为“暂态”极化曲线。
本实验采用控制电势法测量极化曲线:
控制电极电势以较慢的速度连续改变,并测量对应该电势下的瞬时电流值,以瞬时电流对电极电势作图得极化曲线。
图2阴极极化曲线
三 仪器与试剂
LK98A微机电化学分析系统一台;甘汞电极一枝;铂电极一枝;玻碳电极一枝;100ml烧杯3个,500ml烧杯1个;瓦特型镀镍液50ml;稀硝酸50ml;乙醇50ml;蒸馏水500ml。
四 实验步骤
4.1将直径为3mm的玻碳电极用Al2O3粉末抛光至镜面,抛光后依次用1:
1乙醇、1:
1HNO3和蒸馏水超声清洗各5min。
制备好的玻碳电极放入电解池中作为工作电极,以饱和甘汞电极作为参比电极,铂片为对电极,并按图1接线。
4.2打开电化学分析系统软件,点击“设置”菜单,在子菜单中选择“方法选择”,再在弹出的窗口中选择“线性扫描技术”的“线性扫描伏安法”。
图3方法选择
4.3点击“设置”菜单,选择“参数设定”,在弹出的窗口中进行参数设定,如图4。
图4参数设定
4.4点击“控制”菜单,选择“启动”开始极化曲线的测定
4.5扫描完毕后,点击“文件”菜单中的“储存”保存测试数据,点击“另存为BMP”,保存极化曲线。
五 实验数据
5.1记录镍在玻碳电极上的析出电位,并计算-0.8V处的极化度。
实验二 镀液分散能力测定
一 实验目的
1、掌握用远近阴极法测定镀液的分散能力。
2、通过对镀镍液分散能力的测量加深理解镀液分散能力的概念及影响分散能力的因素。
二实验原理
电镀液的分散能力(以T.P表示)是指在特定条件下,一定溶液使电极上(通常是阴极)镀层分布比初次电流分布所获得的结果更为均匀的能力。
由此看出,分散能力是具有比较性质,其比较的基准是初次电流分布。
所谓初次电流分布是仅考虑阴极不同表面至阳极几何距离不同时的阴极电流分布情况。
镀层在零件上均匀分布的能力越高,该电镀溶液的分散能力就越好。
电解液的分散能力越好,在阴极上不同部位所沉积出的金属镀层厚度就起均匀;反之,则镀层厚度相差越大。
分散能力的测定有多种方法,测量结果的数值也不一致。
这里只介绍远近阴极法。
采用远近阴极法测定电解液的分散能力是比较方便的。
它是在一个长方形的槽子中,平行地放置阳极和两块面积相等的阴极,如图1所示。
两个阴极与阳极间的距离比为2:
1或5:
1,但在实验中只能选取其中的一个比例固定使用,以便于对比。
分散能力好的电解液可选用较大的距离比。
图1哈林槽
在这种方法的测量装置中,阳极可以放置在槽子的一端,两个阴极之间用绝缘材料隔开,也可以将阳极放置在槽子中间而两个阴极分别置于槽子的两端。
后一种形式较为常用。
使用这种装置时,阳极应该采用网状的或带孔的,尺寸与阴极完全相同,材料与工业电镀用的相同。
采用网状或带孔的阳极的目的,是为了增大阳极面积,消除阳极极化的影响,同时也有利于阳极两侧溶液的对流和扩散,以保持两侧溶液浓度相同。
槽子内腔尺寸为150mm×50mm×70mm。
阴极尺寸为50mm×50mm。
采用厚度为0.5~1mm的黄铜板或铜板,工作表面要求平滑光亮,非工作表面用绝缘波绝缘。
实验电流通常在0.5~2A之间选择,实验时间为20~30min。
实验前将两个阴极清洗干净,经充分干燥后,用分析天平分别称出重量(镀前重)。
槽中注入待测定的电解液,通以恒定的直流电,经过一定时间后,将阴极取出,清洗干净后置于
105~115℃的烘箱中干燥15min,冷却至室温后,用分析天平称出远近阴极电镀后的重量,由此可以得出近阴极和远阴极上镀层的质量m1和m2。
应用下式就可以计算出金属在阴极上的分布,即分散能力:
(1)
式中:
T——镀液分散能力;K——远、近阴极到阳极的距离之比;m1、m2——阴极和远阴极上镀层的质量。
按上式计算,分散能力的数值在100%~-100%的范围内变化。
这时,最好的分散能力数值是100%,而最差分散能力的数值则为-100%。
三设备与试剂
12V/50A直流稳压电源1台;哈林槽1个;150Ω滑线变阻器一个;5A直流电表一个;带孔镍板1块;铜片2块;镀镍液1L;稀盐酸0.5L。
四实验步骤
1、在哈林槽中加入镀镍液,液面距槽口1cm;
2、阴极试片经除油、酸洗、水洗后,放入烘箱在110度下烘15min(或用电热吹风机吹干),取出冷却后,称重,记下质量;
3、把阳极放入哈林槽中,距离比K值选2,按图1接好线路,开通稳压电源,阴极带电入槽,电流调到0.8A,电镀时间15min;
4、取出阴极试片,水洗干净后,放入烘箱在110度下烘15min(或用电热吹风机吹干),取出冷却后,称重,记下质量;
5、计算出远近阴极的增重,即远近阴极上镀层的质量,再根据
(1)式计算镀液的分散能力。
重复步骤2~5三次。
分散能力取3次的平均值。
五数据记录与处理
表1分散能力测试数据
近阴极质量,g
1
2
3
镀前
镀后
镀层质量m1
远阴极质量,g
镀前
镀后
镀层质量m2
分散能力,%
测试值
平均值
实验三电镀法制造金刚石钻头
一实验目的
1.了解电镀法制造金刚石钻头的全过程;
2.掌握电镀金刚石钻头的特点和制造方法。
二实验内容
1.电镀工艺所用的设备及其对设备要求;
2.电镀对钢体的要求及钢体镀前处理工艺;
3.电镀的工作原理;
4.电镀液的成分及配制;
5.电镀钻头的工艺流程。
三、实验方法
本实验以参观为主,学生主要是听讲,观察并作好记录。
四、实验报告
1.电镀的工作原理及其所用设备(图示说明);
2.电镀液的成分及其各种成分的作用;
3.钢体镀前预处理的工艺措施;
4.电镀的工艺流程。
热压金刚石钻头钢体与石墨模具
的测绘与设计试验
1、实验目的
(1)了解钻头钢体与石墨模具配合间隙的意义;
(2)了解钻头钢体与石墨材料性质的要求;
(3)了解钻头钢体与石墨模具结构的设计原理。
2、实验原理
钻头钢体一般用45号无缝钢管,其热胀系数为(14~15)×10-6℃-1;石墨通常采用抗压强度大于45Mpa,密度大于1.7g/cm3,线胀系数5.4×10-6℃-1的高纯石墨.由于热压钻头在制造过程中,要经过从常温到1000℃左右高温的变化,由于钻头钢体与石墨材料的线胀系数的差异,钻头钢体在高温时的热变形将大于石墨模具的热变化,如果石墨模具与钢体的配合间隙设计不合理,就会使石墨模具产生胀裂,从而使钻头烧结过程失败,造成损失。
热变形的计算公式:
△L=L××(t-t0)
式中:
△L:
变形量;L:
被加工件的长度;:
线胀系数;(t-t0):
升温前后的温度变化差值。
3、实验设备与器材
(1)石墨模具
(2)钻头钢体
(3)游标卡尺
(4)直尺
4、实验步骤
(1)测量钢体的结构尺寸;
(2)测量石墨模具的结构尺寸;
(3)比较钻头钢体的外径与底模的内径,钻头钢体内径与芯模的外径的差值;
(4)理论计算值与实测值的比较。
5、数据处理及提交报告
(1)钻头钢体图纸;
(2)石墨模具图纸;
(2)钢体尺寸的设计计算过程;
(3)石墨模具尺寸的设计计算过程。
热压金刚石钻头装模及烧结试验
实验目的
1、了解钻头的装模过程,加深粉末松装密度等相关性质对石墨模具设计作用的理解;
2、了解钻头钻进过程中唇面的磨损规律和钻头保径的意义,理解保径材料及其摆放位置的作用;
3、了解钻头烧结工艺参数(烧结压力,烧结温度,保温时间,升温速度,出炉温度,冷却速度等)的确定原则
实验原理
1、加热升温原理:
热压法生产钻头是加热和压制同时进行的一种方法。
目前热压法生产金刚石钻头有两种方法,一种是电阻炉,另一种是中频感应加热法。
电阻炉加热法是把石墨模具组装体作为电阻,大电流通过石墨模具组装体发热而升温。
电阻炉是一台低电压大电流变压器。
中频感应加热的基本原理是将石墨模具放入紫铜管绕制的感应线圈中,给感应圈通入交变电流,则在线圈内产生一个相应的交变磁场,根据电磁感应定律,在石墨模具组件内则产生感应电势,因此在组件内产生涡流,该涡流在组件内流动就产生热量而使之升温;
2、根据钻头钻进过程中唇面的磨损规律(请参阅钻探工艺学),确定钻头的保径材料和保径规的长度;
3、粉末松装密度和理论密度的比值决定了石墨模具设计时内孔的深度。
4、考虑石墨材料的抗压强度和压制过程中的侧压系数,烧结压力一般定为15~20Mpa;烧结温度一般为主要金属熔点以下30~50℃,采用多元系固相烧结体系。
保温时间取决于胎体配方,或者说主要金属之间的扩散能力。
升温速度大约为150℃/min,出炉温度一般在650℃以下,出炉后模具与钢体组合可放在保温箱中,随箱冷却;或空冷。
实验设备与器材
1、电阻炉及压机;
2、中频感应加热炉及压机;
3、石墨模具;
4、钻头钢体
5、金属粉末
6、保径材料
7、装模用工具(转盘,装模用扇形块等)
8、甘油或乙醇500毫升
9、白乳胶500毫升
实验步骤
1、计算工作层用粉料及金刚石;
2、计算水口用料;
3、计算保径层用料;
4、计算焊接层用粉料(若3,4所用粉料一致,可合并);
5、分别装水口料、工作层料,保径层用料;
6、在保径层中摆放保径材料;
7、装焊接层料;
8、装上钢体,待烧;
9、按设定的工艺参数进行烧结。
数据处理或提供报告
1、模具与钢体组合示意图;
2、对装模过程中各种粉末用量的计算,金刚石选型和用量计算;
3、烧结工艺参数的确定原则;
4、烧结工艺曲线的描绘。
 升级会员
升级会员 